一种支撑条上料剪切嵌入机构的制作方法
1.本实用新型涉及多层料生产设备技术领域,尤其涉及一种支撑条上料剪切嵌入机构。
背景技术:
2.多层料是一种应用广泛的物料,但是软质多层料由于自身柔软,需要嵌设支撑条,否则无法满足一些场景的使用。传统的多层料生产线大多采用半自动化,其生产效率低,质量不稳定,无法满足快速高效的生产需求。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种支撑条上料剪切嵌入机构,其解决了现有技术中多层料生产线效率低、质量不稳定的技术问题。
4.为实现上述目的,本实用新型采用以下技术方案:
5.一种支撑条上料剪切嵌入机构,其包括:机架,连接于所述机架上的上料组件、输送组件、嵌入组件,以及位于所述输送组件后方的机架上的导向组件、超声焊接组件、滚切组件和牵引组件,其中,所述导向组件,超声焊接组件,滚切组件和牵引组件前后依次排列;
6.所述上料组件用于将支撑条来料按需放料给输送组件;
7.所述输送组件用于将上料组件送来的来料向前输送并同步压直;
8.所述嵌入组件用于将支撑条剪切成支撑条单体,并嵌设至多层料本体的对应夹层中;
9.所述导向组件用于对嵌设支撑条单体的多层料本体进行导向传送;
10.所述超声焊接组件用于对导向组件送出的多层料本体进行熔接;
11.所述滚切组件用于对多层料本体的中部滚切出一用于安装呼吸阀的安装孔
12.所述牵引组件用于对熔接后的多层料本体向前输送提供牵引力。
13.其中,所述上料组件包括:一端连接于机架的连接臂,连接于所述连接臂上的转轴,以及连接于所述转轴上的绕线盘,所述绕线盘上缠绕有支撑条来料。
14.其中,所述输送组件包括:连接于机架上的安装座,连接于安装座上的第一压轮组和第二压轮组,以及同步驱动所述第二压轮组的驱动电机,其中,所述第一压轮组和第二压轮组相互平行分布,且第二压轮组件的压轮上设有凹槽,支撑条穿设于所述凹槽,且被第一压轮组压紧,以便将支撑条向前传送,并同步将支撑条压直。
15.其中,所述安装座包括:安装底座,连接于所述安装底座上的安装块,所述第一压轮组转动连接于安装块,所述第二压轮组转动连接于安装底座,所述安装块通过一紧固螺栓连接于安装底座上,以便松开螺栓将第一压轮组和第二压轮组之间的间距扩大穿入支撑条。
16.其中,所述嵌入组件包括:将支撑条按照设定长度裁剪成支撑条单体的剪切装置,以及将支撑条单体推送至多层料本体的设定夹层中的推料装置。
17.其中,所述剪切装置包括:连接座,所述连接座上设有用于支撑条穿过的通孔,所述通孔垂直设置的推板槽,以及连接于所述连接座上的驱动件,所述驱动件带动一切刀,当支撑条被输送组件移送至设定长度时,所述驱动件带动切刀下降将支撑条裁剪成支撑条单体。
18.其中,所述推料装置包括:固定于机架上的电机,连接于所述电机的输出轴的转盘,铰接于所述转盘上的传动臂,连接于所述传动臂的端部的滑轨,以及连接于所述滑轨的端部的推板,其中所述滑轨滑动装设于一支撑于机架上的滑块;当电机转动时,带动转盘转动,转盘周期性的带动传动臂,传动臂周期性的随着传动臂沿着滑块在水平方向往复滑动,从而带动推板周期性的伸入所述推板槽或退出推板槽,从而将支撑条单体推送至多层料本体的设定夹层中。
19.其中,所述超声焊接组件包括:压辊装置和超声波焊接装置,所述压辊装置包括:一对相对设置的第一左支撑臂和第一右支撑臂,所述第一左支撑臂和第一右支撑臂上均设有第一安装槽,分别设置于所述第一左支撑臂和第一右支撑臂上的第一调节机构和第二调节机构,所述第一调节机构和第二调节机构之间转动连接有一压辊,所述压辊的表面设有压齿;所述第一调节机构和第二调节机构相同,均包括可沿所述第一安装槽的侧壁滑行的第一导向块,连接于所述第一导向块的第一螺杆,以及支撑于所述第一导向块的底部的第一弹性件,所述第一弹性件设于所述第一安装槽的底壁,所述第一螺杆中部螺接于第一安装槽的槽壁,通过调节第一螺杆从而调节压辊的纵向位置,所述超声波焊接装置的超声波焊接头位于压辊的下方,多层料本体穿过超声波焊接头与压辊之间,由压辊表面的压齿对多层料本体进行熔接处理。
20.其中,所述滚切组件包括:两相对设置的第二左支撑臂和第二右支撑臂,连接于所述第二左支撑臂和第二右支撑臂之间的滚筒,第二左支撑臂和第二右支撑臂上各设有一第二安装槽,第二左支撑臂和第二右支撑臂上还各设有第三调节机构和第四调节机构,所述第三调节机构和第四调节机构之间转动连接有一滚刀;其中,所述第三调节机构和第四调节机构结构相同,均包括可沿所述第二安装槽的侧壁滑行的第二导向块,连接于所述第二导向块的第二螺杆,以及支撑于所述第二导向块的底部的第二弹性件,所述第二弹性件设于所述第二安装槽的底壁,所述第二螺杆中部螺接于第二安装槽的槽壁,通过调节第二螺杆从而调节滚刀与滚筒之间的间隙。
21.其中,所述牵引组件包括:两相对设置的第三左支撑臂和第三右支撑臂,所述第三左支撑臂和第三右支撑臂上各设有一第三安装槽,第三左支撑臂和第三右支撑臂之间转动连接有一第一牵引辊,所述第三安装槽内各设有一第五调节机构和第六调节机构,所述第五调节机构和第六调节机构之间转动连接有第二牵引辊;所述第五调节机构和第六调节机构结构相同,均包括可沿所述第三安装槽的侧壁滑行的第三导向块,连接于所述第三导向块的第三螺杆,以及支撑于所述第三导向块的底部的第三弹性件,所述第三弹性件设于所述第三安装槽的底壁,所述第三螺杆中部螺接于第三安装槽的槽壁,通过调节第三螺杆从而调节第一牵引辊与第二牵引辊之间的间距。
22.与现有技术相比,本实用新型的一种支撑条上料剪切嵌入机构,其通过连接于机架上的上料组件、输送组件、嵌入组件,以及位于所述输送组件后方的机架上的导向组件、超声焊接组件、滚切组件和牵引组件共同完成多层料的支撑条的上料、剪切和嵌入及熔接
工艺,自动化程度高,提高了生产效率和产品的稳定性。
23.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型技术手段,可依照说明书的内容予以实施,并且为了让本实用新型的上述和其它目的、特征及优点能够更明显易懂,以下特举较佳实施例,详细说明如下。
附图说明
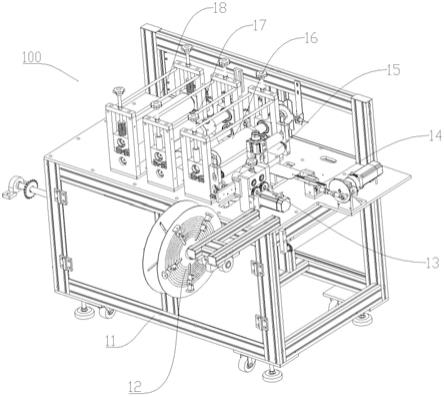
24.图1为本实用新型的支撑条上料剪切嵌入机构的整体结构示意图。
25.图2为本实用新型的支撑条上料剪切嵌入机构的上料组件部分结构示意图。
26.图3为本实用新型的支撑条上料剪切嵌入机构的输送组件部分结构示意图。
27.图4为本实用新型的支撑条上料剪切嵌入机构的嵌入组件部分结构示意图。
28.图5为本实用新型的支撑条上料剪切嵌入机构的导向组件部分结构示意图。
29.图6为本实用新型的支撑条上料剪切嵌入机构的超声焊接组件的压辊装置部分结构示意图。
30.图7为本实用新型的支撑条上料剪切嵌入机构的超声焊接组件的超声波焊接装置部分结构示意图。
31.图8为本实用新型的支撑条上料剪切嵌入机构的滚切组件组件部分结构示意图。
32.图9为本实用新型的支撑条上料剪切嵌入机构的牵引组件部分结构示意图。
具体实施方式
33.为了使本实用新型的目的、技术方案及优点更加清楚明白,下面结合附图和具体实施方式对本实用新型作进一步详细说明。
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
36.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
37.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
38.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
39.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行结合和组合。
40.请参阅图1至图9,在该实施例中,提供了一种支撑条上料剪切嵌入机构100,其包括:机架11,连接于所述机架11上的上料组件12、输送组件13、嵌入组件14,以及位于所述输送组件13后方的机架11上的导向组件15、超声焊接组件16、滚切组件17和牵引组件18,其中,所述导向组件15,超声焊接组件16,滚切组件17和牵引组件18前后依次排列;
41.所述上料组件12用于将支撑条来料按需放料给输送组件13;
42.所述输送组件13用于将上料组件12送来的来料向前输送并同步压直;
43.所述嵌入组件14用于将支撑条剪切成支撑条单体,并嵌设至多层料本体的对应夹层中;
44.所述导向组件15用于对嵌设支撑条单体的多层料本体进行导向传送;
45.所述超声焊接组件16用于对导向组件送出的多层料本体进行熔接;
46.所述滚切组件17用于对多层料本体的中部滚切出一用于安装呼吸阀的安装孔
47.所述牵引组件18用于对熔接后的多层料本体向前输送提供牵引力。
48.请再次参阅图2,所述上料组件12包括:一端连接于机架11的连接臂121,连接于所述连接臂121上的转轴122,以及连接于所述转轴122上的绕线盘123,所述绕线盘123上缠绕有支撑条来料。
49.请再次参阅图3,所述输送组件13包括:连接于机架11上的安装座,连接于安装座上的第一压轮组133和第二压轮组(图中未示出),以及同步驱动所述第二压轮组的驱动电机136。其中,所述第一压轮组133和第二压轮组相互平行分布,且第二压轮组件的压轮上设有凹槽,支撑条穿设于所述凹槽,且被第一压轮组133压紧,以便将支撑条向前传送,并同步将支撑条压直。
50.其中,所述安装座包括:安装底座131,连接于所述安装底座131上的安装块132,所述第一压轮组133转动连接于安装块132,所述第二压轮组转动连接于安装底座131,所述安装块132通过一紧固螺栓138连接于安装底座131上,以便松开螺栓138将第一压轮组133和第二压轮组之间的间距扩大穿入支撑条。第二压轮组的转轴上还连接有齿轮137,所述齿轮137啮合于驱动电机136。所述安装底座131上还连接有一连接板134,连接板134上设有多个导向轮135,用于引导支撑条输送至第一压轮组133 和第二压轮组处。
51.请再次参阅图4,所述嵌入组件14包括:将支撑条按照设定长度裁剪成支撑条单体
的剪切装置1401,以及将支撑条单体推送至多层料本体的设定夹层中的推料装置1402。
52.其中,所述剪切装置1401包括:连接座149,所述连接座149上设有用于支撑条穿过的通孔1491,与所述通孔1491垂直设置的推板槽1492,以及连接于所述连接座149上的驱动件140,所述驱动件140带动一切刀 (图中未示出),当支撑条被输送组件13移送至设定长度时,所述驱动件 140带动切刀下降将支撑条裁剪成支撑条单体。本实施例中,所述驱动件 140为驱动气缸,也可以是驱动电机。连接座149可以是一体式结构,也可以是上下板块组装而成。
53.所述推料装置1402包括:固定于机架11上的电机142,连接于所述电机142的输出轴的转盘144,铰接于所述转盘144上的传动臂145,连接于所述传动臂145的端部的滑轨147,以及连接于所述滑轨147的端部的推板148,所述推板148与推板槽1492对应。其中所述滑轨147滑动装设于一支撑于机架11上的滑块146;当电机142转动时,带动转盘144转动,转盘144周期性的带动传动臂145,传动臂145周期性的随着传动臂145 沿着滑块146在水平方向往复滑动,从而带动推板148周期性的伸入所述推板槽1492或退出推板槽1492,从而将支撑条单体推送至多层料本体的设定夹层中。其中,所述转盘144与电机142之间还设有一行星减速器143,行星减速器143由支撑座141支撑连接于机架11上。
54.请再次参阅图5,所述导向组件15包括:左支撑臂151,与所述左支撑臂151相对设置的右支撑臂152,转动连接于所示左支撑臂151与右支撑臂152之间的下导向辊155和上导向辊156,所述上导向辊156的两端分别通过一螺杆153和154连接于左支撑臂151和右支撑臂152,左支撑臂151和右支撑臂152上分别设有一椭圆孔1511,调节螺杆153和154,以致改变上导向辊156和下导向辊155之间的间距,以便初始时将熔喷布和棉布一起叠好穿过二者之间。
55.请再次参阅图6和图7,所述超声焊接组件16包括:压辊装置1601 和超声波焊接装置1602,所述压辊装置1601包括:一对相对设置的第一左支撑臂161和第一右支撑臂162,所述第一左支撑臂161和第一右支撑臂162上均设有第一安装槽1610,分别设置于所述第一左支撑臂161和第一右支撑臂162上的第一调节机构164和第二调节机构168,所述第一调节机构164和第二调节机构168之间转动连接有一压辊165,所述压辊165 的表面设有压齿;所述第一调节机构164和第二调节机构168相同,一第一调节机构为例,包括可沿所述第一安装槽1610的侧壁滑行的第一导向块 1641,连接于所述第一导向块1641的第一螺杆1643,以及支撑于所述第一导向块1641的底部的第一弹性件1642,所述第一弹性件1642设于所述第一安装槽1610的底壁,所述第一螺杆1643中部螺接于第一安装槽1610 的槽壁,通过调节第一螺杆1643从而调节压辊165的纵向位置,所述超声波焊接装置1602的超声波焊接头160位于压辊的下方,多层料本体穿过超声波焊接头160与压辊165之间,由压辊165表面的压齿对多层料本体进行熔接处理。其中,超声波焊接头160连接于一连接基座166上,且超声波焊接头160的一侧还设有若干散热扇169。进一步的,第一左支撑臂161 和第一右支撑臂162底部通过底板连接,顶部通过连接杆163连接固定。压辊165的一端还连接有一齿轮167,通过连接于齿轮167上的齿条与外部驱动装置连接。
56.请再次参阅图8,所述滚切组件17包括:两相对设置的第二左支撑臂 171和第二右支撑臂172,连接于所述第二左支撑臂171和第二右支撑臂 172之间的滚筒173,第二左支撑臂171和第二右支撑臂172上各设有一第二安装槽1710,第二左支撑臂171和第二右支撑臂
172上还各设有第三调节机构174和第四调节机构175,所述第三调节机构174和第四调节机构 175之间转动连接有一滚刀176,滚刀176的中部设有一滚刀口,以便将多层料本体的中部切出一圆孔以用于连接呼吸阀。其中,所述第三调节机构 174和第四调节机构175结构相同,以第三调节机构174为例,包括可沿所述第二安装槽1710的侧壁滑行的第二导向块1741,连接于所述第二导向块1741的第二螺杆1743,以及支撑于所述第二导向块1741的底部的第二弹性件1742,所述第二弹性件1742设于所述第二安装槽1710的底壁,所述第二螺杆1743中部螺接于第二安装槽1710的槽壁,通过调节第二螺杆1743从而调节滚刀176与滚筒173之间的间隙。滚筒173的一端还连接有齿轮178,第二左支撑臂171与第二右支撑臂172的顶部通过连接杆177 连接固定。
57.请再次参阅图9,所述牵引组件18包括:两相对设置的第三左支撑臂181和第三右支撑臂182,所述第三左支撑臂181和第三右支撑臂182上各设有一第三安装槽1810,第三左支撑臂181和第三右支撑臂182之间转动连接有一第一牵引辊184,所述第三安装槽1810内各设有一第五调节机构 185和第六调节机构186,所述第五调节机构185和第六调节机构186之间转动连接有第二牵引辊189;所述第五调节机构185和第六调节机构186 结构相同,均包括可沿所述第三安装槽1810的侧壁滑行的第三导向块 1851,连接于所述第三导向块1851的第三螺杆1853,以及支撑于所述第三导向块1851的底部的第三弹性件1852,所述第三弹性件1852设于所述第三安装槽1810的底壁,所述第三螺杆1853中部螺接于第三安装槽1810 的槽壁,通过调节第三螺杆1853从而调节第一牵引辊184与第二牵引辊 189之间的间距。所述第三左支撑臂181和第三右支撑臂182的底部通过底板183连接固定,顶部通过连杆188固定连接,第一牵引辊184的一端还连接有齿轮187,用于与外部动力驱动机构链条连接转动。
58.与现有技术相比,本实施例的一种支撑条上料剪切嵌入机构,其通过连接于机架上的上料组件、输送组件、嵌入组件,以及位于所述输送组件后方的机架上的导向组件、超声焊接组件、滚切组件和牵引组件共同完成多层料的支撑条的上料、剪切和嵌入及熔接工艺,自动化程度高,提高了生产效率和产品的稳定性。
59.上述仅以实施例来进一步说明本实用新型的技术内容,以便于读者更容易理解,但不代表本实用新型的实施方式仅限于此,任何依本实用新型所做的技术延伸或再创造,均受本实用新型的保护。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1