用于藤条沙发注塑模的齿条油马达圆弧抽芯机构的制作方法
1.本实用新型属于模具技术领域,涉及一种用于藤条沙发注塑模的齿条油马达圆弧抽芯机构。
背景技术:
2.当塑料产品上存在特殊的弧形倒扣时,就需要利用设置有弧形抽芯滑块的模具注塑成型,例如:藤条沙发等。现有技术中的应用弧形抽芯滑块抽芯机构的模具,一般驱动机构为油缸,在模具中安置油缸需要较大的安装空间,在使用过程中抽芯动作容易发生卡顿,结构较为不稳定,抽芯效果较为一般。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种模具弧形抽芯机构[申请号:201910369698.7],包括定模a和位于定模a下方的动模b,所述定模a包括型腔,所述动模b包括型芯、旋转型芯、动模底板、拉块、连杆,所述拉块固定于动模底板上,所述旋转型芯整体呈弧形,弧形的一端的形状与定模a的型腔相适应,另一端与连杆的一端铰接后连接至作为旋转型芯的旋转中心的转销,所述连杆的另一端通过腰形孔与拉块铰接。本发明结构简单可靠、成本低、动作可靠、适用性广;本发明稳定性好,拉块既起到动力传递作用,又起到锁紧作用。但是该方案在使用过程中抽芯动作仍然容易发生卡顿,结构较为不稳定,存在抽芯效果较为一般的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种用于藤条沙发注塑模的齿条油马达圆弧抽芯机构。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种用于藤条沙发注塑模的齿条油马达圆弧抽芯机构,包括成型模,所述的成型模内设有型腔,所述的成型模内设有若干沿成型模中心线对称且延伸通入至型腔内的抽芯条,所述的成型模上设有若干沿成型模中心线对称的抽芯安装座,所述的抽芯安装座与抽芯条的位置相对应,所述的抽芯安装座内设有齿条油马达驱动组件,所述的齿条油马达驱动组件与抽芯条相连。
[0007]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的抽芯条呈圆弧形,所述的抽芯安装座也呈圆弧形。
[0008]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的抽芯安装座内设有滑动槽,所述的齿条油马达驱动组件包括设置于滑动槽内的抽芯条驱动滑块,所述的抽芯安装座内设有底部齿条,所述的抽芯条驱动滑块内设有马达驱动件,所述的马达驱动件与底部齿条相啮合配合。
[0009]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的马达驱动件包括设置于抽芯条驱动滑块内的驱动马达,所述的驱动马达的转动轴上连接有直齿轮,所述的直齿轮与底部齿条相啮合配合。
[0010]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的抽芯安装座内设有直齿轮限位槽,所述的直齿轮位于直齿轮限位槽内,所述的直齿轮限位槽呈弧形,所述的底部齿条也呈弧形。
[0011]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的抽芯条驱动滑块顶部设有上抵接块,所述的抽芯安装座内设有上限位防偏板,所述的上限位防偏板与上抵接块相抵接配合。
[0012]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的上限位防偏板的横截面呈弧形。
[0013]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的抽芯条驱动滑块底部设有下抵接块,所述的抽芯安装座内设有下限位防偏板,所述的下限位防偏板与下抵接块相抵接配合。
[0014]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的下限位防偏板的横截面呈弧形。
[0015]
在上述的用于藤条沙发注塑模的齿条油马达圆弧抽芯机构中,所述的抽芯条内设有卡接槽,所述的抽芯条驱动滑块上设有延伸通入至卡接槽内的卡接块,所述的卡接块与卡接槽相卡接配合。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、本实用新型通过设置抽芯条驱动滑块、底部齿条和马达驱动件,在需要将抽芯条从型腔内抽离出来时,启动驱动马达,通过驱动马达驱动抽芯条从注塑成型后的塑件中沿弧形抽离,通过齿条以及马达的结构代替油缸,抽芯动作流畅且结构稳定,无需使用油缸,节省了模具空间。
[0018]
2、本实用新型通过设置卡接块与卡接槽,通过卡接块与卡接槽之间的卡接配合,可对抽芯条起到连接固定的作用,同时也方便工作人员进行拆装更换抽芯条,避免采用一体式结构,减少抽芯件维修的成本和难度。
[0019]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0020]
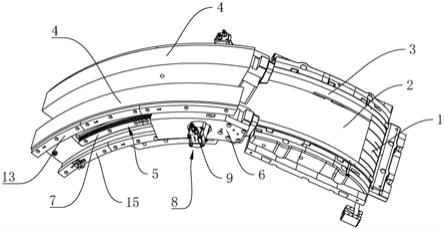
图1是本实用新型的结构示意图。
[0021]
图2是本实用新型的局部结构示意图。
[0022]
图3是齿条油马达驱动组件的爆炸示意图。
[0023]
图4是齿条油马达驱动组件另一个方向的爆炸示意图。
[0024]
图5是抽芯条驱动滑块的结构示意图。
[0025]
图中:成型模1、型腔2、抽芯条3、抽芯安装座4、齿条油马达驱动组件5、滑动槽55、抽芯条驱动滑块6、底部齿条7、马达驱动件8、驱动马达9、直齿轮10、直齿轮限位槽11、上抵接块12、上限位防偏板13、下抵接块14、下限位防偏板15、卡接槽16、卡接块17。
具体实施方式
[0026]
下面结合附图对本实用新型进行进一步说明。
[0027]
如图1
‑
5所示,一种用于藤条沙发注塑模的齿条油马达圆弧抽芯机构,包括成型模1,所述的成型模1内设有型腔2,所述的成型模1内设有若干沿成型模1中心线对称且延伸通入至型腔2内的抽芯条3,所述的成型模1上设有若干沿成型模1中心线对称的抽芯安装座4,所述的抽芯安装座4与抽芯条3的位置相对应,所述的抽芯安装座4内设有齿条油马达驱动组件5,所述的齿条油马达驱动组件5与抽芯条3相连。
[0028]
在本实施例中,抽芯安装座4用以安装固定齿条油马达驱动组件5,在塑件注塑成型后,需要将抽芯条3从型腔2内抽离出来时,启动齿条油马达驱动组件5,通过齿条油马达驱动组件5将抽芯条3从注塑成型后的塑件中沿弧形抽离,通过齿条以及马达的结构代替油缸,抽芯动作流畅且结构稳定,无需使用油缸,节省了模具空间。
[0029]
结合图1、图2所示,所述的抽芯条3呈圆弧形,所述的抽芯安装座4也呈圆弧形。
[0030]
具体地说,抽芯条3呈圆弧形,抽芯安装座4也呈圆弧形,两者形状相配适,避免在抽芯过程中发生卡顿。
[0031]
结合图1所示,所述的抽芯安装座4内设有滑动槽55,所述的齿条油马达驱动组件5包括设置于滑动槽55内的抽芯条驱动滑块6,所述的抽芯安装座4内设有底部齿条7,所述的抽芯条驱动滑块6内设有马达驱动件8,所述的马达驱动件8与底部齿条7相啮合配合。
[0032]
本实施例中,当需要移动抽芯条3时,启动马达驱动件8,通过马达驱动件8与底部齿条7之间的啮合配合,带动抽芯条驱动滑块6沿滑动槽55轨迹进行移动,同步带动抽芯条3进行抽芯或者是插芯,马达驱动件8用以提供驱动力,无需使用油缸,节约了成本和模具空间。
[0033]
所述的马达驱动件8包括设置于抽芯条驱动滑块6内的驱动马达9,所述的驱动马达9的转动轴上连接有直齿轮10,所述的直齿轮10与底部齿条7相啮合配合。
[0034]
本实施例中,当需要移动抽芯条驱动滑块6时,启动驱动马达9,通过驱动马达9的转动轴带动直齿轮10转动,通过直齿轮10与底部齿条7之间的啮合配合,可使得抽芯条驱动滑块沿底部齿条7轨迹进行移动。
[0035]
结合图4所示,所述的抽芯安装座4内设有直齿轮限位槽11,所述的直齿轮10位于直齿轮限位槽11内,所述的直齿轮限位槽11呈弧形,所述的底部齿条7也呈弧形。
[0036]
本实施例中,直齿轮限位槽11用以安装直齿轮10,直齿轮限位槽11呈弧形,可使得直齿轮10在移动过程中贴合底部齿条7的弧形轨道,避免发生卡顿的情况。
[0037]
所述的抽芯条驱动滑块6顶部设有上抵接块12,所述的抽芯安装座4内设有上限位防偏板13,所述的上限位防偏板13与上抵接块12相抵接配合。
[0038]
本实施例中,在抽芯条驱动滑块6移动过程中,通过上限位防偏板13与上抵接块12之间的抵接配合,可避免抽芯条驱动滑块6在移动过程中上半部发生松动,提高了抽芯条驱动滑块6位移的精确度。
[0039]
结合图3所示,所述的上限位防偏板13的横截面呈弧形,与抽芯条驱动滑块6的移动轨迹相契合,避免抽芯条驱动滑块6上半部在移动过程中发生角度偏移。
[0040]
结合图4所示,所述的抽芯条驱动滑块6底部设有下抵接块14,所述的抽芯安装座4内设有下限位防偏板15,所述的下限位防偏板15与下抵接块14相抵接配合。
[0041]
本实施例中,在抽芯条驱动滑块6移动过程中,通过下限位防偏板15与下抵接块14之间的抵接配合,可避免抽芯条驱动滑块6在移动过程中下半部发生松动,提高了抽芯条驱
动滑块6位移的精确度。
[0042]
结合图4所示,所述的下限位防偏板15的横截面呈弧形,与抽芯条驱动滑块6的移动轨迹相契合,避免抽芯条驱动滑块6下半部在移动过程中发生角度偏移,上下抵接,进一步对抽芯条驱动滑块6进行限位作用。
[0043]
结合图4、图5所示,所述的抽芯条3内设有卡接槽16,所述的抽芯条驱动滑块6上设有延伸通入至卡接槽16内的卡接块17,所述的卡接块17与卡接槽16相卡接配合。
[0044]
本实施例中,通过卡接块17与卡接槽16之间的卡接配合,可对抽芯条3起到连接固定的作用,同时也方便工作人员进行拆装更换抽芯条3,避免采用一体式结构,减少抽芯件维修的成本和难度。
[0045]
本实用新型的工作原理是:
[0046]
抽芯安装座4用以安装固定抽芯条驱动滑块6、底部齿条7和马达驱动件8,在塑件注塑成型后,需要将抽芯条3从型腔2内抽离出来时,启动驱动马达9,通过驱动马达9的转动轴带动直齿轮10转动,通过直齿轮10与底部齿条7之间的啮合配合,可使得抽芯条驱动滑块沿底部齿条7轨迹进行移动,将抽芯条3从注塑成型后的塑件中沿弧形抽离,通过齿条以及马达的结构代替油缸,抽芯动作流畅且结构稳定,无需使用油缸,节省了模具空间。
[0047]
直齿轮限位槽11用以安装直齿轮10,直齿轮限位槽11呈弧形,可使得直齿轮10在移动过程中贴合底部齿条7的弧形轨道,避免发生卡顿的情况。
[0048]
在抽芯条驱动滑块6移动过程中,通过上限位防偏板13与上抵接块12之间的抵接配合,可避免抽芯条驱动滑块6在移动过程中上半部发生松动,提高了抽芯条驱动滑块6位移的精确度,在抽芯条驱动滑块6移动过程中,通过下限位防偏板15与下抵接块14之间的抵接配合,可避免抽芯条驱动滑块6在移动过程中下半部发生松动,提高了抽芯条驱动滑块6位移的精确度。
[0049]
通过卡接块17与卡接槽16之间的卡接配合,可对抽芯条3起到连接固定的作用,同时也方便工作人员进行拆装更换抽芯条3,避免采用一体式结构,减少抽芯件维修的成本和难度。
[0050]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0051]
尽管本文较多地使用成型模1、型腔2、抽芯条3、抽芯安装座4、齿条油马达驱动组件5、滑动槽55、抽芯条驱动滑块6、底部齿条7、马达驱动件8、驱动马达9、直齿轮10、直齿轮限位槽11、上抵接块12、上限位防偏板13、下抵接块14、下限位防偏板15、卡接槽16、卡接块17等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1