一种塑料制品用自动折边塑封装置的制作方法
1.本实用新型涉及一种塑料制品用自动折边塑封装置,具体是一种塑料制品用自动折边塑封装置。
背景技术:
2.现有技术的塑料包装膜上,塑料包装膜要通过塑膜封装机进行封装,现有技术的塑膜封装机在工作方式,大都采用直线式的封膜方式进行作业,由于产品的样式是不用的,产品封塑的边缘也是不同,需要调整封塑的产品方向,当产品需要封塑的其他封塑边时,需要人为的调整产品的方向,在调整封塑产品时,为了保证产品的合格率因此需要同时对封头或者产品的折边机构同时进行调整,手工的调整封头和折边机构,会占用作业时间,因此在调整时会大大影响产品的封塑效率。
技术实现要素:
3.实用新型目的:一种塑料制品用自动折边塑封装置,以解决现有技术存在的上述问题。
4.技术方案:一种塑料制品用自动折边塑封装置,包括操作面板,设置在所述操作面板上面的凸轮分割器,固定安装在所述凸轮分割器上面的分度盘,固定安装在所述分度盘上面的六组折边装置,固定安装在所述操作面板上面的升降调料机构,固定安装在所述操作面板上面的第一封边机构,固定安装在所述操作面板上面的、并且位于所述第一封边机构右侧的第二封边机构,固定安装在所述操作面板上面的、位于所述第二封边机构右侧的第三封边机构,以及固定安装在所述操作面板的并且位于所述第三封边机构左侧的下料机构;
5.所述第一封边机构、第二封边机构和第三封边机构三者结构相同;所述折边装置的水平端与分度盘的边缘处对齐;
6.当对产品进行封边时,所述第一封边机构、第二封边机构和第三封边机构根据产品的封边边数进行作业,能够任选第一封边机构作业,或者第一、第二封边机构工作,再或三者同时作业。
7.在进一步实例中,所述折边装置包括固定安装在分度板上面的连接板,固定安装在所述分度盘上面的并且侧面与所述连接板螺接在一起的折边下固定座,转动配合安装在所述折边下固定座上面的折边连接轴,过盈配合安装在所述折边连接轴上面的折边上治具,过盈配合安装在所述折边连接轴端部的齿轮,与所述齿轮啮合的齿条,固定安装在所述齿条底部的固定板,固定安装在所述分度盘上面的第一直线滑轨,所述固定板与第一直线滑轨连接在一起,设置在所述分度盘上面的气缸支架,螺接在所述气缸支架上面的折边气缸,所述折边气缸的伸缩轴与齿条连接在一起;
8.所述第一直线滑轨与所述折边下固定座呈垂直状态;
9.所述折边下固定座的上面设置有与所述连接轴适配的通孔,所述折边下固定座的
上面设置有两个产品凹槽部,同时两个产品凹槽部的连接处开设了第一矩形槽,同时两个产品凹槽部中间部设置了第二矩形槽。
10.在进一步实例中,所述第一封边机构包括固定安装在所述操作面板上面的调节支架,固定安装在所述调节支架并且位于所述调节支架中心线两侧的两组第二直线滑轨,滑动配合安装在第二直线滑轨上面的第二滑块,固定安装所述第二滑块上面的第一封边组件,一端设置在第二滑块上面的中间滑动配合安装在所述调节支架上面的滑动导柱,固定安装在调节支架上面的并且位于所述调节支架底部的、并且与所述第一封边组件连接在一起的升降气缸,固定安装在所述调节支架上面的加强板,设置在所述调节支架上面的封边底板,固定安装在所述封边底板上面的两组直线轴承,滑动配合安装在所述直线轴承上面的封边导柱,螺接在所述封边底板上面的、并且位于两组所述直线轴承中间位置的下压气缸,与所述下压气缸的气缸轴连接在一起的第二封边组件;
11.所述第一封边组件和第二封边组件为结构相同的组件。
12.在进一步实例中,所述折边上治具设计呈矩形,包括旋转端、与所述旋转端连接在一起的折弯部,所述旋转端的上面设置有螺纹孔,所述旋转端的上面设置有折弯安装端,所述折弯安装端与所述产品凹槽部和第二矩形槽插接在一起,所述旋转端的上面设置有避让槽。
13.在进一步实例中,所述第一封边组件包括第一封边固定块,固定安装在所述第一封边固定块上面的封边垫块,固定安装在所述封边垫块上面的隔热板,设置在所述隔热板上面的封头,插接在所述封头内部的发热管,螺接在所述封头上面的封头定位块。
14.在进一步实例中,所述调节支架上面设置了调节杆和调节块,所述调节杆的一端与所述封边底板连接在一起,所述调节块固定安装在调节支架的上面,同时所述调节块的中间与所述调节杆扣压在一起;
15.并且所述封边底板的上面设置了用于调节安装距离的腰形槽,
16.所述调节支架的边缘处设置了两个支撑杆。
17.在进一步实例中,所述下料机构包括固定安装在所述操作面板上面的下料支架,螺接在所述下料支架顶部的下料气缸,设置在所述下料气缸上面的吸料安装板,设置在所述吸料安装板上面的吸料气缸,固定安装在所述吸料气缸上面的吸盘固定板,设置在所述吸盘固定板上面的至少两组真空吸盘,以及设置在所述操作面板上面的并且中心位于与所述真空吸盘的中心位置连接在一起的料盘。
18.在进一步实例中,所述第一封边机构、第二封边机构和第三封边机构的操作面与分度盘的边缘处平行,并且所述第二封边机构与第一封边机构的相邻面有60
°
的角度;
19.所述第一封边组件和第二封边组件横向设置在第二封边机构和第三封边机构的上面。
20.有益效果:本实用新型公开了一种塑料制品用自动折边塑封装置,通过采用圆盘式作业方式人工将产品放置在上料工位上,凸轮分割器将产品带到相应的工位,折边装置对产品采用旋转方式的对产品对折,产品对折的同时,上料工位空出,同时封料工位进行预设,操作人员进行上料,产品对折完成后,凸轮分割器启动带动着产品旋转至封料工位,然后第一封边机构进行产品封边,继续选择第二封边机构、第三封边机构对产品的前端和后端进行封边,多边进行封边全程自动化作业,不用人为调整产品的方向,合理的利用了转盘
式方式的作业,合理的利用了工序间隙时间,机械化作业大大提高了作业效率。
附图说明
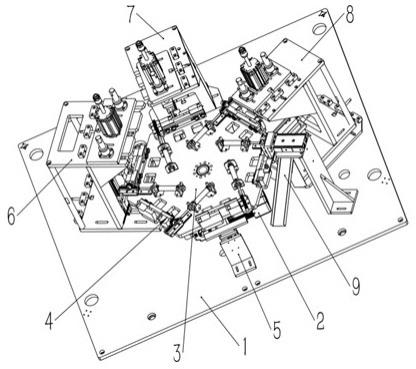
21.图1为本实用新型的结构示意图;
22.图2为本实用新型的第一封边机构的结构示意图;
23.图3为本实用新型中第一封边机构的俯视图;
24.图4为本实用新型中第一封边组件的结构示意图;
25.图5为本实用新型中折边装置的结构示意图;
26.图6为本实用新型中折边下固定座与折边上治具装配图;
27.图7为本实用新型中折边下固定座与折边上治具装配图1;
28.图8为本实用新型中下料机构的放大图。
29.附图标记为:操作面板1、凸轮分割器2、分度盘3、折边装置4、连接板401、折边下固定座402、折边连接轴403、折边上治具404、旋转端4041、折弯部4042、螺纹孔4043、折弯安装端4044、避让槽4045、产品凹槽部4046、齿轮405、齿条406、固定板407、第一直线滑轨408、气缸支架409、折边气缸410、通孔411、第一矩形槽413、第二矩形槽414、升降调料机构5、第一封边机构6、调节支架601、第二直线滑轨602、第二滑块603、第一封边组件604、第一封边固定块6041、封边垫块6142、隔热板6143、封头6144、发热管6145、封头定位块6146、滑动导柱605、升降气缸606、加强板607、封边底板608、直线轴承609、封边导柱620、下压气缸621、第二封边组件622、调节杆623、调节块624、腰形槽625、支撑杆626、第二封边机构7、第三封边机构8、下料机构9、下料支架901、下料气缸902、吸料安装板903、吸料气缸904、吸盘固定板905、真空吸盘906、料盘907。
具体实施方式
30.经过申请人的研究分析,现有技术的塑模包装膜上,塑模包装膜要通过塑膜封装机进行封装,现有技术的塑膜封装机在工作方式,大都采用直线式的封膜方式进行作业,由于产品的样式是不用的,产品封塑的边缘也是不同,需要调整封塑的产品方向,当产品需要封塑的其他封塑边时,需要人为的调整产品的方向,在调整封塑产品时,为了保证产品的合格率因此需要同时对封头或者产品的折边机构同时进行调整,但是在调整时会大大影响产品的封塑效率。根据这些问题,申请人提出了一种塑料制品用自动折边塑封装置,具体方案如下。
31.如附图所示一种塑料制品用自动折边塑封装置由操作面板1、分度盘3、凸轮分割器2、折边装置4、升降调料机构5、第一封边机构6、第二封边机构7和第三封边机构8等几部分组成。
32.如图1所示,其中凸轮分割器2设置在操作面板1的上面,所示分度盘3固定安装在所述凸轮分割器2的上面,所示折边装置4固定安装在所述分度盘3的上面,所示分度盘3的上面设置了六组折边装置4,为了折边装置4的安装方便所述分度盘3设计呈六边形,并且所述折边装置4的水平端与六边形的分度盘3边缘处对齐,所述升降调料机构5固定安装在所述操作面板1的上面、并且位于上料工位处,所述第一封边机构6固定安装在所述操作面板1的上面、位于第一封塑工位处,所述第二封边机构7固定安装在所述操作面板1的上面、并且
位于所述第一封边机构6右侧,为第二封塑工位,所述第三封边机构8固定安装在所述操作面板1的上面、位于所述第二封边机构7的右侧,为第三封塑工位,同时为了加工方便,所述第一封边机构6、第二封边机构7和第三封边机构8三者结构相同,所述操作面板1上面设置了上料工位、折边工位、第一封塑工位、第二封塑工位、第三封塑工位和下料工位等几个工位,而且所述第一封边机构6、第二封边机构7和第三封边机构8的操作面与分度盘3的六边形边缘处平行,并且所述第二封边机构7与第一封边机构6的相邻面有60
°
的角度;所述第一封边组件604和第二封边组件622横向设置在第二封边机构7和第三封边机构8的上面通过凸轮分割器2的转动带动着分度盘3旋转至相应的工位,封塑作业的全部工序全部自动化。
33.所述折边装置4包括接板401、折边下固定座402、折边连接轴403、折边上治具404、旋转端4041、折弯部4042、螺纹孔4043、折弯安装端4044、避让槽4045、产品凹槽部4046、齿轮405、齿条406、固定板407、第一直线滑轨408、气缸支架409、折边气缸410、通孔411、第一矩形槽413、第二矩形槽414;所述连接板401固定安装在分度板的上面,所述折边下固定座402固定安装在所述分度盘3的上面并且侧面与所述连接板401螺接在一起,所述折边连接轴403转动配合安装在所述折边下固定座402的上面,所述折边上治具404过盈配合安装在所述折边连接轴403的上面,所述齿轮405过盈配合安装在所述折边连接轴403的上面并且位于所述折边连接轴403的端部,所述齿条406与所述齿轮405啮合在一起,所述固定板407固定安装在所述齿条406的底部,所述第一直线滑轨408固定安装在所述分度盘3的上面,所述固定板407与第一直线滑轨408连接在一起,所述气缸支架409设置在所述分度盘3的上面,所述折边气缸410螺接在所述气缸支架409的上面,所述折边气缸410的伸缩轴与齿条406连接在一起,所述第一直线滑轨408与所述折边下固定座402呈垂直状态安装在一起,为了所述折边连接轴403能够与所述折边下固定座402连接在一起,所述折边下固定座402设置了与所述折边连接轴403适配的通孔411,所述产品凹槽部4046设置在所述折边下固定座402的上面,所述折边下固定座402上面设置了两个产品凹槽部4046,所述第一矩形槽413设置在两个产品凹槽部4046的连接处,所述第二矩形槽414设置在两个产品凹槽部4046中间部的中间位置,所述折边上治具404设计呈矩形,所述旋转端4041与所述折弯部4042连接在一起,所述螺纹孔4043设置在所述旋转端4041的上面,所述折弯安装端4044设置在所述旋转端4041的上面,所述折弯安装端4044与所述产品凹槽部4046和第二矩形槽414插接在一起,为了能够折边时能够顺利进行,设置在所述旋转端4041的上面;通过凸轮分度器旋转60
°
旋转至折边工位,然后折边气缸410开始作业,推动着齿条406沿着第一直线滑轨408移动,当齿条406移动的同时,进而带动着与齿条406啮合的齿轮405转动,同时带动着与齿轮405连接在一起的折边连接轴403跟着同步转动,进而带动着与折边连接轴403连接在一起的折边上治具404旋转至相应的角度,进而将产品折边旋转至相应的位置;当旋转至折边工位处,上料工位空出,操作员继续上料,如此持续循环。
34.所述第一封边机构6包括调节支架601、第二直线滑轨602、第二滑块603、第一封边组件604、第一封边固定块6041、封边垫块6142、隔热板6143、封头6144、发热管6145、封头6144定位块6146、滑动导柱605、升降气缸606、加强板607、封边底板608、直线轴承609、封边导柱620、下压气缸621、第二封边组件622、调节杆623、调节块624、腰形槽625、支撑杆626;其中调节支架601固定安装在所述操作面板1的上面,所述第二直线滑轨602固定安装在所调节支架601的上面、并且位于所述调节支架601中心线的两侧,所述调节支架601中心线的
两侧设置了两组第二直线滑轨602,所述第二滑块603滑动配合安装在第二直线滑轨602的上面,所述第一封边组件604固定安装所述第二滑块603的上面,所述滑动导柱605的一端设置在第二滑块603的上面并且滑动导柱605的中间滑动配合安装在所述调节支架601的上面,所述升降气缸606固定安装在调节支架601的上面、并且位于所述调节支架601的底部、并且与所述第一封边组件604连接在一起,所述加强板607固定安装在所述调节支架601的上面,所述封边底板608设置在所述调节支架601的上面,所述直线轴承609固定安装在所述封边底板608的上面,所述封边导柱620滑动配合安装在所述直线轴承609的上面,所述下压气缸621螺接在所述封边底板608的上面、并且位于两组所述直线轴承609的中间位置,所述第二封边组件622与所述下压气缸621的气缸轴连接在一起,所述第一封边组件604和第二封边组件622为结构相同的组件,所述第一封边固定块6041固定安装在所述第二滑块603的上面,所述封边垫块6142与固定安装在所述第一封边固定块6041的上面,所述隔热板6143固定安装在所述封边垫块6142的上面,所述封头6144设置在所述隔热板6143的上面,所述发热管6145插接在所述封头6144的内部,所述封头6144定位块螺接在所述封头6144的上面,所述调节块624固定安装在所述调节支架601的上面,所述调节杆623的一端与所述封边底板608连接在一起,同时所述调节块624的中间与所述调节杆623扣压在一起。并且所述封边底板608的上面设置了用于调节安装距离的腰形槽625,所述调节支架601的边缘处设置了两个支撑杆626,提高了调节支架601的支撑力;在需要更换更换产品封塑时,通过调节杆623进而将第一封边组件604进行调节,方便针对不同产品封塑进行调节,增加了设备的通用性,通过第一封边组件604和第二封边组件622的上下运动,进而封塑产品。
35.如图8所示,下料机构9包括下料支架901、下料气缸902、吸料安装板903、吸料气缸904、吸盘固定板905、真空吸盘906、料盘907;所述下料支架901固定安装在所述操作面板1的上面,所述下料气缸902螺接在所述下料支架901的上面并且位于所述下料气缸902的顶部,所述吸料安装板903设置在所述下料气缸902的上面,所述吸料气缸904设置在所述吸料安装板903的上面,所述吸盘固定板407固定安装在所述吸料气缸904的上面,所述真空吸盘906设置在所述吸盘固定板407的上面,所述吸盘固定板407的上面设置了至少两组真空吸盘906,所述料盘907设置在所述操作面板1的上面、并且中心位于与所述真空吸盘906的中心位置连接在一起。
36.工作原理:将产品放在折边装置4上面的折边固定座上面的上料工位的上面,然后凸轮分度器转动起来,同时第一封边机构6、第二封边机构7和第三封边机构8中的发热管6145进行预热;凸轮分度器旋转60
°
旋转至折边工位,然后折边气缸410开始作业,推动着齿条406沿着第一直线滑轨408移动,当齿条406移动的同时,进而带动着与齿条406啮合的齿轮405转动,同时带动着与齿轮405连接在一起的折边连接轴403跟着同步转动,进而带动着与折边连接轴403连接在一起的折边上治具404旋转至相应的角度,进而将产品折边旋转至相应的位置;当旋转至折边工位处,上料工位空出,操作员继续上料,如此持续循环;当产品的折边旋转至相应位置时,凸轮分割器2开始旋转,旋转至第一封边机构6工位处,然后第一封边机构6上面的第一封边组件604的升降气缸606和第二封边组件622中的下压气缸621开始作业,直至第一封边组件604与第二封边组件622接触到产品的底部和顶部;然后发热管6145对封头6144进行加热,对产品的底部和顶部进行封塑;凸轮分度器继续选择至第二封边机构7和第三封边机构8处对产品的两侧进行封塑,当产品封塑完毕后,凸轮分度器继续
带动着分度盘3进行旋转至下料机构9处,然后下料机构9的下料气缸902带动着吸料气缸904运动至相应的位置,同时然后吸料气缸904带动着两组真空吸盘906下降至产品的表面,真空吸盘906吸取产品将产品吸取上来,带动着产品运动至料盘907的上方,将产品放置在料盘907的上面,产品封塑结束。
37.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种等同变换,这些等同变换均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1