一种用于挤出成型模具表面保护装置的固定装置的制作方法
1.本实用新型涉及挤出模具技术领域,具体涉及一种用于挤出成型模具表面保护装置的固定装置。
背景技术:
2.蜂窝式产品(蜂窝式陶瓷蓄热体、蜂窝式scr催化剂、蜂窝式陶瓷载体等)均是通过挤出成型机制作而成,在挤出成型机上安装有挤出模具。现有的挤出模具分为两大类:第一整硬模具(通过热处理淬硬,一次性使用的“整硬模具”),其是通过热处理把模具整体硬度处理到hrc=55~58,从而使模具达到耐磨的目的,其缺点是硬度太高模具太脆,使用时很容易出现崩裂现象,硬度太低模具的耐磨性又达不到要求,如:整硬模具挤出蜂窝式scr催化剂的立方数为200立方米左右,同时整硬模具的耐腐蚀性也难达到要求;第二电镀模具 (通过化学镀镍,重复使用的“电镀模具”),其是在模具表面通过化学镀的方法覆盖一层厚度为0.03~0.1mm左右的镍磷合金,镀层的耐腐蚀性可满足使用要求,但耐磨性不足,如:电镀模具挤出蜂窝式scr 催化剂的立方数为70立方米左右,电镀模具挤到寿命后要重新电镀后才能使用。由于化学镀的质量受温度、镀液浓度、清洁度等诸多因数影响,电镀模具的镀后质量不稳定。
3.现有的挤出成型模具的工作面突出工作平面设计,在经历过次的浸液挤压成型后。表面受到不同程度的侵蚀以及损伤,不能达到指定成型精度的产品时需要对模具有进行更换使用,模具造价成本高频繁更换使用增加了企业的生产成本。目前的成型模具的保护装置采用套设的方式进行固定,长时间使用后脱落的不能及时起到保护的作用的问题。
技术实现要素:
4.本实用新型提供一种用于挤出成型模具表面保护装置的固定装置,以解决现有技术存在的现有的用于蜂窝式产品成型的模具工作面的保护装置套设在模具上,长时间使用易脱落不利于生产加工的问题。
5.为解决上述技术问题,本实用新型提供一种用于挤出成型模具表面保护装置的固定装置,包括有工作底板,所述工作底板上设置有成型模具,所述成型模具上设置有保护装置,所述保护装置上方设置有固定装置,所述成型模具包括有成型模座,所述成型模座上间隔设置有成型凸块,所述成型模座上均布间隔设置有进液槽,所述固定装置固定连接在保护装置上,所述固定装置末端呈多边形设计,所述固定装置端面上设置有内六角凹槽,所述固定装置末端的多边形安装好后与保护装置相契合,所述成型凸块上设置有固定装置的安装槽。
6.优选的,所述工作底板位于成型模具的正下方均布设置有圆形进料孔,所述进料孔的深度满足进料即可,所述工作底板的四周设置有导向孔。
7.优选的,所述成型模座中设置有多个进液孔,所述进液孔由成型模座的底部向上开设,所述进液孔的顶部与进液槽相同且顶部呈锥形设计。
8.优选的,所述成型凸块沿四周设置有保护装置,所述保护装置呈中空矩形块设计,所述保护装置呈多组设置在成型凸块上,所述保护装置的高度高于成型凸块的高度。
9.本实用新型带来的有益效果:
10.(1)本实用新型通过固定装置的设置,稳定维持了保护装置的机械结构,保证挤压成型工作的有序高效进行,延长了保护装置的使用寿命,降低企业的生产成本,通过保护装置的设置,直接套设在成型凸块上免于受到腐蚀和摩擦损伤,延长了挤压成型模具的使用寿命;
11.(2)本实用新型结构简单,安装方便造价成本低,挤压成型时保护装置直接作为中间介质起到缓冲保护作用,减少了换模的次数降低了企业的生产成本,提高挤压成型的生产效率。
附图说明
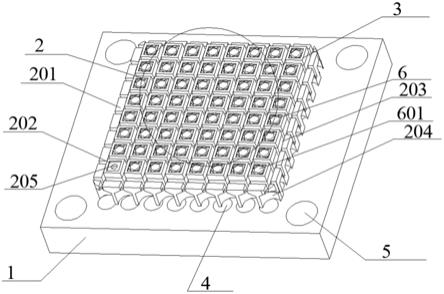
12.图1是根据本实用新型用于挤出成型模具表面保护装置的固定装置的整体示意图;
13.其中,1
‑
工作底板、2
‑
成型模具、201
‑
成型模座、202
‑
成型凸块、 203
‑
进液槽、204
‑
进液孔、205
‑
安装槽、3
‑
保护装置、4
‑
进料孔、5
‑ꢀ
导向孔、6
‑
固定装置、601
‑
内六角凹槽。
具体实施方式
14.为使本实用新型的目的、技术方案和优点更加清楚,以下结合具体实施例,对本实用新型作进一步地详细说明。
15.如图1所示,本实用新型实施提供了一种用于挤出成型模具表面保护装置的固定装置,包括有工作底板1,所述工作底板1上设置有成型模具2,所述成型模具2上设置有保护装置3,所述保护装置3 上方设置有固定装置6,所述成型模具2包括有成型模座201,所述成型模座201上间隔设置有成型凸块202,所述成型模座201上均布间隔设置有进液槽203,所述固定装置6固定连接在保护装置3上,所述固定装置6末端呈多边形设计,所述固定装置6端面上设置有内六角凹槽601,所述固定装置6末端的多边形安装好后与保护装置3 相契合,所述成型凸块202上设置有固定装置6的安装槽205。
16.进一步来说,所述工作底板1位于成型模具2的正下方均布设置有圆形进料孔4,所述进料孔4的深度满足进料即可,所述工作底板 1的四周设置有导向孔5。
17.进一步来说,所述成型模座201中设置有多个进液孔204,所述进液孔204由成型模座201的底部向上开设,所述进液孔204的顶部与进液槽203相同且顶部呈锥形设计。
18.进一步来说,所述成型凸块202沿四周设置有保护装置3,所述保护装置3呈中空矩形块设计,所述保护装置3呈多组设置在成型凸块202上,所述保护装置3的高度高于成型凸块202的高度。
19.所述用于挤出成型模具表面保护装置的固定装置的工作原理如下:将已经熔化的料由工作底板1的进料孔4进入到成型模具2中,熔料由成型模具2中的进液孔204再到进液槽203中,最终熔料达到成型凸块202的表面,成型凸块202再与相应的成型辅助工具进行相互挤压成型,此时套设在成型凸块202上的保护装置3保护了成型凸块202免于与辅助工具之间直接接触,延长成型模具2的使用寿命。通过固定装置6的设置与成型凸块202上的安装
槽205相互配合,由工作人员操作锁紧装置旋动内六角凹槽601完成固定装置6的安装,使得保护装置3的结构稳定不易松动。
20.综上所述,本实用新型通过固定装置的设置,稳定维持了保护装置的机械结构,保证挤压成型工作的有序高效进行,延长了保护装置的使用寿命,降低企业的生产成本,延长了挤压成型模具的使用寿命;结构简单,安装方便造价成本低,挤压成型时保护装置直接作为中间介质起到缓冲保护作用,减少了换模的次数降低了企业的生产成本,提高挤压成型的生产效率。
21.需要注意的是,本实用新型中使用的多种标准件均是可以从市场上得到的,非标准件则是可以特别定制,本实用新型所采用的连接方式比如螺栓连接、焊接等也是机械领域中非常常见的手段,发明人在此不再赘述。
22.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1