一种带延时顶出结构的精密塑胶模具的制作方法
1.本实用新型涉及塑胶模具技术领域,特别是涉及一种带延时顶出结构的精密塑胶模具。
背景技术:
2.模具是注塑成型中不可缺少的重要装备。注塑成型是将具有一定温度的原料注入凸模与凹模形成的间隙中,以形成产品的方法。由于注塑成型的方法具有成型费用低、成型周期短、成型过程简单等特点,因此在产品制造领域应用极为普遍。
3.一般情况下,在开模时,即当两组模具分开时,顶针随即就将产品顶出,完全无延时,产品无足够的时间进行冷却,在脱模过程中,产品容易出现顶白的现象发生,偶尔也会被拉伤,影响到产品的品质。
技术实现要素:
4.为解决上述问题,本实用新型提供一种具有延时轴,通过顶出活动板的作用下通过延时轴能够对活动板活动过程中起到延时作用,在顶针将对产品顶出时起到延时缓冲作用,提升产品脱模成型效果的带延时顶出结构的精密塑胶模具。
5.本实用新型所采用的技术方案是:一种带延时顶出结构的精密塑胶模具,包括上模体、可分离对合于上模体的下模体、及设置于下模体的顶出模组,所述上模体与下模体对合后形成一成型腔,所述顶出模组设置顶针,所述顶针延伸至成型腔;所述上模体安装有若干组导向轴,所述下模体可传动于导向轴,所述顶出模组包括连接于下模体的顶出固定板、传动于顶出固定板的第一传动轴和第二传动轴、连接于第一传动轴的顶出基板、安装于顶出基板并与第二传动轴连接的顶出活动板、及设置于顶出活动板与顶出固定板之间的延时轴,所述顶针安装于所述顶出活动板。
6.对上述方案的进一步改进为,所述上模体表面开设有注塑腔,所述注塑腔连通至成型腔。
7.对上述方案的进一步改进为,所述上模体两侧设置有导向校正块,所述下模体对应导向校正块设置于导向定位块。
8.对上述方案的进一步改进为,所述导向校正块开设有定位凹槽,所述导向定位块对应定位凹槽设置有定位凸台。
9.对上述方案的进一步改进为,所述成型腔设置有若干组的成型槽,所述注塑腔设置有注塑槽,所述注塑槽连通至成型槽。
10.对上述方案的进一步改进为,所述第一传动轴和第二传动轴均设置有若干组,每组的第二传动轴均套设有缓冲弹簧。
11.对上述方案的进一步改进为,所述顶出固定板开设有连接盲孔,所述延时轴连接于所述顶出活动板。
12.对上述方案的进一步改进为,所述延时轴穿过顶出活动板与顶出基板连接。
13.对上述方案的进一步改进为,所述延时轴外径开设有若干定位环。
14.对上述方案的进一步改进为,所述顶出活动板为双层传动板,双层传动板通过螺钉固定连接。
15.本实用新型的有益效果是:
16.相比传统的延伸顶出模具,本实用新型采用了上模体与下模体的配合形成了需要注塑成型产品的成型腔,结构简单,并还设置了顶出模组,顶出模组通过设置顶针用于将注塑成型后的产品顶出,方便脱模;另外,顶出模组通过顶出固定板配合顶出活动板和顶出基板作用顶出模组的结构活动,通过第一传动轴和第二传动轴方便连接和传动,同时,还具有延时轴,通过顶出活动板的作用下通过延时轴能够对活动板活动过程中起到延时作用,在顶针将对产品顶出时起到延时缓冲作用,提升产品脱模成型效果。具体是,设置了上模体、可分离对合于上模体的下模体、及设置于下模体的顶出模组,所述上模体与下模体对合后形成一成型腔,所述顶出模组设置顶针,所述顶针延伸至成型腔;通过顶出模组驱动顶针将产品从成型腔内顶出成型,脱模效果好。
17.其中,上模体安装有若干组导向轴,所述下模体可传动于导向轴,所述顶出模组包括连接于下模体的顶出固定板、传动于顶出固定板的第一传动轴和第二传动轴、连接于第一传动轴顶出基板、安装于顶出基板并与第二传动轴连接的顶出活动板、及设置于顶出活动板与顶出固定板之间的延时轴,所述顶针安装于所述顶出活动板;通过导向轴配合上模体和下模体的导向传动,方便注塑产品,通过顶出固定板用于结构的固定,设置第一传动轴和第二传动轴配合用于顶出基板的连接,同时也方便顶出活动板活动,在顶出活动板活动过程中带动顶针活动件产品顶出,延时轴配合顶出,方便脱模。
附图说明
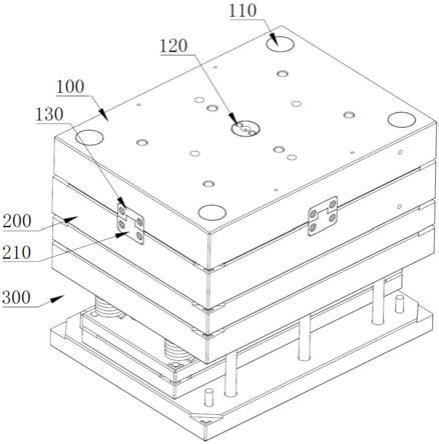
18.图1为本实用新型的立体结构示意图;
19.图2为本实用新型的侧视结构示意图;
20.图3为图2中a
‑
a的剖视图;
21.图4为图2中b
‑
b的剖视图。
22.附图标记说明:上模体100、导向轴110、注塑腔120、导向校正块130、下模体200、导向定位块210、顶出模组300、顶针310、顶出固定板320、连接盲孔321、第一传动轴330、第二传动轴340、缓冲弹簧341、顶出基板350、顶出活动板360、延时轴370、定位环371、成型腔400。
具体实施方式
23.下面将结合附图对本实用新型作进一步的说明。
24.如图1~图4所示,一种带延时顶出结构的精密塑胶模具,包括上模体100、可分离对合于上模体100的下模体200、及设置于下模体200的顶出模组300,所述上模体100与下模体200对合后形成一成型腔400,所述顶出模组300设置顶针310,所述顶针310延伸至成型腔400。
25.上模体100安装有若干组导向轴110,所述下模体200可传动于导向轴110,所述顶出模组300包括连接于下模体200的顶出固定板320、传动于顶出固定板320的第一传动轴
330和第二传动轴340、连接于第一传动轴330的顶出基板350、安装于顶出基板350并与第二传动轴340连接的顶出活动板360、及设置于顶出活动板360与顶出固定板320之间的延时轴370,所述顶针310安装于所述顶出活动板360;通过导向轴110配合上模体100和下模体200的导向传动,方便注塑产品,通过顶出固定板320用于结构的固定,设置第一传动轴330和第二传动轴340配合用于顶出基板350的连接,同时也方便顶出活动板360活动,在顶出活动板360活动过程中带动顶针310活动件产品顶出,延时轴370配合顶出,方便脱模。
26.上模体100表面开设有注塑腔120,所述注塑腔120连通至成型腔400,进一步改进为,成型腔400设置有若干组的成型槽(图中未示出),所述注塑腔120设置有注塑槽(图中未示出),所述注塑槽连通至成型槽,通过成型槽配合注塑槽用于对注塑原料进行传输和产品的成型,成型效果好,结构简单可靠。
27.上模体100两侧设置有导向校正块130,所述下模体200对应导向校正块130设置于导向定位块210,进一步改进为,导向校正块130开设有定位凹槽,所述导向定位块210对应定位凹槽设置有定位凸台,通过导向校正块130和导向定位块210进行配合,将定位凹槽和定位凸台进行连接,实现高精度配合,进一步提升产品注塑精度。
28.第一传动轴330和第二传动轴340均设置有若干组,每组的第二传动轴340均套设有缓冲弹簧341,通过缓冲弹簧341可用于对第二传动轴340具有一定的缓冲作用,在顶出过程中起到缓冲延时作用,提升脱模效果。
29.顶出固定板320开设有连接盲孔321,所述延时轴370连接于所述顶出活动板360,通过连接盲孔321用于对延时轴370传动进行定位,在传动到一定位置后起到定位作用,使得在顶出过程中起到延时作用。
30.延时轴370穿过顶出活动板360与顶出基板350连接,进一步改进为,延时轴370外径开设有若干定位环371,通过定位环371用于延时定位作用,定位效果好。
31.顶出活动板360为双层传动板,双层传动板通过螺钉固定连接,采用双层结构,结构可靠,方便装配。
32.本实用新型采用了上模体100与下模体200的配合形成了需要注塑成型产品的成型腔400,结构简单,并还设置了顶出模组300,顶出模组300通过设置顶针310用于将注塑成型后的产品顶出,方便脱模;另外,顶出模组300通过顶出固定板320配合顶出活动板360和顶出基板350作用顶出模组300的结构活动,通过第一传动轴330和第二传动轴340方便连接和传动,同时,还具有延时轴370,通过顶出活动板360的作用下通过延时轴370能够对活动板活动过程中起到延时作用,在顶针310将对产品顶出时起到延时缓冲作用,提升产品脱模成型效果。具体是,设置了上模体100、可分离对合于上模体100的下模体200、及设置于下模体200的顶出模组300,所述上模体100与下模体200对合后形成一成型腔400,所述顶出模组300设置顶针310,所述顶针310延伸至成型腔400;通过顶出模组300驱动顶针310将产品从成型腔400内顶出成型,脱模效果好。
33.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1