一种夹盘寿命试验工装的制作方法
1.本实用新型属于工装技术领域,具体涉及一种夹盘寿命试验工装。
背景技术:
2.现有的检测工件夹盘产品使用pet gf35材料注塑成型,材料强度比较高,但是对注塑工艺要求很高如含水率、温度等,稍有偏差会造成材料的强度不够,以至产品中间卡爪易断裂。
技术实现要素:
3.本实用新型的目的在于克服现有技术中存在的不足,提供一种模拟客户的装配方和实际使用的形式,来提前验证产品的强度,尤其是卡爪位置会否断裂的检测工装
4.具体的,一种夹盘寿命试验工装,其特征在于:
5.包括工作台,其中工作台上表面中心设置有摩擦支撑块,所述工作台两侧依次叠加设置有两层支架:工作台下表面中心设置有气动旋转气缸,气动旋转气缸驱动旋转摩擦支撑块运动;
6.第一支架和第二支架,其中第一支架下端面连接有压紧块,所述压紧块与摩擦支撑块位置对应,所述压紧块底部设置有配合轴承;
7.第一支架上端面中心设置有轴承支撑气缸,轴承支撑气缸驱动连接压紧块,轴承支撑气缸两侧设置一支撑台;
8.所述第二支架上端面设置有压紧气缸。
9.进一步地,所述工作台高度h1为117
±
5mm。
10.进一步地,所述第一支架高度h2为111
±
5mm。
11.进一步地,所述第二支架高度h3为167
±
5mm。
12.有益效果:
13.被检测产品夹盘使用pet gf35材料注塑成型,材料强度比较高,但是韧性对注塑工艺要求很高,如含水率、温度等,稍有偏差会造成材料的强度不够,以至产品中间卡爪易断裂,批量报废。此检测工装的目的就是为了能够提早发现此缺陷,现市场上还没有与此类似的工装夹具。
14.本检测工装直接模拟客户的装配方法和实际使用的形式,来提前检测产品的强度韧性,尤其是卡爪位置会否断裂。
15.利用实际生产使用的装配轴承,使用气缸上下来回插拔(可预先设定插拔次数),以此来检查卡爪张开和收缩的弹性是否满足寿命要求。
16.利用旋转气缸和摩擦支撑块,带动整个夹盘转动,以此来验证夹盘横向的剪切受力寿命(可设定时间)以上两种方式可以相互切换,做组合测试。
17.附图说明:
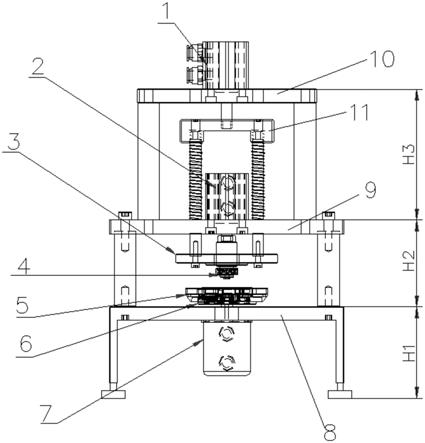
18.图1为本实用新型的结构主视图。
19.图2为本实用新型的侧视图。
20.图3为本实用新型夹盘工件的示意图。
具体实施方式
21.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型公共的实施方式作进一步详细描述。
22.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、
ꢀ“
上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
24.如图1
‑
3所示:一种夹盘寿命试验工装, 包括工作台8,其中工作台8上表面中心设置有摩擦支撑块6,所述工作台8两侧依次叠加设置有两层支架:工作台下表面中心设置有气动旋转气缸7,气动旋转气缸驱动旋转摩擦支撑块6运动;
25.第一支架9和第二支架10,其中第一支架9下端面连接有压紧块3,所述压紧块3与摩擦支撑块6位置对应,所述压紧块3底部设置有配合轴承4;
26.第一支架9上端面中心设置有轴承支撑气缸2,轴承支撑气缸2驱动连接压紧块3,轴承支撑气缸2两侧设置一支撑台11;
27.所述第二支架10上端面设置有压紧气缸1。
28.所述工作台高度h1为117
±
5mm。 所述第一支架高度h2为111
±
5mm。所述第二支架高度h3为167
±
5mm。
29.1.利用装配的轴承,使用气缸上下来回插拔(可预先设定插拔次数),以此来检查卡爪张开和收缩的弹性是否满足寿命要求。
30.2.利用旋转气缸和摩擦支撑块,带动整个夹盘转动,以此来验证夹盘横向的剪切受力寿命(可设定时间)以上两种方式可以相互切换,做组合测试。
31.具体操作说明:
32.1.将被检测的夹盘工件12放置于摩擦支撑块6上。
33.2.压紧气缸1下锁紧产品,使它上下不松动。
34.3.启动轴承支撑气缸,使其下压插入夹盘的卡爪13内。停顿1秒,自动收回。按照预先设定的次数,轴承上下往复,做以上动作循环,直至完成设定的次数。
35.4.下压轴承支撑气缸2,将配合轴承4压入夹盘卡爪内。此时压紧气缸返回,使转盘上下顶紧,轴向松动,可做转动。
36.5.启动旋转气缸连接摩擦支撑块,带动夹盘旋转。按照设定的时间运行,达到后停止。
37.根据客户要求,以上动作循环动作。退回所有气缸,取下产品,检查夹盘工件是否有破损。测试完成。
38.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制。凡是根
据本实用新型实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本实用新型技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1