一种基于三维打印的冷热双液路注塑模具的制作方法
1.本实用新型涉及注塑模具技术领域,尤其涉及一种基于三维打印的冷热双液路注塑模具。
背景技术:
2.金属3d打印是一种金属增材制作技术,它可以实现各种金属材料和各种异形状的金属模具的打印。
3.现在注塑机器注塑成型原理是在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。
4.模具温度对制品的内在性能和表观质量影响很大,模具温度的高低决定于塑料结晶性的有无、制品的尺寸与结构、性能要求,以及其它工艺条件(熔料温度、注射速度及注射压力、模塑周期等)。
5.在某些产品注塑情况下,因为材料特性和摸具尺寸的原因,在射胶、保压过程,注塑摸具还必须进行加热处理,然而现在的机械摸具加工方法中,对模具上的液路的设计采用直线设计,无法进行复杂的异形液路设计,更无法实现加热油路和冷却水路的混合注塑摸具加工,无法保证塑料注塑件的内部均匀度,降低了注塑件的产品质量和成品率。
技术实现要素:
6.本实用新型提供了一种基于三维打印的冷热双液路注塑模具,具备冷热双液路混合的优点,解决了无法保证塑料注塑件的内部均匀度,降低了注塑件的产品质量和成品率的问题。
7.为实现上述技术问题,本实用新型提供了这样一种基于三维打印的冷热双液路注塑模具,包括动模、定模和成型杆,所述定模设在动模的底部,所述成型杆固定连接在动模的内部,所述定模顶部的四角处均开设有模腔,所述动模和定模侧面的两端均固定连接有加热对接组件和冷却对接组件,所述加热对接组件上固定连通有加热管,所述冷却对接组件上固定连通有冷却管,所述加热管和冷却管呈螺旋交错分布在动模和定模的模芯中。
8.进一步地,所述加热管和冷却管分别位于成型杆和模腔的外侧。
9.进一步地,所述加热对接组件的结构与冷却对接组件的结构相同。
10.进一步地,所述加热对接组件包括有固定板、输液管、第一连接头、第二连接头、第三连接头和第四连接头,所述输液管固定连接在固定板的内部,所述第一连接头和第二连接头对称固定连通在输液管首端的两侧,所述第三连接头和第四连接头对称固定连通在输液管尾端的两侧。
11.进一步地,所述第一连接头、第二连接头、第三连接头和第四连接头分别与四根加热管连接。
12.进一步地,所述输液管的尾端螺纹插接有塞帽。
13.进一步地,所述成型杆的位置与模腔的位置相对应。
14.借由上述技术方案,本实用新型提供了一种基于三维打印的冷热双液路注塑模具,至少具备以下有益效果:
15.1、该基于三维打印的冷热双液路注塑模具,通过加热管和冷却管的设置,加热管和冷却管螺旋交错的双液路设计,可以实现动模和定模的均匀快速加热和均匀快速冷却,提高了产品质量的同时也大幅缩短了产品的注塑时间,大大提高的产品的加工效率;
16.2、该基于三维打印的冷热双液路注塑模具,通过加热对接组件和冷却对接组件的设置,加热对接组件可以与四根加热管对接,冷却对接组件可以与四根冷却管对接,方便了动模和定模中加热油和冷却水的输送,使加热管和冷却管管路布局合理,利用率高。
附图说明
17.此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分:
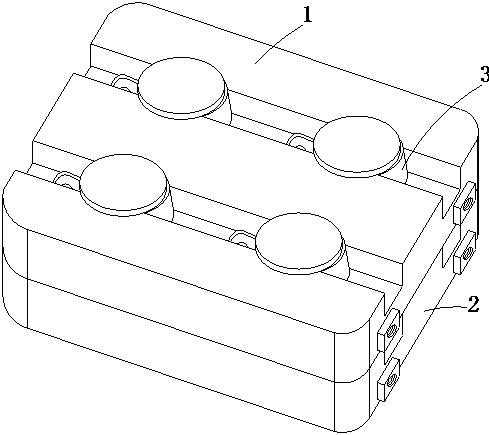
18.图1为本实用新型结构示意图;
19.图2为本实用新型动模结构示意图;
20.图3为本实用新型定模结构示意图;
21.图4为本实用新型加热管和冷却管结构示意图;
22.图5为本实用新型加热对接组件结构示意图。
23.图中:1、动模;2、定模;3、成型杆;4、模腔;5、加热对接组件;501、固定板;502、输液管;503、第一连接头;504、第二连接头;505、第三连接头;506、第四连接头;507、塞帽;6、冷却对接组件;7、加热管;8、冷却管。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
25.请参阅图1
‑
图5,本实用新型提供一种技术方案:一种基于三维打印的冷热双液路注塑模具,包括动模1、定模2和成型杆3,定模2设在动模1的底部,成型杆3固定连接在动模1的内部,定模2顶部的四角处均开设有模腔4,成型杆3的位置与模腔4的位置相对应,动模1和定模2侧面的两端均固定连接有加热对接组件5和冷却对接组件6,加热对接组件5上固定连通有加热管7,冷却对接组件6上固定连通有冷却管8,加热管7和冷却管8呈螺旋交错分布在动模1和定模2的模芯中,加热管7和冷却管8分别位于成型杆3和模腔4的外侧,通过加热管7和冷却管8的设置,加热管7和冷却管8螺旋交错的双液路设计,可以实现动模1和定模2的均匀快速加热和均匀快速冷却,提高了产品质量的同时也大幅缩短了产品的注塑时间,大大提高的产品的加工效率。
26.加热对接组件5的结构与冷却对接组件6的结构相同,加热对接组件5包括有固定板501、输液管502、第一连接头503、第二连接头504、第三连接头505和第四连接头506,输液管502固定连接在固定板501的内部,第一连接头503和第二连接头504对称固定连通在输液管502首端的两侧,第三连接头505和第四连接头506对称固定连通在输液管502尾端的两侧,第一连接头503、第二连接头504、第三连接头505和第四连接头506分别与四根加热管7连接,输液管502的尾端螺纹插接有塞帽507,通过加热对接组件5和冷却对接组件6的设置,
加热对接组件5可以与四根加热管7对接,冷却对接组件6可以与四根冷却管8对接,方便了动模1和定模2中加热油和冷却水的输送,使加热管7和冷却管8管路布局合理,利用率高。
27.在使用时,加热管7和冷却管8螺旋交错的双液路设计,可以实现动模1和定模2的均匀快速加热和均匀快速冷却,提高了产品质量的同时也大幅缩短了产品的注塑时间,大大提高的产品的加工效率,加热对接组件5可以与四根加热管7对接,冷却对接组件6可以与四根冷却管8对接,方便了动模1和定模2中加热油和冷却水的输送,使加热管7和冷却管8管路布局合理,利用率高。
28.以上对本实用新型所提供的基于三维打印的冷热双液路注塑模具进行了详细介绍。本实用新型应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1