一种3D生物打印用多打印喷头控制装置
一种3d生物打印用多打印喷头控制装置
技术领域
1.本实用新型涉及3d生物打印领域,具体涉及一种3d生物打印用多打印喷头控制装置。
背景技术:
2.3d打印技术是一种快速成型技术,先是通过计算机软件建模进行三维设计,然后进行切片处理,最后运用粉末状金属、塑料、聚合物等可粘合材料,通过逐层打印的方式来构造物体的技术。目前的3d打印技术主要包含有喷墨式打印技术、压力辅助式技术、激光辅助式技术及光固化立体印刷技术。
3.目前3d生物打印的发展存在诸多不足,由于生物打印对材料有非单一性要求,现有的3d生物打印机在进行材料更替时需要更换打印头用来满足材料多样的需求,同时打印环境需根据当前材料变化进行调节,致使打印过程耗时严重,有违其快速成型的初衷。
技术实现要素:
4.本实用新型为解决现有3d生物打印在需多种材料复合成型的前提下频繁更换打印头的问题,提供了一种3d生物打印用多打印喷头控制装置,设置有分别放置不同打印材料的打印喷头以及用于驱动多个打印喷头顺次打印的控制机构,所述控制机构按程序设定驱动各打印喷头进行异步或同步打印,从而实现打印材料更换,提高3d生物打印效率。
5.为了实现上述目的,本实用新型的技术方案是:
6.一种3d生物打印用多打印喷头控制装置,包括多个打印喷头,所述打印喷头包括喷头、导管、固定座以及连接板,多个所述打印喷头之间设置有用于驱动打印喷头顺次打印的控制机构,所述控制机构包括控制器、供气管路、气动滑块和用于配合气动滑块实现打印喷头分别移动的卡轨,所述气动滑块和打印喷头分别连接供气管路。
7.进一步地,所述供气管路包括气源、主管道和多个分支管道,所述主管道包括第一调节阀,所述第一调节阀与气源连通,第一调节阀用于调节主管道气压参数,第一调节阀的出气端分别连接分支管道。
8.进一步地,所述分支管路包括多个第二调节阀及二位三通电磁阀,所述第二调节阀的进气口通过压力软管连通第一调节阀,第二调节阀的出气端经二位三通电磁阀连接气动滑块及喷头。
9.进一步地,所述第一调节阀、多个第二调节阀及二位三通电磁阀的控制端连接控制器,所述控制器用于通过主管路及多个分支管道分控气动滑块及喷头工作。
10.进一步地,所述卡轨连接有背板,所述背板用于连接打印机与多个所述打印喷头,所述背板为方形板,背板一侧等距设置卡轨,所述卡轨位于同一水平高度,背板与卡轨通过螺栓固定连接。
11.进一步地,所述连接板为方形板体,所述连接板一侧与固定座通过磁铁吸合连接,连接板的中部开设有螺纹孔,连接板与气动滑块通过螺栓固定连接。
12.通过上述技术方案,本实用新型的有益效果为:
13.本实用新型设置有多个打印喷头,所述打印喷头包括喷头、导管、固定座以及连接板,多个所述打印喷头之间设置有用于驱动打印喷头顺次打印的控制机构,所述控制机构包括控制器、供气管路、气动滑块和用于配合气动滑块实现打印喷头分别移动的卡轨,所述气动滑块和打印喷头分别连接供气管路。
14.工作时,将打印喷头装入不同的打印材料,通过上位机调节控制器使供气管路驱动气动滑块带动打印喷头在卡轨上移动,同时供气管路为打印喷头供气实现打印喷头压力打印,在需更换打印材料时,通过控制器更改供气管路通路使与对应装有所需打印材质的打印喷头工作,从而满足3d生物打印需要。
附图说明
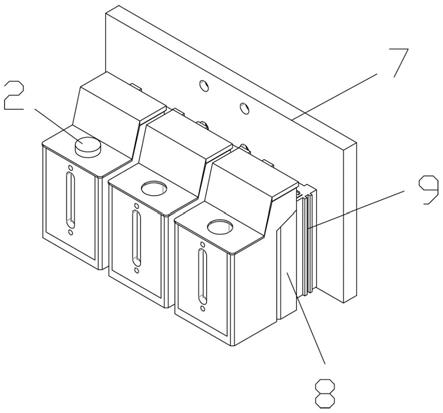
15.图1是一种3d生物打印用多打印喷头控制装置的结构示意图之一。
16.图2是一种3d生物打印用多打印喷头控制装置的结构示意图之二。
17.图3是一种3d生物打印用多打印喷头控制装置的气动原理图。
18.附图中标号为:1为气动滑块,2为喷头,3为气源,4为第一调节阀,5为第二调节阀,6为控制器,7为背板,8为连接板,9为卡轨。
具体实施方式
19.下面结合附图和具体实施方式对本实用新型作进一步说明:
20.如图1~3所示,一种3d生物打印用多打印喷头控制装置,包括多个打印喷头,所述打印喷头包括喷头2、导管、固定座以及连接板8,多个所述打印喷头之间设置有用于驱动打印喷头顺次打印的控制机构,所述控制机构包括控制器6、供气管路、气动滑块1和用于配合气动滑块1实现打印喷头分别移动的卡轨9,所述气动滑块1和打印喷头分别连接供气管路。
21.为优化产品结构便于压力驱动,所述供气管路包括气源3、主管道和多个分支管道,所述主管道包括第一调节阀4,所述第一调节阀4与气源3连通,第一调节阀4用于调节主管道气压参数,第一调节阀4的出气端分别连接分支管道。所述分支管路包括多个第二调节阀5及二位三通电磁阀,所述第二调节阀5的进气口通过压力软管连通第一调节阀4,第二调节阀5的出气端经二位三通电磁阀连接气动滑块1及喷头2。
22.为进一步优化产品结构,所述第一调节阀4、多个第二调节阀5及二位三通电磁阀的控制端连接控制器6,所述控制器6用于通过主管路及多个分支管道分控气动滑块1及喷头2工作。
23.在本实施例中,为了提高打印频率,降低气压加载时间所述二位三通电磁阀采用mac
‑
33系列电磁阀,其响应时间为0.7ms接通响应时间0.5ms,关闭响应时间为0.2ms,同时在气路连接时,正压进气口和出气口是常闭状态而负压进气口和出气口处于常开状态,保证在非工作状态下负压始终加载在材料上,防止材料流出;
24.进一步地,所述第二调节阀5其型号为smcir2000
‑
02调节阀,其量程为0
‑
0.1mpa,配备数显式压力表,压力测量精度0.1kpa,高调节阀的最小调节精度可达 0.1kpa,从而能够精确的调整压力大小,减少气压波动对打印精度产生的影响。
25.在本实施例中,所述控制器包括mcu芯片和驱动模块,所述驱动模块包括光耦驱动
电路,具体的所述mcu芯片为stm32型单片机,mcu芯片的io口连接光耦驱动电路,所述光耦驱动电路分别连接第一调节阀4、多个第二调节阀5及二位三通电磁阀,使其形成回路,muc芯片通过rs232串口连接有上位机,工作人员通过上位机程序对控制器6发出指令。
26.为便于打印喷头维护,所述卡轨9连接有背板7,所述背板7用于连接打印机与多个所述打印喷头,所述背板7为方形板,背板7一侧等距设置卡轨9,所述卡轨9位于同一水平高度,背板7与卡轨9通过螺栓固定连接。所述连接板8为方形板体,所述连接板8一侧与固定座通过磁铁吸合连接,连接板8的中部开设有螺纹孔,连接板8与气动滑块1通过螺栓固定连接。
27.在本实施例中,所述打印喷头数量为3个,如图2所示,其中3个所述打印喷头标号分别为a、b和c,所述a、b和c对应三种不同打印材料a、b和c。
28.工作时,首先将三个喷头2对应装入打印材料a、b和c;
29.打印时,通过控制器6使第一调节阀4阀口打开,接着使打印喷头a所连接分支管道上第二调节阀5及二位三通电磁阀与气动滑块1连通,气动滑块受压力影响带动打印喷头a移动,使打印喷头a与打印喷头b和打印喷头c处在不同高度,通过控制器6使与打印喷头a的喷头2所连接的分支管道连通,气源3对喷头2供压,喷头2内部材料由喷嘴喷出进行打印作业,此时印喷头b与打印喷头c同处停机状态,
30.在进行材料更替时,通过控制器6使打印喷头a复位,接着按照上述步骤使打印喷头b或打印喷头c移动至工作位置继续进行3d生物打印,从而实现打印材料的更换,满足3d生物打印要求。
31.通过上位机命令打印喷头a与打印喷头b和打印喷头c同时工作或异步工作,以此解决复杂的打印问题。
32.以上所述之实施例,只是本实用新型的较佳实施例而已,并非限制本实用新型的实施范围,故凡依本实用新型专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1