一种用于自动化浇注聚氨酯滚轮的模具及生产线的制作方法
1.本实用新型涉及聚氨酯滚轮制造的技术领域,具体是涉及一种用于自动化浇注聚氨酯滚轮的模具及生产线。
背景技术:
2.现有技术中,聚氨酯滚轮的制作方式是将表面涂有胶粘剂的轮芯预热后放在浇注模具中,通过在模具的型腔中浇注聚氨酯原料,并在聚氨酯原料固化后脱模得到聚氨酯滚轮。高温的液体聚氨酯原料浇注后到模具型腔中将轮芯包覆,聚氨酯原料的热量传递到轮芯,从而使轮芯与模具底板、模盖之间形成的空腔中的空气膨胀,因此模具必须设计排气系统。
3.现有技术中,聚氨酯滚轮浇注模具,排气孔设计在模盖中心部位和/或模具的定位芯杆中心部位,例如专利cn211891650u中,排气孔设计在模盖中心部位和模具的定位芯杆中心部位。然而,由于采用上述设计导致排气孔孔口向上,将会造成以下两点缺陷:
4.(1)生产过程中自上而下浇注聚氨酯原料至模具中时,排气孔极易被聚氨酯原料堵塞,此时轮芯内部的空气受热膨胀,将模盖向上顶起,导致聚氨酯原料流入轮芯内部,造成制品上端缺料报废,且制品无法通过吹气进行脱模;
5.(2)由于排气孔孔口向上,制品向上脱模时会受吹气机构干涉,因此一般仅能采用人工手持气枪对排气孔吹气的方式,将制品从型腔中顶出,之后立即将气枪拿走,再将制品取下,这一系列操作不利于实现生产自动化。
6.此外,现有技术中的聚氨酯模具结构包含环状型腔、底板、模盖和定位芯轴,底板和型腔用螺钉连接在一起,底板和环状型腔接合面会在浇注制品表面形成一圈飞边,且当底板和环状型腔接合面之间由于装配工艺问题产生缝隙时,缝隙中会流入聚氨酯原料,并会在浇注制品表面产生一圈气泡缺陷,导致制品报废,模具还需要拆卸、清理残留的聚氨酯原料才能继续使用,同样不利于实现自动化生产。
7.综上所述,现有的聚氨酯滚轮的浇注模具存在废品率高和难以实现生产自动化的缺陷,提供一种适用于自动化浇注聚氨酯滚轮的模具及生产线,降低浇注模具废品率,是一个重要的研究方向。
技术实现要素:
8.本实用新型针对现有技术的缺陷,提供一种用于自动化浇注聚氨酯滚轮的模具及生产线。
9.本实用新型为解决上述技术问题采用以下技术方案:
10.一种用于自动化浇注聚氨酯滚轮的模具及生产线,所述聚氨酯滚轮模具包括:
11.一型腔,呈盆状,表面设有一吹气孔;
12.一芯杆,同轴设置于所述型腔内,所述芯杆包括主杆和定位台阶,所述主杆的上端固定设置有限位块,所述定位台阶位于所述主杆的下端,所述定位台阶的下端面固定于所
述型腔的底部的上表面上,并且所述定位台阶径向设有第一过气通道,轴向设有第二过气通道,所述第一过气通道一端与所述吹气孔连通,所述第二过气通道的下端与所述第一过气通道相通,上端位于顶块底部下方;
13.一模盖,所述模盖位于所述顶块背离所述定位台阶的一侧,通过模盖定位孔套设于所述主杆上,且所述模盖定位孔套设在所述限位块的外表面,所述模盖定位孔的壁面设有排气孔。
14.优选地,所述顶块呈圆柱体,所述顶块沿其轴向开设有与所述主杆对应的顶块定位孔,所述顶块套设于所述主杆上并位于所述定位台阶背离所述型腔的底部的一侧。
15.优选地,所述模盖设置有朝向所述顶块一侧凸起的限位台阶。
16.优选地,所述主杆的上端设有螺纹孔,所述限位块与所述主杆通过第一螺钉与所述螺纹孔配合固定连接。
17.优选地,所述型腔的底部外侧面设有法兰,法兰上设有固定孔。
18.优选地,所述主杆和所述定位台阶为一体式结构。
19.优选地,所述定位台阶的底部设有第一定位孔,所述型腔的底部设有第二定位孔,所述定位台阶通过第二螺钉固定在所述型腔的底部的上表面。
20.优选地,所述型腔的底部设有主杆定位孔,所述定位台阶下端面的定位凸头插设于所述主杆定位孔内。
21.优选地,所述第二过气通道为两条。
22.本实用新型还提供了一种用于自动化浇注聚氨酯滚轮的模具及生产线,所述生产线包括多个上述聚氨酯滚轮模具。
23.本实用新型采用以上技术方案,与现有技术相比,具有如下技术效果:
24.(1)本实用新型提供的聚氨酯滚轮浇注的模具,通过采用整体式型腔避免了现有浇注模具底板和环状型腔之间的间隙导致的制品飞边、气泡缺陷,避免了模具内易残留废料和残留废料时需要拆卸模具的缺陷;
25.(2)通过在型腔表面设置吹气孔,避免了浇注聚氨酯原料时易堵塞吹气孔问题;
26.(3)通过在模盖定位孔的壁面径向设置排气孔,避免了排气孔易堵塞而导致制品难以脱模的问题;
27.综上,相对于现有浇注模具,本实用新型更利于实现自动化生产。
附图说明
28.图1为本实用新型一种用于自动化浇注聚氨酯滚轮的模具的结构示意图;
29.图2为本实用新型一种用于自动化浇注聚氨酯滚轮的模具的爆炸图;
30.图3为本实用新型一种用于自动化浇注聚氨酯滚轮的模具及生产线的结构示意图;
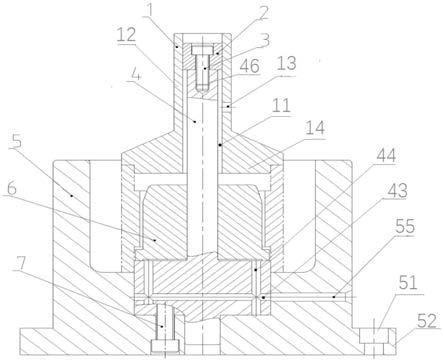
31.图4为图3中的a-a截面图;
32.图5为本实用新型一种用于自动化浇注聚氨酯滚轮的模具及生产线的俯视图;
33.附图标记表示说明:
34.1-模盖,11-模盖定位孔,12-柄部,13-排气孔,14-限位台阶,
35.2-限位块,3-第一螺钉,
36.4-芯杆,41-主杆,42-定位台阶,43-第一过气通道,44-第二过气通道,45
‑ꢀ
定位凸头,46-螺纹孔,47-第一定位孔,
37.5-型腔,51-法兰,52-固定孔,53-第二定位孔,54-主杆定位孔,55-吹气孔,
38.6-顶块,61-顶块定位孔,
39.7-第二螺钉,8-吹气装置,9-生产线托盘,10-螺钉,101-轮芯,102-聚氨酯滚轮,103-聚氨酯。
具体实施方式
40.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图1至附图5对本实用新型提供的技术方案作具体阐述,但以下内容不作为本实用新型的限定。
41.实施例1
42.请参阅图1-2所示,本实施例提供一种用于自动化浇注聚氨酯滚轮的模具,主要包括:型腔5、芯杆4、顶块6、模盖1和限位块2。另外,在本实施例中,为清楚公开模具的结构,还涉及了轮芯101,此处的轮芯101为用于支撑聚氨酯的结构,并非模具的组成部分,轮芯101和用于浇注的聚氨酯103成型后共同组成聚氨酯滚轮102。
43.具体的,型腔5呈盆状,其表面设有一吹气孔55,型腔5的内腔为聚氨酯滚轮102的成型提供了浇注空间。通过采用整体式型腔5避免了现有浇注模具底板和环状型腔之间的间隙导致的制品飞边、气泡缺陷,避免了模具内易残留废料和残留废料时需要拆卸模具的缺陷,此外通过在型腔5表面设置吹气孔55,避免了浇注聚氨酯原料时易堵塞吹气孔55问题。
44.具体的,芯杆4同轴设置于型腔5内,芯杆4包括主杆41和定位台阶42,主杆41的上端设有螺纹孔46,限位块2与主杆41通过第一螺钉3与螺纹孔46 配合固定连接,定位台阶42位于主杆41的下端,定位台阶42的下端面固定于型腔5的底部的上表面上,并且定位台阶42径向设有第一过气通道43,轴向设有两条第二过气通道44,第一过气通道43一端与吹气孔55连通,第二过气通道44的下端与第一过气通道43相通,上端位于顶块6底部下方;通过对吹气孔55吹气,气体能通过吹气孔55进入到第一过气通道43,并从第二过气通道 44吹出,推动成型的聚氨酯滚轮102移动,方便了脱模,更利于聚氨酯滚轮102 的生产制造。
45.进一步的,定位台阶42的下端面通过以下两种方式固定于型腔5的底部的上表面:
①
定位台阶42的底部设有第一定位孔47,型腔的底部设有第二定位孔 53,定位台阶42通过第二螺钉7固定在型腔5的底部的上表面;
②
型腔5的底部设有主杆定位孔54,定位台阶42下端面的定位凸头48插设于主杆定位孔54 内。
46.具体的,顶块6呈圆柱体,顶块6沿其轴向开设有与主杆41对应的顶块定位孔61,顶块6套设于主杆41上并位于定位台阶42背离型腔5的底部的一侧,顶块定位孔61的孔径小于限位块的径向直径,防止脱模时顶块6与模具本体分离。
47.具体的,模盖1位于顶块6背离定位台阶42的一侧,通过模盖定位孔11 套设于主杆41上,且模盖定位孔11套设在限位块2的外表面,即模盖定位孔 11的孔径大于限位块2的径向直径,模盖1和定位台阶42分别位于主杆41的两端,可为后续安装用于支撑聚氨酯的轮芯101两端的定位提供条件,即为保证轮芯101和芯杆4的同轴度提供了条件。此外,模盖定位
孔11的壁面设有排气孔13,从第二过气通道44吹出的气体穿过型腔5进入模盖定位孔11与主杆 41之间的间隙,自排气孔13吹出,通过在模盖定位孔11的壁面径向设置排气孔13,避免了排气孔13易堵塞而导致制品难以脱模的问题。
48.进一步的,模盖1的上部为柄部12,模盖1下端面设置有朝向顶块6一侧凸起的限位台阶14,使得限位台阶14和定位台阶42能为轮芯101的安装提供了定位基础,进一步保证了轮芯101和芯杆4的同轴度。
49.在本实施例中,主杆41和定位台阶42为一体式结构。
50.在本实施例中,型腔5的底部外侧面设有法兰51,法兰上设有固定孔52,通过螺钉10与固定孔52的配合,可以将多个本实施例中的聚氨酯滚轮模具固定在一生产线上。
51.实施例2
52.参见图3-5中所示,本实施例提供一种用于自动化浇注聚氨酯滚轮的模具及生产线,包括多个实施例1中的聚氨酯滚轮模具。聚氨酯滚轮模具中型腔5的底部外侧面设有法兰51,法兰上设有固定孔52,通过螺钉10与固定孔52的配合,可以将多个聚氨酯滚轮模具固定在一生产线托盘9上,之后依次如下实现连续自动化生产:
53.在模具型腔5中装入轮芯101,盖上模盖1,浇注聚氨酯原料,进入加热烘道内使聚氨酯原料反应固化,模具从加热烘道内运出,取走模盖1,吹气装置8 对模具型腔5上的吹气孔55进行吹气,气流推动顶块6将产品顶出,取走制品,吹气装置8停止吹气,顶块6复位,至此完成一生产循环。
54.以上对本实用新型的具体实施例进行了详细描述,但其只作为范例,本实用新型并不限制于以上描述的具体实施例。对于本领域技术人员而言,任何对该实用新型进行的等同修改和替代也都在本实用新型的范畴之中。因此,在不脱离本实用新型的精神和范围下所作的均等变换和修改,都应涵盖在本实用新型的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1