一种毛毯基网焊接装置的制作方法
1.本实用新型属于焊接装置技术领域,具体是一种毛毯基网焊接装置。
背景技术:
2.超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合,其工作原理为:超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温,又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体,当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。
3.随着超声波焊接技术的发展,其适用范围非常之广,在网布焊接与口罩都尝尝使用,在毛毯加工过程中往往需要对基网进行一个简单的焊接处理,以往采用整体式材料结构非常的麻烦,现在则是采用超声波焊接,现有的毛毯基网焊接装置在使用时也存在明显的问题:基网在处理焊接之前往往需要进行绕布机的拉扯处理,此时的基网表面还存在一定的余热,随后快速的进行焊接,后续完成收卷很容易出现粘合的情况,很容易出现材料的大面积损坏。
技术实现要素:
4.本实用新型的目的是针对以上问题,本实用新型提供了一种毛毯基网焊接装置,具有冷却效果好与工作流畅效果好的优点。
5.为实现上述目的,本实用新型提供如下技术方案:一种毛毯基网焊接装置,包括保护壳,所述保护壳下端的右侧开设有入料口,且保护壳内部下端的左端固定安装有吸热板,所述吸热板的顶部固定安装有导气板,所述导气板上端的左侧固定连通有水箱,所述水箱的顶部固定安装有抽气机,所述抽气机左侧的上端固定安装有喷气板,且抽气机左侧的中部等距固定安装有六个送气管,所述送气管外围的上端放置有降温条,所述降温条底部的两端均固定安装有电动伸缩杆,且降温条顶部的右端固定安装有注料口,所述送气管的左侧固定安装有冷却盒。
6.作为本实用新型的一种优选技术方案,所述保护壳右端的顶部放置有收卷器,所述收卷器的背面固定安装有伺服电机,所述保护壳的顶部固定安装有上壳,所述上壳的左侧固定安装有控制装置,且上壳内部的顶部固定安装有液压杆,所述液压杆下端的两边均固定安装有引导架,且液压杆的底部固定安装有超声波焊头,所述超声波焊头的底部固定安装有超声波焊块,所述上壳内部的底部固定安装有焊接台,所述保护壳内部的右下角、左下角与右上角均固定安装有两个引导辊,所述引导辊的内部放置有网布。
7.作为本实用新型的一种优选技术方案,所述降温条是由外壳、海绵块与注水管组成,所述海绵块固定安装在外壳内部的中部,所述注水管与外壳顶部的两端相固定安装,所
述海绵块的中部开设有贯穿圆孔,所述贯穿圆孔与送气管的垂直段位置相对应,所述注料口、注水管与海绵块相连通。
8.作为本实用新型的一种优选技术方案,所述吸热板为无底盖空腔结构,所述导气板是由方形曲管与直管一体浇注成形,所述导气板、吸热板与水箱的内部相连通,且导气板的曲管结构为倒u形结构,所述导气板曲管的左侧位于水箱右侧的下端,所述水箱的内部填水量高出导气板左侧高度值两厘米。
9.作为本实用新型的一种优选技术方案,所述引导辊两个为一组,所述网布从下往上依次穿过每组引导辊的中部且路径为不规则的c形结构,且网布的末端缠绕在收卷器的表面,所述保护壳顶部的左端开设有矩形口供网布贯穿。
10.作为本实用新型的一种优选技术方案,所述冷却盒的中部贯穿有矩形口,且冷却盒的内部为空腔结构,所述冷却盒矩形口的侧面均开设有孔洞,且冷却盒矩形口的中部贯穿有网布。
11.作为本实用新型的一种优选技术方案,所述网布放置在焊接台的顶部,所述超声波焊块位于焊接台顶部的中部,且超声波焊块为梯台结构。
12.与现有技术相比,本实用新型的有益效果如下:
13.1、本实用新型通过设置有导气板、网布与冷却盒等达到冷却效果好的目的,刚经过拉扯饶布的网布此时表面还存在余热,此时通过收卷器的间歇式带动,网布上面的热量会经过吸热板的吸收,随后注入到水箱进行简单水冷,随后多余的热空气通过送气管往外侧移动,此时采用低纯度酒精进行降温处理,最大程度上完成了热量的吸收处理,最终从冷却盒中排出的空气温度比较低,同时也能够有效的覆盖在网布的表面,以此形成对网布有效的冷却,以便后续焊接与收卷方便。
14.2、本实用新型通过设置有网布、保护壳与引导辊等达到工作过流畅效果好的目的,本专利中引导辊将网布前往焊接的路径拉长,并且通过自身的结构实现其稳定的输送,设置成该样式,一方面能够给网布足够的时间与空间降温冷却、焊接处理,另一方面设置成该样式能够整个工作流程稳定效果好,后续维修处理也比较简单容易。
附图说明
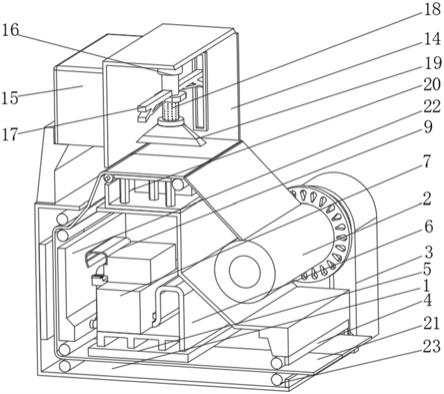
15.图1为本实用新型结构整体示意图;
16.图2为本实用新型结构正面示意图;
17.图3为本实用新型结构背面示意图;
18.图4为本实用新型结构上壳内部示意图;
19.图5为本实用新型结构超声波焊头、超声波焊块与焊接台位置示意图;
20.图6为本实用新型结构吸热板、冷却盒与网布位置示意图;
21.图7为本实用新型结构送气管位置示意图;
22.图8为本实用新型结构降温条与注料口示意图。
23.图中:1、保护壳;2、收卷器;3、伺服电机;4、入料口;5、吸热板;6、导气板;7、水箱;8、抽气机;9、喷气板;10、送气管;11、降温条;12、注料口;13、电动伸缩杆;14、上壳;15、控制装置;16、液压杆;17、引导架;18、超声波焊头;19、超声波焊块;20、焊接台;21、网布;22、冷却盒;23、引导辊。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.如图1至图8所示,本实用新型提供一种毛毯基网焊接装置,包括保护壳1,保护壳1下端的右侧开设有入料口4,且保护壳1内部下端的左端固定安装有吸热板5,吸热板5的顶部固定安装有导气板6,导气板6上端的左侧固定连通有水箱7,水箱7的顶部固定安装有抽气机8,抽气机8采用的是小型强力轴流风机,抽气机8左侧的上端固定安装有喷气板9,且抽气机8左侧的中部等距固定安装有六个送气管10,送气管10外围的上端放置有降温条11,降温条11底部的两端均固定安装有电动伸缩杆13,且降温条11顶部的右端固定安装有注料口12,送气管10的左侧固定安装有冷却盒22。
26.其中,保护壳1右端的顶部放置有收卷器2,收卷器2的背面固定安装有伺服电机3,保护壳1的顶部固定安装有上壳14,上壳14的左侧固定安装有控制装置15,且上壳14内部的顶部固定安装有液压杆16,液压杆16下端的两边均固定安装有引导架17,且液压杆16的底部固定安装有超声波焊头18,超声波焊头18的底部固定安装有超声波焊块19,上壳14内部的底部固定安装有焊接台20,保护壳1内部的右下角、左下角与右上角均固定安装有两个引导辊23,引导辊23的内部放置有网布21,通过设置有引导辊23结构的引导,使得整个网布21在移动的过程中有一个非常好的稳定支撑,随后在收卷器2的辅助收卷帮助下,配合上液压杆16与超声波焊头18、超声波焊块19结构一同工作,能够非常流畅稳定的完成网布21的焊接工作。
27.其中,降温条11是由外壳、海绵块与注水管组成,海绵块固定安装在外壳内部的中部,注水管与外壳顶部的两端相固定安装,海绵块的中部开设有贯穿圆孔,贯穿圆孔与送气管10的垂直段位置相对应,注料口12、注水管与海绵块相连通,网布21移动到该设备内部之前预先需要通过绕布机进行布料的处理,此时布料表面相对温热,为了保证其后续收卷稳定效果好,预先需要对其进行降温处理,在使用时操作人员往海绵块内部注入少量的低纯度酒精,利用海绵块与送气管10摩擦吸热,随后送气管10内部的风体会进一步的降温,随后从冷却盒22的内部排出,形成对网布21局部的降温处理。
28.其中,吸热板5为无底盖空腔结构,导气板6是由方形曲管与直管一体浇注成形,导气板6、吸热板5与水箱7的内部相连通,且导气板6的曲管结构为倒u形结构,导气板6曲管的左侧位于水箱7右侧的下端,水箱7的内部填水量高出导气板6左侧高度值两厘米,该装置主要是对网布21表面的热量进行一个初步的预处理,通过抽气机8结构的帮助能够顺利的实现热量的吸收处理,并且热量还会经过水体的简单浸泡降温,以便后续较好的排出。
29.其中,引导辊23两个为一组,网布21从下往上依次穿过每组引导辊23的中部且路径为不规则的c形结构,且网布21的末端缠绕在收卷器2的表面,保护壳1顶部的左端开设有矩形口供网布21贯穿,通过引导辊23结构最大程度上延长网布21的工作长度,一方面能够很好的保证网布21结构有充分的空间与时间进行降温处理,另外该操作流程实际工作时流畅效果好。
30.其中,冷却盒22的中部贯穿有矩形口,且冷却盒22的内部为空腔结构,冷却盒22矩
形口的侧面均开设有孔洞,且冷却盒22矩形口的中部贯穿有网布21,将冷却盒22设置成该样式环绕网布21的表面,能够形成非常好的降温效果,同时整个网布21采用的是步进式移动手段,因此采用冷却盒22进行冷却的手段更加效果好。
31.其中,网布21放置在焊接台20的顶部,超声波焊块19位于焊接台20顶部的中部,且超声波焊块19为梯台结构,网布21会移动经过焊接台20,同时该网布21是由两个网布21平摊放置,当经过焊接台20时能够配合上液压杆16、超声波焊头18与超声波焊块19进行一个有效的焊接,随后在被收卷到收卷器2结构上,整个过程稳定效果好。
32.本实用新型的工作原理及使用流程:
33.使用时,操作人员将预先处理好的两个网布21均匀的通过入料口4放置在引导辊23区域,随后依次穿过引导辊23中部、冷却盒22中部、保护壳1的上端、上壳14的左端、焊接台20的顶部,最终收卷到收卷器2的表面,随后启动所有设备开始工作,此时伺服电机3开始带动网布21收卷工作,在移动过程中抽气机8会控制吸热板5进行网布21表面热量的吸附,随后经过水箱7的冷水处理和降温条11的酒精吸热处理,此时吸收的热空气会被快速降温,随后从冷却盒22的中部排出实现对网布21表面的降温,随后网布21移动到焊接台20的上端时,此时液压杆16会控制超声波焊头18与超声波焊块19对两个网布21的交界处进行焊接处,随后完成处理后被快速的收卷到收卷器2的表面。
34.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
35.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1