一种便于脱模的吹塑机的制作方法
1.本实用新型涉及吹塑机技术领域,具体为一种便于脱模的吹塑机。
背景技术:
2.吹塑机是一种塑料加工机器,将液体塑胶喷出来之后,利用机器吹出来的风力,将塑体吹附到一定形状的模腔,从而制成产品,这种机器就叫做吹塑机,塑料在螺杆挤出机中被熔化并定量挤出,然后通过口膜成型,再有风环吹风冷却,然后有牵引机按一定速度牵引,卷绕机将其卷绕成卷,但在现有技术中,为了追求塑料产品生产速度,吹塑机常在脱模时,由于冷却效果未达标准时间,使得模具表面产生毛刺等问题,影响美观以及产品合格率。
技术实现要素:
3.本实用新型提供了一种便于脱模的吹塑机,合模后两个模腔内部形成腔体,热性流体塑料在腔体内被吹塑膨胀,散热孔增强了模腔的冷却速度,热性流体塑料固定成型后,首先启动第二液压气缸,使其带动两个模腔进行开模,再启动第一液压气缸,使其带动顶板复位,通过逐渐减少模腔与模具的接触面积,使得脱模更加平顺。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种便于脱模的吹塑机,包括安装架,所述安装架的顶部滑动连接有料筒,所述安装架的左右内壁均固定连接有第二液压气缸,两个所述第二液压气缸的输出端均固定连接有模腔,两个所述模腔的内壁上均均匀开设有多个顶板孔,且多个顶板孔的内壁均滑动连接有顶板,多个所述顶板靠近安装架的一端均贯穿模腔,所述安装架的左右内壁均固定连接有第一液压气缸,所述第一液压气缸的输出端固定连接有连杆,且连杆的右端前后两侧均固定连接有拉杆,四个所述拉杆的底端均贯穿多个顶板。
5.进一步的,所述安装架的下内壁固定连接有固定板,所述固定板的顶端开设有滑槽,所述滑槽的内部左右两侧均滑动连接有滑块,且两个滑块的顶端分别与两个模腔固定连接。
6.进一步的,两个所述模腔相近的一端均固定连接有夹紧板,且两个模腔相近的一端均开设有与夹紧板相匹配的收纳槽。
7.进一步的,两个所述模腔相近的一端均开设有吹塑口。
8.进一步的,多个所述顶板的一端均与模腔的内壁贴合。
9.进一步的,两个所述模腔的前表面均均匀开设有多个散热孔。
10.本实用新型提供了一种便于脱模的吹塑机。具备以下有益效果:
11.(一)、该便于脱模的吹塑机,通过料筒挤出热性流体塑料,然后同时启动第一液压气缸和第二液压气缸工作,使其带动两个模腔合模,合模后两个模腔内部形成腔体,热性流体塑料在腔体内被吹塑膨胀,散热孔增强了模腔的冷却速度,热性流体塑料固定成型后,首先启动第二液压气缸,使其带动两个模腔进行开模,再启动第一液压气缸,使其带动顶板复
位,通过逐渐减少模腔与模具的接触面积,使得脱模更加平顺。
12.(二)、该便于脱模的吹塑机,模腔在开模的同时,在滑块和滑槽的配合下可以移动更加平顺,避免模腔移动时发生错位,减少了模腔与模具的受力,进一步增强了脱模的平顺性,避免模具外壳产生毛刺,提升脱模成功率和产品合格率。
附图说明
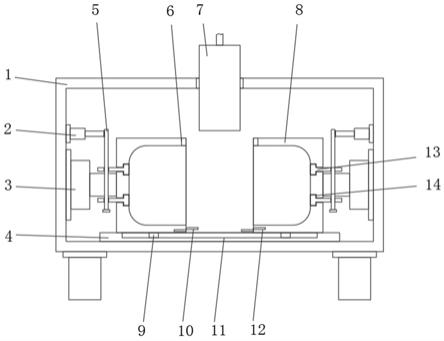
13.图1为本实用新型的结构示意图;
14.图2为本实用新型模腔的右视图;
15.图3为本实用新型的主视图。
16.图中:1、安装架;2、第一液压气缸;3、第二液压气缸;4、固定板;5、拉杆;6、吹塑口;7、料筒;8、模腔;9、滑块;10、夹紧板;11、滑槽;12、收纳槽;13、顶板;14、顶板孔。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
18.所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
19.请参阅图1
‑
3,本实用新型提供一种技术方案:一种便于脱模的吹塑机,包括安装架1,安装架1的顶部滑动连接有料筒7,安装架1的左右内壁均固定连接有第二液压气缸3,两个第二液压气缸3的输出端均固定连接有模腔8,两个模腔8的内壁上均均匀开设有多个顶板孔14,且多个顶板孔14的内壁均滑动连接有顶板13,多个顶板13靠近安装架1的一端均贯穿模腔8,安装架1的左右内壁均固定连接有第一液压气缸2,第一液压气缸2的输出端固定连接有连杆,且连杆的右端前后两侧均固定连接有拉杆5,四个拉杆5的底端均贯穿多个顶板13。
20.本实施方案中:通过料筒7可向安装架1内挤出热性流体塑料,安装架1的两端都安装有第二液压气缸3,模腔8通过第二液压气缸3进行固定,方便对模腔8进行合模和开模,两个模腔8合模后内部形成腔体,向腔内挤入热性流体塑料,两个模腔8的内壁上都开挖有顶板孔14,顶板13安装在顶板孔14内,两个模腔8在两个第二液压气缸3的收缩下进行开模,开模后,顶板13仍贴合在塑料模具表面,启动第一液压气缸2工作,使其通过连杆带动两侧的拉杆5移动,从而带动顶板13收回,通过逐渐减少模具与模腔8的接触,使得脱模效率更高,该第一液压气缸2和第二液压气缸3的结构及原理属于现有技术,为省略篇幅,这里不做详细介绍,其型号可根据实际使用情况进行选择。
21.具体的,安装架1的下内壁固定连接有固定板4,固定板4的顶端开设有滑槽11,滑槽11的内部左右两侧均滑动连接有滑块9,且两个滑块9的顶端分别与两个模腔8固定连接。
22.本实施例中:固定板4安装在安装架1的下内壁,模腔8在滑块9和滑槽11的配合下可以移动更加平顺,使得两个模腔8在开模时,可以减少与模具的受力,使得模具脱模更加顺畅。
23.具体的,两个模腔8相近的一端均固定连接有夹紧板10,且两个模腔8相近的一端均开设有与夹紧板10相匹配的收纳槽12。
24.本实施例中:夹紧板10通过模腔8进行固定,模腔8合模时,夹紧板10可以夹紧被挤出的热性流体塑料的底部,使其底部夹紧并密封,合模后,夹紧板10可以滑进相匹配的收纳槽12内。
25.具体的,两个模腔8相近的一端均开设有吹塑口6。
26.本实施例中:两个模腔8合模后,内部形成合模腔体,料筒7内的热性流体塑料可以通过吹塑口6继续被挤入合模腔体内。
27.具体的,多个顶板13的一端均与模腔8的内壁贴合。
28.本实施例中:顶板13的面与模腔8内部的面贴合,便于脱模时减少模腔8与模具之间的接触面积。
29.具体的,两个模腔8的前表面均均匀开设有多个散热孔。
30.本实施例中:散热孔便于加快模腔8的冷却速度,加速塑料模具冷却成型。
31.使用时,首先通过料筒7挤出热性流体塑料,然后同时启动第一液压气缸2和第二液压气缸3工作,使其带动两个模腔8合模,合模后两个模腔8内部形成腔体,热性流体塑料在腔体内被吹塑膨胀,散热孔增强了模腔8的冷却速度,热性流体塑料固定成型后,首先启动第二液压气缸3,使其带动两个模腔8进行开模,再启动第一液压气缸2,使其带动顶板13复位,通过逐渐减少模腔8与模具的接触面积,使得脱模更加平顺,模腔8在开模的同时,在滑块9和滑槽11的配合下可以移动更加平顺,避免模腔8移动时发生错位,减少了模腔8与模具的受力,进一步增强了脱模的平顺性,避免模具外壳产生毛刺,提升脱模成功率和产品合格率。
32.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1