紫外光交联电缆封帽成型设备的制作方法
1.本实用新型涉及电缆热缩封帽的成型领域,更具体涉及紫外光交联电缆封帽成型设备。
背景技术:
2.电缆封帽的制作工艺,一般为:先注塑机将物料挤出成料胚、然后进行交联,交联完成后进入加热烘软,最后进行扩张成型。可采用将料胚置于温水中煮2个小时左右,实现交联,也可通过辐照交联工艺,这两种交联的工艺都非常耗时。进行上述电缆封帽的制作步骤,无法实现连续生产,成产效率非常低。另外,扩张成型时,需要往料胚中充气,气缸的冲击力较大,给操作人员带来一定的安全隐患。
技术实现要素:
3.为了解决上述问题,本实用新型提供了一种交联烘软同步进行,且可趁热扩张的紫外光交联电缆封帽成型设备。
4.根据本实用新型的一个方面,提供了紫外光交联电缆封帽成型设备,其包括机架、设于机架上的烘箱和扩张机构,烘箱内设有若干个可转动的挂杆,烘箱内设有紫外光灯,扩张机构包括模具、可升降的模盖板和气嘴,机架的上方架设有模具安装板,模具安装于模具安装板上,模盖板设有模孔,模孔与模具处于同一中心线上。由此,注塑机制造成的料胚,套在挂杆上,挂杆带动料胚在烘箱内转动,料胚在烘箱内加热同时通过紫外光灯持续辐照,使料胚交联且烘软,然后将料胚放到模孔中,模盖板向下移动,模盖板盖在模具上,料胚进入模具中,气嘴向下移动,气嘴盖住模孔并往料胚中放气、使料胚扩张成型制成产品,待产品冷却后,气嘴和模盖板向上移动复位,扩张成型后的产品卡在模孔内被带出,后期可将扩张后产品的料头部分割除;在料胚交联的同时进行烘软,可加快交联,待交联烘软后、趁热将料胚继续扩张,实现了连续生产,提高了成产效率。
5.在一些实施方式中,烘箱内布置有多个链轮,链轮设有中心轴,中心轴通过轴承可转动安装于烘箱,其中一个链轮的中心轴连接有电机,电机位于烘箱外,链轮外缠绕有一圈链条,挂杆均匀排列于链条上。由此,套在挂杆上的料胚,随着链条的传动一直在移动,使每个料胚均匀接受紫外光辐照。
6.在一些实施方式中,气嘴连接有第一气缸,机架的顶部设有导轨,导轨连接有气缸安装板,第一气缸安装于气缸安装板,气缸安装板通过第二驱动装置驱动沿导轨滑动,模具安装板固定安装于机架的下部。由此,气缸安装板通过导轨安装于机架,使得第一气缸和气嘴可以前后移动,保证操作者在往模孔中放取产品时,第一气缸与模孔不在同一中心线上,即使第一气缸失灵突然下压,也能确保操作者的安全。
7.在一些实施方式中,气嘴连接有第一气缸,第一气缸通过气缸安装板固定安装于机架的顶部,模具安装板通过导轨安装于机架下部,模具安装板通过第二驱动装置驱动沿导轨滑动。由此,模具安装板通过导轨安装于机架,使得模具和模盖板可以前后移动,保证
操作者在往模孔中放取产品时,第一气缸与模孔不在同一中心线上,即使第一气缸失灵突然下压,也能确保操作者的安全。
8.在一些实施方式中,模具安装板上设有散热风扇,散热风扇朝向所在模具位置。由此,设置散热风扇能保证产品在扩张成型后,及时得到均匀冷却,提高了产品的良品率。
9.在一些实施方式中,模具至少设有两个,模孔和气嘴的数量与模具的数量相同。由此,设置多个模具,因此能同时加工多个产品,提高了工作效率、减少了人工成本。
10.与现有技术相比,本实用新型的有益效果是:本实用新型对料胚进行交联的同时进行烘软,且在高温下进行利用紫外光进行交联,有利于提高交联的效率和效果,料胚在交联烘软后,直接进入扩张机构中趁热进行扩张,该紫外光交联电缆封帽成型设备可实现连续生产,大大提高了成产效率,且放取产品时,气嘴和模孔不在同一竖直线上,确保操作者的安全。
附图说明
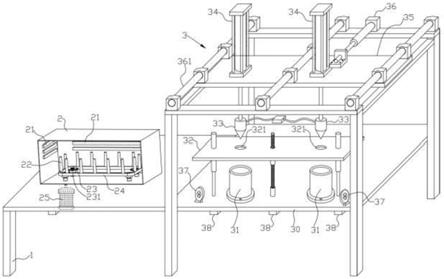
11.图1是本实用新型紫外光交联电缆封帽成型设备的一实施方式的结构示意图;
12.图2是烘箱的结构示意图;
13.图3是实施例2中扩张机构的结构示意图。
具体实施方式
14.下面结合具体实施方式对本实用新型作进一步的说明。
15.实施例1
16.如图1和2所示,本实用新型所述一实施方式的紫外光交联电缆封帽成型设备,包括机架1、设于机架1上的烘箱2和扩张机构3。烘箱2内设有若干个可转动的挂杆22,挂杆22的具体安装结构:烘箱2内布置有多个链轮23,链轮23具有中心轴231,中心轴231通过轴承可转动安装于烘箱2的底部,其中一个链轮23的中心轴231连接有电机25,电机25位于烘箱2外,链轮23外缠绕有一圈链条24,挂杆22均匀竖直排列于链条24上。烘箱2内设有紫外光灯21,烘箱2的顶部和四个侧壁均安装有紫外光灯21。扩张机构3包括模具31、可升降的模盖板32和气嘴33。机架1的上方架设有模具安装板30,模具31安装于模具安装板30上,模盖板32设有模孔321,模孔321与模具31处于同一中心线上。模盖板32的具体可升降结构:模盖板32通过第一驱动装置38安装于模具安装板30的上方,在本实施例中,第一驱动装置38设置了三个,中间的采用了丝杆步进电机,左右两侧的采用了伸缩气缸,在实际的生产中,第一驱动装置38可以采用同一类型,数量也不受到限制,只要能保证模盖板32的平稳合模。
17.本实施例中,模具安装板30固定安装于机架1的下部,即模具31和模孔321的位置固定,气嘴33相对于模孔321可前后移动。具体的,气嘴33连接有第一气缸34,第一气缸34的缸体固定安装于气缸安装板35上。机架1的顶部两侧安装有导轨361,气缸安装板35吊装于导轨361。气缸安装板35通过第二驱动装置36驱动沿导轨361滑动,本实施例中,第二驱动装置36采用的是伸缩气缸,在实际的生产中,第二驱动装置36也可以采用丝杆步进电机。气缸安装板35通过导轨361安装于机架1,使得第一气缸34和气嘴33可以前后移动,保证操作者在往模孔321中放取产品时,第一气缸34与模孔321不在同一中心线上,即使第一气缸34失灵突然下压,也能确保操作者的安全。也可以通过机械手取代人工,在机械手放取产品时,
气嘴33不位于模孔321上方,同样也可以保护机械手。
18.模具31的数量为两个,模孔321和气嘴33的数量与模具31的数量一致,也是两个。根据生产的实际需求,在模具安装板30上可多设置几个模具31,满足生产需求。模具安装板30上设有散热风扇37,散热风扇37朝向所在模具31位置。设置散热风扇37能保证产品在扩张成型后,及时得到均匀冷却,提高了产品的良品率。
19.注塑机制造成的料胚,套在挂杆22上,电机25驱动链轮23转动,链条24与链轮23啮合,挂杆22随着链条24的移动、带动料胚在烘箱2内转动,料胚在烘箱2内加热同时通过紫外光灯21持续辐照,烘箱2内的温度控制在90~150℃,使料胚交联且烘软。然后,将料胚放到模孔321中,第一驱动装置38驱动模盖板32向下移动,模盖板32盖在模具31上,料胚进入模具31中,第二驱动装置36驱动气缸安装板35向前移动,使第一气缸34和气嘴33移动到模孔321的上方,气嘴33和模孔321对齐,第一气缸34驱动气嘴33向下伸出,气嘴33盖住模孔321并往料胚中放气、使料胚扩张成型制成产品。待产品冷却后,第一气缸34带动气嘴33向上回缩,第二驱动装置36驱动气缸安装板35向后移动,第一驱动装置38驱动模盖板32向上移动复位,扩张成型后的产品卡在模孔321内被带出,后期可将扩张后产品的料头部分割除。在料胚交联的同时进行烘软,可加快交联,待交联烘软后、趁热将料胚继续扩张,实现了连续生产,提高了成产效率。
20.实施例2
21.如图2所示,本实施例2与实施例1的主要区别在于,气嘴33只能上下移动、不能前后移动,模具31和模盖板32可以前后移动。
22.具体的,气嘴33连接于第一气缸34的活塞杆,第一气缸34的缸体通过气缸安装板35固定安装于机架1的顶部。模具安装板30通过导轨361安装于机架1下部,模具安装板30通过第二驱动装置36驱动沿导轨361滑动。模盖板32是通过第一驱动装置38安装于模具安装板30的上,模盖板32上的模孔321与模具31处于同一中心线。本实施例中,第二驱动装置36采用的是伸缩气缸,第一驱动装置38设置了两个,均采用伸缩气缸。
23.注塑机制造成的料胚完成交联烘软后,将料胚放到模孔321中,第一驱动装置38驱动模盖板32向下移动,模盖板32盖在模具31上,料胚进入模具31中,第二驱动装置36驱动模具安装板30向前移动,使模孔321移动到第一气缸34和气嘴33的下方,气嘴33和模孔321对齐。第一气缸34驱动气嘴33向下伸出,气嘴33盖住模孔321并往料胚中放气、使料胚扩张成型制成产品。待产品冷却后,第一气缸34带动气嘴33向上回缩,第二驱动装置36驱动模具安装板30向后移动,第一驱动装置38驱动模盖板32向上移动,扩张成型后的产品卡在模孔321内被带出。
24.模具安装板30通过导轨361安装于机架1,使得模具31和模盖板32可以前后移动,保证操作者在往模孔321中放取产品时,第一气缸34与模孔321不在同一中心线上,即使第一气缸34失灵突然下压,也能确保操作者的安全。
25.本实用新型在烘箱2内对料胚进行交联的同时进行烘软,且在高温下进行利用紫外光进行交联,有利于提高交联的效率和效果,料胚在交联烘软后,直接进入扩张机构3中趁热进行扩张。该紫外光交联电缆封帽成型设备可实现连续生产,大大提高了成产效率,且放取产品时,气嘴33和模孔321不在同一竖直线上,确保操作者的安全。
26.以上所述的仅是本实用新型的一些实施方式,应当指出,对于本领域的普通技术
人员来说,在不脱离本实用新型的创造构思的前提下,还可以做出其它变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1