接合方法及高频介电加热粘接片与流程
1.本发明涉及接合方法及高频介电加热粘接片。
背景技术:
2.氟树脂虽然耐候性、防污性、耐药品性及耐热性优异,但包含氟树脂的构件难以与其他构件粘接,氟树脂的粘接方法正在被研究。
3.专利文献1中记载了一种氟树脂的粘接方法,该方法中,对氟树脂表面实施电晕处理,进而在氟树脂表面涂布底涂剂,并使用热塑性聚酯或聚酰胺作为粘接剂。
4.现有技术文献
5.专利文献
6.专利文献1:日本特公昭63
‑
009533号公报
技术实现要素:
7.发明要解决的问题
8.粘接氟树脂时,例如如专利文献1所记载那样,需要对氟树脂表面实施电晕处理、或者在氟树脂表面涂布底涂剂等表面处理。
9.本发明的目的在于提供即使不对含有氟的被粘附物表面实施前处理,也能够对该被粘附物强固地进行接合的接合方法、以及用于该接合方法的高频介电加热粘接片。
10.解决问题的方法
11.根据本发明的一个方式,提供一种接合方法,其是使被粘附物与高频介电加热粘接片接合的接合方法,其中,上述被粘附物具有表面至少包含氟的含氟表面,上述高频介电加热粘接片具有高频介电粘接剂层,上述高频介电粘接剂层含有热塑性树脂(a)和介电填料(b),上述高频介电粘接剂层的表面自由能为15mj/m2以上且30mj/m2以下,上述高频介电粘接剂层的熔点为110℃以上且300℃以下,所述接合方法包括:使上述被粘附物的上述含氟表面与上述高频介电粘接剂层抵接的工序、以及对上述高频介电粘接剂层施加高频而将上述高频介电加热粘接片与上述含氟表面接合的工序。
12.在本发明的一个方式涉及的接合方法中,优选上述介电填料(b)为氧化锌。
13.在本发明的一个方式涉及的接合方法中,优选上述热塑性树脂(a)为包含氟的氟类热塑性树脂。
14.在本发明的一个方式涉及的接合方法中,优选上述高频介电粘接剂层中上述介电填料(b)的含量为3体积%以上且50体积%以下。
15.在本发明的一个方式涉及的接合方法中,优选上述被粘附物的熔点t1与上述高频介电粘接剂层的熔点t2之差t1-t2为10℃以上且90℃以下。
16.在本发明的一个方式涉及的接合方法中,优选上述高频介电加热粘接片的拉伸断裂伸长率为10%以上且600%以下。
17.在本发明的一个方式涉及的接合方法中,优选上述高频介电加热粘接片的杨氏模
量为400mpa以上且3000mpa以下。
18.在本发明的一个方式涉及的接合方法中,优选上述高频介电加热粘接片的密度为1.5g/cm3以上且3.5g/cm3以下。
19.在本发明的一个方式涉及的接合方法中,优选上述被粘附物的厚度为0.01mm以上且2mm以下。
20.在本发明的一个方式涉及的接合方法中,优选将上述被粘附物、和与上述被粘附物不同的另外的被粘附物隔着上述高频介电粘接剂层接合。
21.在本发明的一个方式涉及的接合方法中,优选上述另外的被粘附物具有表面至少包含氟的含氟表面。
22.在本发明的一个方式涉及的接合方法中,优选对上述高频介电粘接剂层施加1khz以上且300mhz以下的高频。
23.在本发明的一个方式涉及的接合方法中,优选高频的施加时间为1秒钟以上且60秒钟以下。
24.在本发明的一个方式涉及的接合方法中,优选将上述被粘附物与上述高频介电加热粘接片接合而得到的接合体被用于室外。
25.根据本发明的一个方式,可提供一种高频介电加热粘接片,其用于上述本发明的一个方式的接合方法中。
26.根据本发明的一个方式,可提供即使不对氟类材料的被粘附物表面进行前处理也能够强固地接合的接合方法。
27.另外,根据本发明的一个方式,可提供用于该接合方法的高频介电加热粘接片。
附图说明
28.图1是第一实施方式的结构体的剖面示意图。
29.图2是用于说明在第一实施方式中使用介电加热粘接装置实施的介电加热处理的图。
30.图3是变形例的结构体的剖面示意图。
31.图4是另一变形例的结构体的剖面示意图。
32.符号说明
[0033]1ꢀꢀꢀ
结构体
[0034]
10
ꢀꢀ
高频介电粘接剂层(高频介电加热粘接片)
[0035]
11
ꢀꢀ
第1高频介电加热粘接片
[0036]
12
ꢀꢀ
第2高频介电加热粘接片
[0037]2ꢀꢀꢀ
结构体
[0038]
21
ꢀꢀ
第1被粘附物
[0039]
21a 含氟表面
[0040]
22
ꢀꢀ
第2被粘附物
[0041]
22a 含氟表面
[0042]
23
ꢀꢀ
第3被粘附物
[0043]
23a 含氟表面
[0044]3ꢀꢀꢀ
结构体
具体实施方式
[0045]
[第一实施方式]
[0046]
本实施方式的接合方法是使被粘附物和高频介电加热粘接片接合的方法。
[0047]
[被粘附物]
[0048]
本实施方式的被粘附物具有至少表面包含氟的含氟表面。因此,本实施方式的被粘附物整体由包含氟的材料所形成时,被粘附物的表面为包含氟的含氟表面。另外,被粘附物具有由包含氟的材料所形成的部分、以及由不包含氟的材料所形成的部分的情况下,由包含氟的材料所形成的部分可以在被粘附物表面中的一部分、多处、或是整个面出现。
[0049]
作为包含氟的材料优选为氟树脂。
[0050]
作为氟树脂,只要为包含氟的树脂即可,没有特别限定。
[0051]
作为氟树脂,可列举例如:聚四氟乙烯树脂(有时称为ptfe)、四氟乙烯
‑
全氟烷氧基乙烯类共聚树脂(有时称为pfa)、四氟乙烯
‑
六氟丙烯类共聚树脂(有时称为fep)、聚氟乙烯(有时称为pvf)、聚偏氟乙烯(有时称为pvdf)、四氟乙烯
‑
乙烯类共聚树脂(有时称为etfe)、聚三氟氯乙烯(有时称为pctfe)、及三氟氯乙烯/乙烯共聚物(有时称为ectfe)等。从在保持氟含量的同时改变乙烯含量从而能够容易地调节加工性的观点考虑,氟树脂优选为etfe。
[0052]
本实施方式的被粘附物的形状没有特别限定。作为本实施方式的被粘附物,可列举例如由氟树脂成型而成的氟树脂成型体、以及表面具有含有氟树脂的层的片等。被粘附物为表面具有含有氟树脂的层(含氟树脂的层)的片的情况下,该被粘附物优选具有聚酯膜等基材、和设置在该基材上的含氟树脂的层。另外,从强度的观点考虑,还优选为具备玻璃纤维织布、和在该玻璃纤维织布上涂敷氟树脂而形成的含氟树脂的层的被粘附物。
[0053]
对于本实施方式中被粘附物的厚度而言,从减小在高频介电加热粘接时对被粘附物的损伤的观点考虑,优选为0.01mm以上、更优选为0.05mm以上、进一步优选为0.1mm以上。
[0054]
从高效地进行接合的观点考虑,本实施方式的被粘附物的厚度优选为2mm以下、更优选为1.5mm以下、进一步优选为1mm以下。
[0055]
[高频介电加热粘接片]
[0056]
对用于本实施方式的接合方法的高频介电加热粘接片进行说明。
[0057]
本实施方式中的高频介电加热粘接片包含高频介电粘接剂层。高频介电粘接剂层含有热塑性树脂(a)及介电填料(b)。在本说明书中,热塑性树脂(a)有时也称为a成分。在本说明书中,介电填料(b)有时也称为b成分。
[0058]
作为本实施方式的高频介电加热粘接片的一个方式,其仅由一层高频介电粘接剂层形成。需要说明的是,本发明的高频介电加热粘接片并不限定为仅由一层高频介电粘接剂层形成的方式,作为高频介电加热粘接片的变形例,还可举出层叠有高频介电粘接剂层以外的层的方式。
[0059]
这样,由于有时高频介电加热粘接片仅由一层高频介电粘接剂层形成,因此,在本说明书中,术语“高频介电加热粘接片”与术语“高频介电粘接剂层”根据情况有可能相互替代。
[0060]
<高频介电粘接剂层>
[0061]
在本实施方式中,高频介电粘接剂层的表面自由能为15mj/m2以上且30mj/m2以下,且高频介电粘接剂层的熔点为110℃以上且300℃以下。
[0062]
·
表面自由能
[0063]
高频介电粘接剂层的表面自由能优选为16mj/m2以上、更优选为17mj/m2以上。
[0064]
高频介电粘接剂层的表面自由能优选为28mj/m2以下、更优选为26mj/m2以下、进一步优选为24mj/m2以下。
[0065]
高频介电粘接剂层的表面自由能的测定方法如下所述。
[0066]
高频介电粘接剂层的表面自由能(mj/m2)是测定各种液滴的接触角(测定温度:25℃),以该接触角的值为基础通过北崎
‑
畑(kitasaki
‑
hata)法求出的。
[0067]
使用二碘甲烷、1
‑
溴萘、及水的液滴,使用协和界面科学(株)制dm
‑
70通过静滴法依据jis r 3257:1999测定接触角(测定温度:25℃),以该接触角的值为基础通过北崎
‑
畑(kitasaki
‑
hata)法求出表面自由能(mj/m2)。
[0068]
·
熔点
[0069]
高频介电粘接剂层的熔点优选为130℃以上、更优选为150℃以上、进一步优选为180℃以上。
[0070]
高频介电粘接剂层的熔点优选为270℃以下、更优选为245℃以下、进一步优选为220℃以下、更进一步优选为210℃以下。
[0071]
表面自由能及熔点在上述范围内时,可得到对于表面含有氟的被粘附物的良好的粘接力。
[0072]
<热塑性树脂(a)>
[0073]
热塑性树脂(a)的种类没有特别限制。
[0074]
(氟类热塑性树脂)
[0075]
热塑性树脂(a)优选为包含氟的氟类热塑性树脂。通过使热塑性树脂(a)包含氟类热塑性树脂,可提高被粘附物对于含氟表面的粘接力。另外,由于氟类热塑性树脂是耐候性、防污性、耐药品性及耐热性优异的树脂,因此被粘附物与高频介电加热粘接片接合而成的结构体适合在设置于室外的用途中使用的情况。作为设置于室外的用途的结构体,可列举例如屋顶用构件及墙壁用构件。
[0076]
氟类热塑性树脂优选为具有包含氟的重复单元、和不包含氟的重复单元的共聚树脂。氟类热塑性树脂为共聚树脂时,通过适当调整不包含氟的重复单元的种类及其在共聚树脂中的比例,或可提高对被粘附物表面的粘接性,或可降低高频介电粘接剂层的熔点,或可提高高频介电粘接剂层中介电填料(b)的分散性。氟类热塑性树脂为共聚树脂的情况下,作为不含氟的重复单元,优选为烯烃单元,更优选为乙烯单元。
[0077]
作为氟类热塑性树脂,也优选为例如在被粘附物的说明中示例出的氟树脂(ptfe、pfa、fep、pvf、pvdf、etfe、pctfe及ectfe等)。
[0078]
氟类热塑性树脂更优选为四氟乙烯
‑
乙烯类共聚树脂(etfe)。在该共聚树脂中,认为可以通过增加不包含氟原子的乙烯部位的比例来降低氟类热塑性树脂的熔点。
[0079]
另外,在本实施方式的另一方式中,从容易熔解、并且具有给定的耐热性的观点考虑,热塑性树脂(a)例如还可以为选自聚烯烃类树脂、具有极性部位的聚烯烃类树脂、苯乙
烯类树脂、聚缩醛类树脂、聚碳酸酯类树脂、聚丙烯酸类树脂、聚酰胺类树脂、聚酰亚胺类树脂、聚乙酸乙烯酯类树脂、苯氧基类树脂及聚酯类树脂中的至少一种,高频介电粘接剂层可以包含这些树脂,但从对被粘附物的粘接性的观点考虑,更优选不包含这些树脂。
[0080]
·
熔点
[0081]
热塑性树脂(a)的熔点为110℃以上且300℃以下。
[0082]
热塑性树脂(a)的熔点优选为130℃以上、更优选为150℃以上、进一步优选为180℃以上。通过使热塑性树脂(a)的熔点为110℃以上,高频介电粘接剂层的耐热性优异。
[0083]
热塑性树脂(a)的熔点优选为270℃以下、更优选为245℃以下、进一步优选为220℃以下、更进一步优选为210℃以下。通过使热塑性树脂(a)的熔点为300℃以下,在高频介电加热处理时,可防止熔融温度变得过高而由于热导致被粘附物损伤。
[0084]
在本说明书中,熔点的测定方法如后述实施例所述。
[0085]
·
软化温度
[0086]
热塑性树脂(a)的软化温度优选为150℃以上、更优选为165℃以上、进一步优选为180℃以上。
[0087]
热塑性树脂(a)的软化温度优选为350℃以下、更优选为300℃以下、进一步优选为280℃以下、更进一步优选为260℃以下、再进一步优选为240℃以下、特别优选为220℃以下。
[0088]
热塑性树脂(a)的软化温度为150℃以上时,能够提高高频介电粘接剂层的耐热性。本实施方式的高频介电加热粘接片与被粘附物接合而得到的结构体设置在室外的情况下,即使在像盛夏那样的高温环境下也能够容易地确保被粘附物与高频介电加热粘接片的接合状态。
[0089]
热塑性树脂(a)的软化温度为350℃以下时,容易在短时间内得到稳定的接合强度。
[0090]
在本说明书中,软化温度的测定方法如后述实施例所述。
[0091]
·
密度
[0092]
本实施方式的热塑性树脂(a)的密度优选为1.2g/cm3以上、更优选为1.5g/cm3以上、进一步优选为1.7g/cm3以上。
[0093]
本实施方式的热塑性树脂(a)的密度优选为2.3g/cm3以下、更优选为2.1g/cm3以下、1.9g/cm3以下、进一步优选为1.8g/cm3以下。
[0094]
热塑性树脂(a)的密度为1.2g/cm3以上时,在通过卷对卷(roll to roll)方式进行片的成型时,容易抑制不均。
[0095]
热塑性树脂(a)的密度为2.3g/cm3以下时,则能够防止因高频介电加热粘接片的自重导致的弯曲,容易防止其与被粘附物的接合部位发生剥离。
[0096]
热塑性树脂(a)的密度为2.3g/cm3以下时,则能够抑制高频介电加热粘接片的重量增加,其结果,可以抑制结构体的重量增加。通过抑制结构体的重量增加,容易提高在使用结构体施工时的操作性。
[0097]
热塑性树脂(a)的密度、高频介电加热粘接片的密度可以依据jis k7112:1999的a法(水中置换法)来测定。
[0098]
·
流动开始温度
[0099]
热塑性树脂(a)的流动开始温度优选为70℃以上、更优选为110℃以上、进一步优选为150℃以上、更进一步优选为180℃以上。
[0100]
热塑性树脂(a)的流动开始温度优选为380℃以下、更优选为300℃以下、进一步优选为260℃以下、特别优选为230℃以下。
[0101]
热塑性树脂(a)的流动开始温度为70℃以上时,容易得到良好的耐热性。
[0102]
热塑性树脂(a)的流动开始温度为380℃以下时,容易在短时间内得到良好的粘接性。
[0103]
热塑性树脂(a)的流动开始温度的测定方法如后述实施例所述。
[0104]
<介电填料(b)>
[0105]
介电填料(b)优选会通过施加1khz以上且300mhz以下的高频而放热。进一步,介电填料例如优选为具有可通过施加频率27.12mhz或40.68mhz等高频而放热的高介质损耗因数的高频吸收性填充剂。
[0106]
介电填料(b)优选为氧化锌、碳化硅(sic)、锐钛矿型氧化钛、钛酸钡、钛酸锆酸钡、钛酸铅、铌酸钾、金红石型氧化钛、水合硅酸铝、碱金属水合铝硅酸盐等具有结晶水的无机材料、或碱土金属的水合铝硅酸盐等具有结晶水的无机材料等中的单独一种或两种以上的组合。
[0107]
介电填料(b)优选为金属氧化物,更优选为氧化锌。作为介电填料(b)的氧化锌的介电特性高、对热塑性树脂(a)的影响小。另外,氧化锌的种类丰富,可选择各种形状及尺寸。进一步,介电填料(b)为氧化锌时,能够根据用途改良高频介电加热粘接片的粘接特性及机械特性。
[0108]
作为介电填料(b)的氧化锌容易在作为粘接剂成分的热塑性树脂(a)中均匀地配合。因此,即使是氧化锌的配合量相对较少的高频介电粘接剂层,在给定的介电加热处理中与配合了其他介电填料的高频介电加热粘接片相比,也能够发挥优异的放热效果。
[0109]
因此,通过使高频介电粘接剂层包含氧化锌作为介电填料(b),高频介电加热粘接片通过介电加热处理对具有含氟表面的被粘附物显示出优异的焊接性。
[0110]
本实施方式的高频介电粘接剂层优选不含导电性物质。作为导电性物质,可列举碳或以碳为主成分的碳化合物(例如炭黑等)及金属等。导电性物质的含量以高频介电粘接剂层的总量为基准计优选为5质量%以下、更优选为1质量%以下、进一步优选为0.1质量%以下、更进一步优选为0质量%。高频介电粘接剂层中导电性物质的含量为5质量%以下时,在进行介电加热处理时容易防止电气绝缘破坏而粘接部及被粘附物发生碳化这样的不良情况。
[0111]
·
平均粒径
[0112]
介电填料(b)的依据jis z 8819
‑
2:2001而测定的平均粒径(中值粒径、d50)优选为1μm以上、更优选为2μm以上、进一步优选为3μm以上、更进一步优选为5μm以上。
[0113]
介电填料(b)的依据jis z 8819
‑
2:2001而测定的平均粒径(中值粒径、d50)优选为50μm以下、更优选为30μm以下、进一步优选为25μm以下、更进一步优选为20μm以下、再进一步优选为15μm以下。
[0114]
如果介电填料(b)的平均粒径过小,则在施加高频时的翻转运动降低,因此有时会导致介电加热粘接性过度降低、难以实现被粘附物间的强固的粘接。
[0115]
另一方面,随着介电填料(b)的平均粒径增大,在填料内部可极化的距离变大。因此,极化的程度变大,施加高频时的翻转运动变得剧烈,介电加热粘接性提高。
[0116]
因此,介电填料(b)的平均粒径如果为1μm以上,则虽然也依赖于填料的种类,但在填料内部可极化的距离不会变得过小,可防止极化的程度变小。因此,可以防止接合所需的时间变得过长。
[0117]
如果介电填料(b)的平均粒径过大,则与周围的介电填料之间的距离短,因此有时会受到其电荷的影响而使施加高频时的翻转运动降低、介电加热粘接性过度降低,或难以实现被粘附物彼此间的强固的粘接。
[0118]
因此,如果介电填料(b)的平均粒径为50μm以下,则可以防止介电加热粘接性过度降低、以及被粘附物间的强固的粘接变得困难。如果介电填料(b)的平均粒径为50μm以下,则可以防止高频介电粘接剂层的成型性降低。
[0119]
作为介电填料(b)的氧化锌的依据jis z 8819
‑
2:2001而测定的平均粒径(中值粒径、d50)优选为1μm以上、更优选为2μm以上、进一步优选为3μm以上、更进一步优选为5μm以上。
[0120]
作为介电填料(b)的氧化锌的依据jis z 8819
‑
2:2001而测定的平均粒径(中值粒径、d50)优选为30μm以下、更优选为25μm以下、进一步优选为20μm以下、更进一步优选为15μm以下。
[0121]
需要说明的是,介电填料(b)的平均粒径优选为比高频介电粘接剂层的厚度小的值。
[0122]
介电填料平均粒径的体积平均粒径可以通过以下的方法测定。通过激光衍射/散射法进行介电填料的粒度分布测定,由粒度分布测定的结果依据jis z 8819
‑
2:2001计算出体积平均粒径。
[0123]
·
体积含量
[0124]
对本实施方式的高频介电加热粘接片而言,介电填料(b)在高频介电粘接剂层中优选含有3体积%以上、更优选含有10体积%以上、进一步优选含有15体积%以上。
[0125]
对本实施方式的高频介电加热粘接片而言,介电填料(b)在高频介电粘接剂层中优选含有50体积%以下、更优选含有40体积%以下、进一步优选含有35体积%以下、更进一步优选含有25体积%以下。
[0126]
介电填料(b)的体积含有率为3体积%以上时,可以防止在介电加热处理时变得缺乏放热性。其结果,可以防止热塑性树脂(a)的熔融性过度降低而无法获得强固的粘接力这样的不良情况。
[0127]
介电填料(b)的体积含有率为50体积%以下时,可以防止在介电加热处理时高频介电粘接剂层的流动性降低、或施加高频时在电极间流通电流。另外,介电填料(b)的体积含有率为50体积%以下时,可以防止高频介电加热粘接片的成膜性、柔性及韧性下降。
[0128]
需要说明的是,由于本实施方式的高频介电粘接剂层包含有热塑性树脂(a)及介电填料(b),因此,相对于热塑性树脂(a)及介电填料(b)的总体积,介电填料(b)优选含有3体积%以上、更优选含有10体积%以上、进一步含有15体积%以上。
[0129]
本实施方式的高频介电粘接剂层中,相对于热塑性树脂(a)及介电填料(b)的总体积,介电填料(b)优选含有50体积%以下、更优选含有40体积%以下、进一步优选含有35体
积%以下、更进一步优选含有25体积%以下。
[0130]
·
质量份数
[0131]
对本实施方式的高频介电粘接剂层而言,介电填料(b)相对于热塑性树脂(a)100质量份优选含有5质量份以上、更优选含有10质量份以上、进一步优选含有20质量份以上、更进一步优选含有40质量份以上、再进一步优选60质量份以上。
[0132]
对本实施方式的高频介电粘接剂层而言,介电填料(b)相对于热塑性树脂(a)100质量份优选含有300质量份以下、更优选含有250质量份以下、进一步优选含有200质量份以下、更进一步优选含有150质量份以下、再进一步优选含有100质量份以下。
[0133]
介电填料(b)的质量份数为5质量份以上时,可以防止在介电加热处理时变得缺乏放热性。其结果,可以防止热塑性树脂(a)的熔融性过度降低而无法获得强固的粘接力这样的不良情况。
[0134]
介电填料(b)的质量份数为300质量份以下时,可以防止在介电加热处理时高频介电粘接剂层的流动性降低、或施加高频时在电极间流通电流。另外,介电填料(b)的质量份数为300质量份以下时,可以防止高频介电加热粘接片的成膜性、柔性及韧性下降。
[0135]
本实施方式的高频介电加热粘接片中,相对于高频介电粘接剂层的总质量,热塑性树脂(a)及介电填料(b)的合计质量优选为80质量%以上、更优选为90质量%以上、进一步优选为99质量%以上。
[0136]
<添加剂(c)>
[0137]
本实施方式的高频介电粘接剂层既可以不含添加剂,也可以包含添加剂。
[0138]
本实施方式的高频介电粘接剂层包含添加剂的情况下,作为添加剂,可列举例如增粘剂、增塑剂、蜡、着色剂、抗氧剂、紫外线吸收剂、抗菌剂、偶联剂、粘度调节剂、有机填充剂及无机填充剂等。作为添加剂的有机填充剂及无机填充剂与作为b成分的介电填料不同。
[0139]
增粘剂及增塑剂可以改善高频介电粘接剂层的熔融特性及粘接特性。
[0140]
作为增粘剂,可列举例如:松香衍生物、聚萜烯树脂、芳香族改性萜烯树脂、芳香族改性萜烯树脂的氢化物、萜烯酚醛树脂、香豆酮
‑
茚树脂、脂肪族石油树脂、芳香族石油树脂、及芳香族石油树脂的氢化物。
[0141]
作为增塑剂,可列举例如:石油系加工油、天然油、二元酸二烷基酯、及低分子量液态聚合物。作为石油系加工油,可列举例如:石蜡系加工油、环烷烃系加工油、及芳香族系加工油等。作为天然油,可列举例如:蓖麻油、及妥尔油等。作为二元酸二烷基酯,可列举例如:苯二甲酸二丁酯、苯二甲酸二(2
‑
乙基己酯)、及己二酸二丁酯等。作为低分子量液态聚合物,可列举例如:液态聚丁烯、及液态聚异戊二烯等。
[0142]
本实施方式的高频介电粘接剂层包含添加剂的情况下,以高频介电粘接剂层的总量为基准,通常优选含有0.01质量%以上、更优选含有0.05质量%以上、进一步优选含有0.1质量%以上的添加剂。另外,本实施方式的高频介电粘接剂层包含添加剂的情况下,以高频介电粘接剂层的总量为基准,优选含有20质量%以下、更优选含有15质量%以下、进一步优选含有10质量%以下的添加剂。
[0143]
<高频介电粘接剂层的成型方法>
[0144]
本实施方式的高频介电粘接剂层可以将上述各成分(热塑性树脂(a)及介电填料(b)、以及根据需要进一步添加的添加剂(c))预混、并使用公知的混炼装置进行混炼、再通
过公知的成型方法来制造。作为混炼装置,可列举例如挤出机及热辊等。作为成型方法,可列举例如挤出成型、压延成型、注塑成型、及浇铸成型等。
[0145]
<高频介电加热粘接片的形态及特性>
[0146]
接着,对高频介电加热粘接片的形态,以及表面自由能及熔点以外的特性进行说明。
[0147]
本实施方式的高频介电加热粘接片仅由高频介电粘接剂层这一层形成的情况下,高频介电加热粘接片的形态及特性与高频介电粘接剂层的形态及特性相当。
[0148]
被粘附物的熔点t1与高频介电粘接剂层的熔点t2之差(t1-t2)优选为10℃以上、更优选为20℃以上、进一步优选为30℃以上、更进一步优选为40℃以上。
[0149]
被粘附物的熔点t1与高频介电粘接剂层的熔点t2之差(t1-t2)优选为90℃以下、更优选为75℃以下、进一步优选为60℃以下。
[0150]
需要说明的是,被粘附物由没有熔点的材料形成的情况下,以实施例中记载的方法测得的被粘附物的流动开始温度作为t1。
[0151]
需要说明的是,在被粘附物为多层结构的情况下,被粘附物的熔点t1是具有包含氟的含氟表面、且与高频介电粘接剂层接触的层的熔点。
[0152]
熔点之差(t1-t2)为10℃以上时,可以防止由热塑性树脂在熔融时的温度所导致的被粘附物的热劣化,熔点之差(t1-t2)为20℃以上时,能够更好地防止被粘附物的热变形。
[0153]
熔点之差(t1-t2)为90℃以下时,高频介电粘接剂层容易得到对被粘附物的良好的粘接性。
[0154]
·
拉伸断裂伸长率
[0155]
本实施方式的高频介电加热粘接片的拉伸断裂伸长率优选为10%以上、更优选为50%以上、进一步优选为80%以上。
[0156]
本实施方式的高频介电加热粘接片的拉伸断裂伸长率优选为600%以下、更优选为500%以下、进一步优选为400%以下。
[0157]
高频介电加热粘接片的拉伸断裂伸长率为10%以上时,容易防止由于被粘附物的弯曲导致高频介电加热粘接片被破坏的不良情况。
[0158]
高频介电加热粘接片的拉伸断裂伸长率为600%以下时,容易抑制在成型加工时片过度伸长而难以裁切这样的不良情况,使片的操作性良好。
[0159]
本说明书中高频介电加热粘接片的拉伸断裂伸长率依据jis k 7161
‑
1:2014及jis k 7127:1999测定。
[0160]
·
杨氏模量
[0161]
本实施方式的高频介电加热粘接片的杨氏模量优选为400mpa以上、更优选为500mpa以上、进一步优选为600mpa以上。
[0162]
本实施方式的高频介电加热粘接片的杨氏模量优选为3000mpa以下、更优选为2000mpa以下、进一步优选为1300mpa以下。
[0163]
高频介电加热粘接片的杨氏模量为400mpa以上时,由于片具有自立性,因此在接合时容易操作片。
[0164]
高频介电加热粘接片的杨氏模量为400mpa以下时,高频介电加热粘接片容易追随
被粘附物的弯曲。
[0165]
本说明书中的高频介电加热粘接片的杨氏模量依据jis k 7161
‑
1:2014及jis k 7127:1999测定。
[0166]
·
密度
[0167]
高频介电加热粘接片的密度优选为1.5g/cm3以上、更优选为1.8g/cm3以上、进一步优选为2.0g/cm3以上、更进一步优选为2.2g/cm3以上。
[0168]
本实施方式的高频介电加热粘接片的密度优选为3.5g/cm3以下、更优选为3.3g/cm3以下、进一步优选为3.0g/cm3以下、更进一步优选为2.7g/cm3以下。
[0169]
高频介电加热粘接片的密度为1.5g/cm3以上时,通过卷对卷(roll to roll)方式进行片的成形时,容易抑制不均。
[0170]
高频介电加热粘接片的密度为3.5g/cm3以下时,容易防止由于高频介电加热粘接片的自重而产生的弯曲,防止其与被粘附物的接合部位发生剥离。
[0171]
高频介电加热粘接片的密度为3.5g/cm3以下时,由于能够抑制结构体的重量增加,因此容易提高使用接合了被粘附物与高频介电加热粘接片的结构体施工时的操作性。
[0172]
高频介电加热粘接片的密度可依据jis k 7112:1999的a法(水中置换法)进行测定。
[0173]
·
流动开始温度
[0174]
高频介电粘接剂层的流动开始温度优选为150℃以上、更优选为165℃以上、进一步优选为180℃以上。
[0175]
高频介电粘接剂层的流动开始温度优选为300℃以下、更优选为280℃以下、进一步优选为260℃以下、特别优选为240℃以下。
[0176]
高频介电粘接剂层的流动开始温度为150℃以上时,容易得到良好的耐热性。
[0177]
高频介电粘接剂层的流动开始温度为300℃以下时,容易在短时间内得到良好的粘接性。
[0178]
高频介电粘接剂层的流动开始温度的测定方法如后述实施例所述。
[0179]
·
厚度
[0180]
本实施方式的高频介电粘接剂层的厚度通常优选为10μm以上、更优选为50μm以上、进一步优选为100μm以上。
[0181]
本实施方式的高频介电粘接剂层的厚度优选为2000μm以下、更优选为1000μm以下、进一步优选为600μm以下。
[0182]
高频介电粘接剂层的厚度为10μm以上时,可以防止其相对于被粘附物的粘接力急剧下降。另外,高频介电粘接剂层的厚度为10μm以上时,在被粘附物的粘接面具有凹凸的情况下,高频介电粘接剂层能够追随该凹凸,容易表现出粘接强度。
[0183]
高频介电粘接剂层的厚度为2000μm以下时,可以以长条物形式卷成卷状、或适用于卷对卷(roll to roll)方式。另外,在冲压加工等后续工序中高频介电粘接剂层的操作变得容易。另外,由于高频介电粘接剂层的厚度越大则粘接结构体(结构体)整体的重量也增加,因此优选为在使用上不会产生问题的范围的厚度。
[0184]
·
介电特性(tanδ/ε’)
[0185]
作为本实施方式的高频介电加热粘接片的介电特性的介电损耗角正切(tanδ)、及
介电常数(ε’)可以依据jis c 2138:2007而进行测定,也可以基于阻抗材料法(impedance material method)而实现简便且准确的测定。
[0186]
本实施方式的高频介电加热粘接片的介电特性(tanδ/ε’)优选为0.005以上、更优选为0.008以上、进一步优选为0.01以上。
[0187]
本实施方式的高频介电加热粘接片的介电特性(tanδ/ε’)优选为0.05以下、更优选为0.03以下。介电特性(tanδ/ε’)是使用阻抗材料装置等测定的介电损耗角正切(tanδ)除以使用阻抗材料装置等测定的介电常数(ε’)而得到的值。
[0188]
高频介电加热粘接片的介电特性为0.005以上时,容易防止在进行了介电加热处理时不发生给定的放热而难以将被粘附物彼此强固地粘接这样的不良情况。
[0189]
高频介电加热粘接片的介电特性为0.05以下时,容易防止在施加高频的接合时发生被粘附物的损伤。
[0190]
需要说明的是,高频介电加热粘接片的介电特性的测定方法的详情如下所述。对于切割为给定大小的高频介电加热粘接片,使用阻抗材料分析仪e4991(agilent公司制),在23℃、频率40.68mhz的条件下分别测定介电常数(ε’)及介电损耗角正切(tanδ),计算出介电特性(tanδ/ε’)的值。
[0191]
·
熔体流动速率
[0192]
本实施方式的高频介电粘接剂层的熔体流动速率(melt flow rate、mfr)优选为1g/10分以上、更优选为3g/10分以上、进一步优选为5g/10分以上、更进一步优选为7g/10分以上、特别优选为10.0g/10分以上。
[0193]
本实施方式的高频介电粘接剂层的熔体流动速率优选为85g/10分以下、更优选为55g/10分以下、进一步优选为40g/10分以下、更进一步优选为20g/10分以下。
[0194]
高频介电粘接剂层的mfr为1g/10分以上时,可保持流动性、容易获得膜厚精度。
[0195]
高频介电粘接剂层的mfr为85g/10分以下时,容易获得成膜性。
[0196]
高频介电粘接剂层的mfr可以通过后述实施例的项目中所说明的方法进行测定。
[0197]
·
软化温度
[0198]
高频介电加热粘接片的软化温度优选为140℃以上、更优选为160℃以上、进一步优选为180℃以上、更进一步优选为200℃以上。
[0199]
高频介电加热粘接片的软化温度优选为300℃以下、更优选为260℃以下、进一步优选为240℃以下、更进一步优选为220℃以下。
[0200]
高频介电加热粘接片的软化温度为140℃以上时,容易提高高频介电粘接剂层的耐热性。本实施方式的高频介电加热粘接片与被粘附物接合而得到的结构体设置在室外的情况下,即使在像盛夏那样的高温环境下也容易确保被粘附物与高频介电加热粘接片的接合状态。
[0201]
高频介电加热粘接片的软化温度为300℃以下时,容易在短时间内得到稳定的接合强度。
[0202]
本实施方式的高频介电加热粘接片用于与具有含氟表面的被粘附物接合。通过使用本实施方式的高频介电加热粘接片与被粘附物接合,例如可以制造结构体。
[0203]
<结构体>
[0204]
图1示出了表示本实施方式的第1方式的结构体1的剖面示意图。
[0205]
本实施方式的第1方式的结构体1具有第1被粘附物21、高频介电加热粘接片10、和第2被粘附物22。结构体1在第1被粘附物21与第2被粘附物22之间包含高频介电加热粘接片10。结构体1是通过高频介电加热粘接片10将第1被粘附物21及第2被粘附物22接合而得到的接合体。
[0206]
高频介电加热粘接片10可以使用上述本实施方式的高频介电加热粘接片。
[0207]
第1被粘附物21及第2被粘附物22为上述本实施方式的被粘附物。第1被粘附物21具有含氟表面21a(第1含氟表面)。第2被粘附物22具有含氟表面22a(第2含氟表面)。第1被粘附物21及第2被粘附物22的形状在图1中虽然为片状,但本发明的高频介电加热粘接片并不限定于这样的形状。
[0208]
结构体1可用于要求耐候性、防污性、耐药品性及耐热性中的至少一种性能的用途。结构体1的用途没有特别限定,例如优选为设置于室外的用途。
[0209]
<接合方法>
[0210]
被粘附物优选通过介电加热处理进行接合,更优选通过包含下述工序(p1)及工序(p2)的接合方法进行接合。
[0211]
工序(p1):使被粘附物的含氟表面与高频介电粘接剂层抵接的工序。
[0212]
工序(p2):对高频介电粘接剂层施加高频而将高频介电加热粘接片与含氟表面接合的工序。
[0213]
工序(p1)为将高频介电加热粘接片配置到给定位置的工序。在本实施方式中,工序(p1)为在第1被粘附物21与第2被粘附物22之间夹持高频介电加热粘接片10的工序。第1被粘附物21及第2被粘附物22整体由含氟材料构成时,第1被粘附物21及第2被粘附物22的表面相当于含氟表面21a及含氟表面22a。另外,第1被粘附物21及第2被粘附物22具有由含氟材料构成的部分、和由不含氟的材料构成的部分的情况下,使含氟表面21a及含氟表面22a彼此相对,在含氟表面21a与含氟表面22a之间夹持高频介电加热粘接片10。
[0214]
高频介电加热粘接片10只要以第1被粘附物21与第2被粘附物22能够接合的方式夹持在第1被粘附物21与第2被粘附物22之间即可。高频介电加热粘接片10可以夹持在第1被粘附物21与第2被粘附物22之间的一部分、多处或整个面。从提高第1被粘附物21与第2被粘附物22的接合强度的观点考虑,优选跨越整个第1被粘附物21与第2被粘附物22的接合面夹持高频介电加热粘接片10。另外,作为在第1被粘附物21与第2被粘附物22之间的一部分夹持高频介电加热粘接片10的一个方式,可举出沿着第1被粘附物21与第2被粘附物22的接合面的外周将高频介电加热粘接片10配置为框状、夹持在第1被粘附物21与第2被粘附物22之间的方式。通过这样地将高频介电加热粘接片10配置为框状,在得到第1被粘附物21与第2被粘附物22的接合强度的同时,与跨越整个接合面配置了高频介电加热粘接片10的情况相比可以使构造体1轻质化。另外,根据在第1被粘附物21与第2被粘附物22之间的一部分夹持高频介电加热粘接片10的一个方式,由于可以减小所用高频介电加热粘接片10的尺寸,因此与跨越整个接合面配置了高频介电加热粘接片10的情况相比可以缩短高频介电加热处理时间。
[0215]
工序(p2)是使用介电加热粘接装置对夹持在第1被粘附物21与第2被粘附物22之间的高频介电加热粘接片10进行介电加热处理的工序。
[0216]
下面对在工序(p2)中使用的介电加热粘接装置及其介电加热处理条件进行说明。
在此,举出制造结构体1的例子进行说明。
[0217]
<介电加热粘接装置>
[0218]
图2中示出了介电加热粘接装置100的示意图。
[0219]
介电加热粘接装置100具备第1高频施加电极160、第2高频施加电极180、和高频电源200.
[0220]
第1高频施加电极160与第2高频施加电极180相互对置地配置。第1高频施加电极160及第2高频施加电极180具有压制机构。通过该压制机构,在第1高频施加电极160及第2高频施加电极180之间对第1被粘附物21、高频介电加热粘接片10及第2被粘附物22进行加压处理。
[0221]
第1高频施加电极160与第2高频施加电极180形成相互平行的一对平板电极的情况下,有时将这样的电极配置形式称为平行平板类型。
[0222]
高频的施加还优选使用平行平板类型的高频介电加热装置。使用平行平板类型的高频介电加热装置时,由于高频可以贯穿位于电极之间的高频介电加热粘接片,因此可以将高频介电加热粘接片整体加热,可以在短时间内将被粘附物与高频介电加热粘接片粘接。
[0223]
第1高频施加电极160及第2高频施加电极180分别例如连接有高频电源200,该高频电源200用于施加频率27.12mhz或40.68mhz左右的高频。
[0224]
介电加热粘接装置100如图2所示地,借助夹持在第1被粘附物21及第2被粘附物22之间的高频介电加热粘接片10进行介电加热处理。进一步,介电加热粘接装置100在介电加热处理的基础上还通过基于第1高频施加电极160及第2高频施加电极180的加压处理而将第1被粘附物21与第2被粘附物22粘接。
[0225]
在第1高频施加电极160及第2高频施加电极180之间施加高频电场时,在第1被粘附物21及第2被粘附物22的重合部分,高频介电加热粘接片10中的分散于粘接剂成分中的介电填料(未图示)会吸收高频能量。
[0226]
进而,作为b成分的介电填料作为发热源而发挥功能,由于介电填料的放热,使高频介电加热粘接片10的作为a成分的热塑性树脂成分熔融,即使是短时间处理,最终也能够将第1被粘附物21与第2被粘附物22强固地粘接。
[0227]
由于第1高频施加电极160及第2高频施加电极180具有加压机构,因此也可以作为加压装置发挥功能。因此,通过第1高频施加电极160及第2高频施加电极180在压缩方向的加压及高频介电加热粘接片10的加热熔融,能够将第1被粘附物21与第2被粘附物22更强固地粘接。
[0228]
<高频介电加热粘接条件>
[0229]
高频介电加热粘接条件可以适当变更,但优选为以下的条件。
[0230]
高频输出功率优选为10w以上、更优选为50w以上、进一步优选为100w以上。
[0231]
高频输出功率优选为50000w以下、更优选为20000w以下、进一步优选为15000w以下、更进一步优选为10000w以下、再进一步优选为1000w以下。
[0232]
高频输出功率为10w以上时,容易防止通过介电加热处理温度难以上升、从而不能得到良好的粘接力这样的不良情况。
[0233]
高频输出功率为50000w以下时,容易防止由于介电加热处理导致温度控制变得困
难的不良情况。
[0234]
高频的施加时间优选为1秒钟以上。
[0235]
高频的施加时间优选为60秒钟以下、更优选为45秒钟以下、进一步优选为35秒钟以下、更进一步优选为25秒钟以下、再进一步优选为10秒钟以下。
[0236]
高频的施加时间为1秒钟以上时,容易防止通过介电加热处理温度难以上升、从而不能得到良好的粘接力这样的不良情况。
[0237]
高频的施加时间为60秒钟以下时,容易防止结构体的制造效率降低、制造成本变高、以及被粘附物发生热劣化这样的不良情况。
[0238]
施加的高频的频率优选为1khz以上、更优选为1mhz以上、进一步优选为5mhz以上、更进一步优选为10mhz以上。
[0239]
施加的高频的频率优选为300mhz以下、更优选为100mhz以下、进一步优选为50mhz以下。具体而言,由国际电信联盟分配的工业用频带13.56mhz、27.12mhz或40.68mhz也可被用于本实施方式的高频介电加热粘接方法(接合方法)。
[0240]
(第1实施方式的效果)
[0241]
由于氟类树脂的极性极低,因此使用通常的粘接剂或热熔粘片不能接合含氟被粘附物。另外,由于氟类树脂的介电特性低,通过通常的焊接加工也不能接合含氟被粘附物。
[0242]
通过将本实施方式的高频介电加热粘接片用于与具有含氟表面的被粘附物的接合,即使不对被粘附物表面进行前处理也能够强固地接合。
[0243]
另外,通过选择a成分而使得高频介电加热粘接层的熔点与被粘附物的熔点之差为给定值以上,还能够抑制热导致的对被粘附物的损伤。
[0244]
对于本实施方式的高频介电加热粘接片而言,与使用需要涂布的粘接剂的情况相比容易操作,与被粘附物接合时的操作性也提高。本实施方式的高频介电加热粘接片可通过短时间的高频施加而与被粘附物接合。
[0245]
本实施方式的高频介电加热粘接片与一般的粘接剂相比耐水性及防潮性优异。
[0246]
本实施方式的高频介电加热粘接片由于不含溶剂,不易发生由用于与被粘附物的接合的粘接剂所导致的voc(挥发性有机化合物、volatile organic compounds)的问题。因此,将本实施方式的高频介电加热粘接片用于与被粘附物的接合而得到的结构体适用于建筑物等。
[0247]
本实施方式的高频介电加热粘接片由于通过高频介电加热而被加热,因此被粘附物仅在与高频介电加热粘接片接触的表面侧被局部加热。因此,根据本实施方式的高频介电加热粘接片,能够消除与被粘附物接合时被粘附物整体熔融这样的问题。
[0248]
根据使用了本实施方式的高频介电加热粘接片的粘接方法,可以通过介电加热粘接装置从外部仅对给定位置进行局部加热。因此,即使是被粘附物为大型且复杂的立体结构体或厚度大且复杂的立体结构等、并且要求高尺寸精度的情况下,使用了本实施方式的高频介电加热粘接片的接合方法也是有效的。
[0249]
根据使用了本实施方式的高频介电加热粘接片的粘接方法,能够适当控制高频介电加热粘接片的厚度等。因此,本实施方式的高频介电加热粘接片还能够适用于卷对卷(roll to roll)方式,并且可以通过冲压加工等而根据与被粘附物的粘接面积及被粘附物的形状将高频介电加热粘接片加工成任意的面积及形状。因此,从制造工序的观点考虑,本
实施方式的高频介电加热粘接片的优点也是显著的。
[0250]
〔实施方式的变形〕
[0251]
本发明并不限定于上述实施方式,本发明可以包括在能够实现本发明目的的范围内的变形及改良等。
[0252]
高频介电加热粘接片还可以具有粘合部。通过具有粘合部,在将高频介电加热粘接片夹持在被粘附物与被粘附物之间时可以防止错位而配置在正确的位置。粘合部既可以设置在高频介电粘接剂层的一面,也可以设置在两面。另外,相对于高频介电粘接剂层的面,粘合部可以设置在整个面,也可以部分地设置。
[0253]
另外,可以在高频介电加热粘接片的一部分设置临时固定用的孔及突起等。通过具有临时固定用的孔及突起等,在将高频介电加热粘接片贴合至被粘附物时,可以防止错位而配置在正确的位置。
[0254]
在使用了高频介电加热粘接片的接合方法中,还优选将被粘附物、和与该被粘附物不同的另外的被粘附物通过高频介电粘接剂层接合。此时,该另外的被粘附物也优选具有表面至少包含氟的含氟表面。作为被粘附物与另外的被粘附物的组合,可列举例如上述实施方式中的第1被粘附物与第2被粘附物的组合、或由第1被粘附物、第2被粘附物及第3被粘附物构成的组合等。接合方法也可以对4个以上的被粘附物进行接合。
[0255]
通过使用了高频介电加热粘接片的接合方法而制造的结构体并不限定于图1所示的方式。
[0256]
例如,可举出图3所示的结构体2。结构体2与在第1被粘附物21与第2被粘附物22之间夹持有高频介电加热粘接片10的结构体1不同,其具有以第1高频介电加热粘接片11与第2高频介电加热粘接片12夹持第1被粘附物21及第2被粘附物22的结构。作为第1高频介电加热粘接片11及第2高频介电加热粘接片12,优选使用在第1实施方式中说明了的高频介电加热粘接片。
[0257]
结构体2可以按照如下方式制造。以将第1被粘附物21的含氟表面21a及第2被粘附物22的含氟表面22a朝向外侧的状态叠合,在含氟表面21a侧贴合第1高频介电加热粘接片11,在含氟表面22a侧贴合第2高频介电加热粘接片12,再施加高频,由此可以制造结构体2。
[0258]
在使用了高频介电加热粘接片的接合方法中所使用的被粘附物的数量各自都没有特别限制。
[0259]
作为与上述实施方式不同的方式的被粘附物的接合结构,可举出粘接了3个以上被粘附物的接合结构。例如,粘接3个被粘附物(第1被粘附物、第2被粘附物及第3被粘附物)的情况下,可以与第1被粘附物相对地并排配置第2被粘附物及第3被粘附物,并将第1高频介电加热粘接片夹持在第1被粘附物与第2被粘附物之间、将第2高频介电加热粘接片夹持在第1被粘附物与第3被粘附物之间。更具体而言,可举出与第1被粘附物相对地并排配置第2被粘附物及第3被粘附物的方式。
[0260]
或者,也可以跨越第1被粘附物及第2被粘附物地配置一个高频介电加热粘接片,并将该一个高频介电加热粘接片夹持在第3被粘附物、与第1被粘附物及第2被粘附物之间。作为这种情况的例子,可举出如图4所示的结构体3。结构体3具有第1被粘附物21、第2被粘附物22及第3被粘附物23,以及高频介电加热粘接片10。高频介电加热粘接片10跨越第1被粘附物21及第2被粘附物22而配置。并且,在高频介电加热粘接片10的与含氟表面21a及含
氟表面22a相对的面的相反侧配置了第3被粘附物23。第3被粘附物23也具有含氟表面23a(第3含氟表面),使含氟表面23a朝向高频介电加热粘接片10地配置了第3被粘附物23。像结构体3这样地为在第3被粘附物23与第1被粘附物21及第2被粘附物22之间夹持一个高频介电加热粘接片10的结构时,可以强固地连接第1被粘附物21及第2被粘附物22。另外,例如在一个被粘附物分裂成了两个的情况下,也可以是使用相当于第3被粘附物的构件用于修补而将分裂了的被粘附物(第1被粘附物及第2被粘附物)相互接合这样的接合方法。另外,在被粘附物上产生了缺损部的情况下,还可以举出使用相当于第3被粘附物的构件用于修补而将第3被粘附物接合以覆盖该缺损部这样的接合方法。
[0261]
高频介电加热处理并不限定于上述实施方式中说明的将电极相对配置而成的介电加热粘接装置,也可以使用格栅电极类型的高频介电加热装置。格栅电极类型的高频介电加热装置具有在同一平面上每隔一定间隔交替地排列第1电极、和与第1电极极性相反的第2电极的格栅电极。
[0262]
例如,制造如图1所示的结构体1的情况下,在第1被粘附物21侧或第2被粘附物22侧配置格栅电极类型的高频介电加热装置而施加高频。
[0263]
使用格栅电极类型的高频介电加热装置来制造结构体时,也可以在结构体的两面侧分别配置格栅电极(第1格栅电极及第2格栅电极),从两面侧同时施加高频。
[0264]
例如,制造结构体1的情况下,也可以在第1被粘附物21侧配置第1格栅电极,在第2被粘附物22侧配置第2格栅电极,同时施加高频。
[0265]
使用格栅电极类型的高频介电加热装置来制造结构体时,也可以先在结构体的一面侧配置格栅电极而施加高频,之后再在结构体的另一面侧配置格栅电极而施加高频。
[0266]
例如,制造结构体1的情况下,也可以先在第1被粘附物21侧配置第1格栅电极而施加高频,之后在第2被粘附物22侧配置第2格栅电极而施加高频。
[0267]
对于高频的施加而言,还优选使用格栅电极类型的高频介电加热装置。通过使用格栅电极类型的高频介电加热装置,可以不受结构体厚度的影响而从结构体的表层侧,例如可以从距离高频介电加热粘接片的距离近的表层侧通过介电加热而将被粘附物彼此粘接。另外,通过使用格栅电极类型的高频介电加热装置,可实现结构体制造的节能化。
[0268]
需要说明的是,在图中为了简化而示例了使用将电极相对配置的介电加热粘接装置的方式。
[0269]
实施例
[0270]
以下,列举实施例对本发明进行更为详细的说明,但本发明完全不受这些实施例的限定。
[0271]
[高频介电加热粘接片的制作]
[0272]
[实施例1]
[0273]
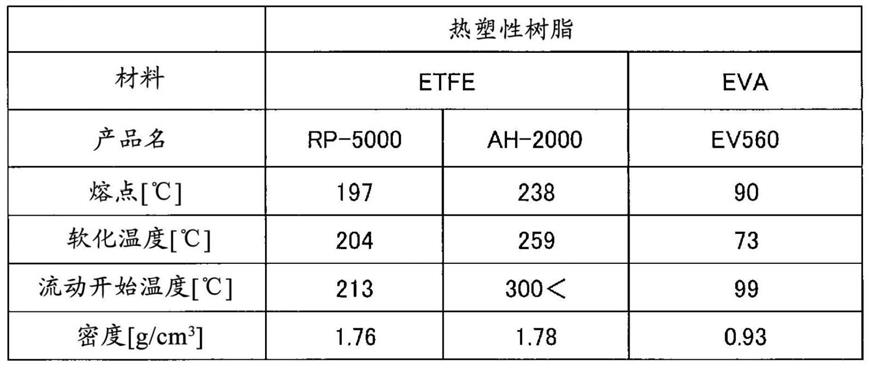
分别称量作为a成分的氟类热塑性树脂(大金工业株式会社制、产品名“neoflon efep rp
‑
5000”)80.0体积%、和作为b成分的氧化锌(堺化学工业株式会社制、产品名“lpzinc11”,平均粒径:11μm、表1中记为zno)20.0体积%并放入到容器内。表1中示出了作为a成分使用的树脂的物性,表2中示出了高频介电粘接剂层中各成分的配合比例。表2中各成分的配合比例是以体积%表示的值。
[0274]
将所称量的a成分及b成分在容器内进行了预混。将各成分预混之后,供给至30mm
φ双螺杆挤出机的料斗,将机筒设定温度设定为210℃以上且230℃以下、将模头温度设定为230℃,进行了熔融混炼,然后利用造粒机加工成颗粒状。
[0275]
接着,将所得粒料投入设置有t型模头的单螺杆挤出机的料斗,设为机筒温度230℃、模头温度230℃的条件,从t型模头挤出片状熔融混炼物,利用冷却辊进行冷却,由此制作了厚度400μm的高频介电加热粘接片。
[0276]
<高频粘接性>
[0277]
使用得到的高频介电加热粘接片以下述高频施加条件使作为被粘附物的两片氟树脂片粘接,得到了实施例1的结构体。氟树脂片使用了大金工业株式会社制造的neoflon ef
‑
0100(熔点:250℃)。氟树脂片的尺寸设为了25mm
×
100mm
×
0.1mm。
[0278]
<高频施加条件>
[0279]
在氟树脂片与氟树脂片之间夹持所得到的高频介电加热粘接片,并固定在了高频介电加热装置(yamamoto vinita株式会社制、yrp
‑
400t
‑
a)的电极之间,以该状态在频率40.68mhz、输出功率400w的条件下施加20秒钟高频,制作了试验片。
[0280]
[实施例2~6]
[0281]
除如下述表2所记载那样变更了a成分的种类及配合量、b成分的配合量、以及高频介电加热粘接片的厚度,并适当调整了混炼及成膜时的温度以外,通过与实施例1同样的方法得到了实施例2~6的结构体(试验片)。
[0282]
作为实施例6的a成分,使用了agc株式会社制、产品名“ah
‑
2000”。
[0283]
[比较例1]
[0284]
除如下述表2所记载那样变更a成分的种类,并适当调整了混炼及成膜时的温度以外,通过与实施例1同样的方法得到了比较例1的结构体(试验片)。
[0285]
在比较例1中,作为热塑性树脂使用了乙烯
‑
乙酸乙烯酯共聚物(dow
‑
mitsui polychemicals株式会社制、evaflex ev560)。
[0286]
[高频介电加热粘接片的评价]
[0287]
(粘接性测试(拉伸剪切力))
[0288]
使用万能拉伸试验机(instron公司制、instron 5581)在拉伸条件100mm/分的条件下对前述<高频粘接性>中得到的试验片测定了拉伸剪切力。并且,观察拉伸剪切力的测定中试验片的破坏模式,按照以下标准评价了粘接力。拉伸剪切力的测定依据了jis k 6850:1999。
[0289]
材料破坏或界面破坏(0.1mpa)的情况评价为“a”,其他情况评价为“f”。
[0290]
(表面自由能)
[0291]
高频介电粘接剂层的表面自由能(mj/m2)是测定各种液滴的接触角(测定温度:25℃),以该接触角的值为基础通过北崎
‑
畑(kitasaki
‑
hata)法求出的。
[0292]
使用二碘甲烷、1
‑
溴萘、及水的液滴,使用协和界面科学(株)制dm
‑
70通过静滴法依据jis r 3257:1999测定接触角(测定温度:25℃),以该接触角的值为基础通过北崎
‑
畑(kitasaki
‑
hata)法求出表面自由能(mj/m2)。
[0293]
(拉伸断裂伸长率及杨氏模量)
[0294]
将上述实施例及比较例中制造的高频介电加热粘接片裁切为15mm(td方向)
×
150mm(md方向)的试验片,依据jis k 7161:2014及jis k 7127:1999测定了在23℃下的拉
伸断裂伸长率(%)及杨氏模量(mpa)。具体而言,将上述试验片以卡盘间距100mm设置在拉伸试验机(株式会社岛津制作所制、autograph ag
‑
is 500n)上,然后以200mm/分的速度进行拉伸试验,测定了拉伸断裂伸长率(%)及杨氏模量(mpa)。
[0295]
(软化温度及流动开始温度)
[0296]
使用下降式流动性测试仪(株式会社岛津制作所制、型号“cft
‑
100d”)测定了实施例及比较例中使用的热塑性树脂或实施例及比较例中制造的高频介电加热粘接片的软化温度及流动开始温度。将载荷设为5kg,使用孔形状为φ2.0mm、长度为5.0mm的模头,并使用内径为11.329mm的机筒,使测定试料的温度以10℃/分上升,测定在升温的同时改变的冲程位移速度(mm/分),得到了试料的冲程位移速度的温度依赖性曲线。在该曲线中,以在低温侧得到的峰顶温度作为软化温度。
[0297]
另外,在经过软化温度的峰值之后,以冲程位移速度再次开始上升的温度作为流动开始温度。
[0298]
(熔体流动速率)
[0299]
如下所述地变更jis k 7210
‑
1:2014中记载的实验条件测定了测定试料的mfr。
[0300]
试验温度:230℃
[0301]
载荷:5kg
[0302]
模头:孔形状φ2.0mm、长度5.0mm
[0303]
机筒直径:11.329mm
[0304]
(熔点)
[0305]
依据jis k 7121:2012使用差示扫描量热仪(dsc ta instruments公司制、产品名“q2000”)测定了熔点。
[0306]
具体而言,先以20℃/分的升温速度从常温加热至250℃,在250℃保持了10分钟,以20℃/分的降温速度降至
‑
60℃,在
‑
60℃保持了10分钟。之后,再次以20℃/分的升温速度加热至250℃,得到dsc曲线,测定了熔点。
[0307]
(密度)
[0308]
依据jis k 7112:1999的a法(水中置换法)测定了高频介电加热粘接片及热塑性树脂的密度(g/cm3)。
[0309]
(介电特性)
[0310]
将制作的高频介电加热粘接片裁切为30mm
×
30mm的大小。对于裁切了的高频介电加热粘接片使用阻抗材料分析仪e4991(agilent公司制)、在23℃且频率40.68mhz的条件下分别测定了介电常数(ε’)及介电损耗角正切(tanδ)。基于测定结果而计算出了介电特性(tanδ/ε’)的值。
[0311]
[表1]
[0312]
[0313][0314]
可知根据实施例1~6的高频介电加热粘接片,与比较例1的片相比能够将氟树脂彼此强固地接合。
[0315]
此外,根据实施例1~5的高频介电加热粘接片,在制作试验片时作为被粘附物的氟树脂片没有产生变形。使用实施例6的高频介电加热粘接片制作试验片时,氟树脂片产生了变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1