在曲线中添加纤维增强热塑性细丝片段的制作方法
1.本发明总体上涉及增材制造,并且更特别地涉及使用纤维增强热塑性细丝(filament)的片段作为其基本制造单元的增材制造方法。
背景技术:
2.以可以通过在特定位置处并且以特定顺序连续添加砖块来建造建筑物的相同方式,在增材制造领域中众所周知的是,可以通过在特定位置处并且以特定顺序连续添加纤维增强热塑性细丝的片段来制造制品。细丝片段是长的、细的,并且在细丝片段被加热到高于第一温度时类似于湿意大利面条(spaghetti),并且在细丝片段被冷却到低于第二温度时类似于干意大利面条。
3.添加细丝片段涉及三个任务:
4.(1)确定应当在何处添加每个细丝片段,
5.(2)将每个细丝片段沉积在期望位置处,以及
6.(3)夯实每个细丝片段以确保粘合并消除空隙。将依次论述这些方面中的每个方面。
7.确定每个细丝片段应当放置在哪里的任务由工程师、计算机辅助设计系统、或工程师和计算机辅助设计系统两者来执行。尽管该任务可以在添加第一细丝片段之前执行,但是该任务也可以在制造期间实时执行,以补偿实际添加细丝片段的位置与应当添加细丝片段的位置之间的任意差异。应当添加细丝片段的纵向轴线的位置称为“目标路径”。
8.目标路径可以包括:
9.(i)一个或更多个笔直部分,或者
10.(ii)一个或更多个平面弯曲部分,或者
11.(iii)一个或更多个非平面弯曲部分,或者
12.(iv)i、ii和iii的任意组合。
13.由于细丝片段不能抵抗重力并漂浮在空气中,因此该细丝片段必须全部或部分地沉积在支承结构的表面上。短的细丝片段可以是悬臂式的或悬挂式的,但是片段的大部分必须是直接下围的。用于细丝片段的支承结构可以是但不限于以下各者:
14.(i)构建板,或者
15.(ii)模具,或者
16.(iii)心轴,或者
17.(iv)支架,或者
18.(v)一个或更多个先前添加的细丝片段,或者
19.(vi)i、ii、iii、iv和v的任意组合。
20.由于目标路径表示应当添加细丝片段的纵向轴线的位置,因此目标路径靠近支承结构的表面但不与支承结构的表面重合。在大多数情况下,目标路径遵循相邻支承结构的表面的轮廓。
21.将细丝片段沉积在期望位置处的任务涉及铺设一定长度的细丝片段,使得该片段的纵向轴线与目标路径精确地重合。
22.夯实细丝片段的任务涉及将细丝按压到下面的支承结构中以确保以下各者:
23.(i)细丝与支承结构的内聚力/粘附力,以及
24.(ii)消除气穴(即,空隙),这将削弱最终制品。
25.通常,夯实细丝片段的任务是通过以与层压材料和饰面如何卷起类似的方式沿着细丝的长度操纵轮来完成的。
26.通常,利用细丝片段的增材制造的成功取决于系统精确地沿着目标路径添加每个细丝片段的能力。另外,存在不容易实现这一点的情况。
技术实现要素:
27.本发明的一些实施方式能够将细丝片段添加到支承结构,而没有在现有技术中这样做的一些成本和缺点。特别地,本发明的一些实施方式能够以比现有技术更高的空间精度将细丝片段添加至支承结构。
28.在现有技术的一些实施方式中,沉积细丝片段的任务在开始夯实(tamp)片段之前完成。换句话说,将细丝片段沿着目标路径沉积,并且在沉积所有细丝之后,然后夯实该片段。由于各种原因,这是不利的。
29.在现有技术的一些替代性实施方式中,并且根据说明性实施方式,沉积任务与夯实任务同时执行。为了帮助理解这一点,考虑细丝片段的四个相邻部分:
30.(1)细丝片段的已被沉积且正在被夯实的第一部分,
31.(2)细丝片段的与第一部分相邻且正被沉积的第二部分,
32.(3)细丝片段的与第二部分相邻且将被沉积的第三部分,以及
33.(4)细丝片段的与第三部分相邻且将在第三部分被沉积之后沉积的第四部分。
34.在这种情况下,本发明的发明人发现,当目标路径包含曲线(平面或非平面)时,在目标路径之外而不是沿着目标路径添加细丝片段(例如,如图5所示,其中细丝111的位置与目标路径206不重合)。
35.为了理解该问题,必须理解第二部分如何被引导到目标路径中以进行沉积。根据现有技术和说明性实施方式,第二部分不被直接引导到目标路径中。没有机械或机构直接接触第二部分。
36.相反,第二部分借助于其在第一部分与第三部分之间的位置而被间接地引导。换句话说,只要第二部分自由移动,由于第一部分与第三部分之间的张力,因此第二部分将以直线存在于第一部分与第三部分之间。
37.而第一部分在夯实时的位置是固定的,第三部分的位置横向移动以将第二部分引导到目标路径中。为了在曲线中实现这一点,第三部分必须在曲线的切线上移动到曲线之外。此后,当第二部分夯实在目标路径上时,第四部分的位置横向移动,以将第三部分引导到目标路径中。
38.然而,在实践中,发明人发现,轮同时执行以下各者:
39.(i)夯实细丝片段的第一部分,并且
40.(ii)当第二部分在目标路径之外时,第二部分被夹住,这防止第二部分被引导到
目标路径中。
41.这个问题可以通过使用具有小半径的轮来改善,但是这不能消除问题,并且使用小轮存在缺点。
42.另一种解决方案是改变轮沿着细丝转向的方式。在现有技术中,根据说明性实施方式,轮沿着细丝转向,使得轮的横摆(yaw)轴线与目标路径相交并且沿着目标路径前进。然而,现有技术和说明性实施方式为轮的横摆轴线选择不同的线。这些线相对于轮基本对称的线——轮的俯仰轴线——被部分定义。
43.在现有技术中,选择与轮的俯仰轴线相交的直线作为轮的横摆轴线。相反,根据说明性实施方式,选择从轮的俯仰轴线偏移的线作为轮的横摆轴线。
44.偏移的大小取决于几个因素,所述几个因素包括:
45.(i)轮的半径,
46.(ii)细丝的横截面尺寸,
47.(iii)细丝在被夯实时的压实程度,以及
48.(iv)目标路径相对于轮的曲率的曲率。
49.此外,由于目标路径的曲率可能在目标路径的不同位置发生变化,因此偏移量可能在目标路径的不同位置发生变化,并且因此偏移量——以及轮的横摆轴线相对于轮的侧倾(roll)轴线的位置——随着轮沿着目标路径前进而动态地调整。
50.该说明性实施方式包括:将细丝沿着目标路径沉积在支承结构的表面上;以及通过使轮沿着细丝转向而用轮将细丝夯实到支承结构上;其中,轮包括:(i)俯仰轴线,轮围绕俯仰轴线基本对称;以及(ii)周向表面,该周向表面包括:(ii-a)辊隙(nip)线段,在辊隙线段处,周向表面在第一长度的细丝上施加最大径向力,以及(ii-b)夹紧线段,在夹紧线段处,轮首先将第二长度的细丝夹紧在周向表面与支承结构之间,使得第二长度的细丝平行于俯仰轴线的任意移动基本上被限制;以及(iii)横摆轴线,该横摆轴线:(iii-a)垂直于俯仰轴线,(iii-b)具有距俯仰轴线的非零偏移s,其中,s是正实数,并且(iii-c)与夹紧线段相交;以及(iv)侧倾轴线,侧倾轴线与俯仰轴线和横摆轴线相交并且垂直于俯仰轴线和横摆轴线;并且其中,使轮转向包括使轮移动,使得横摆轴线与目标路径相交并且沿着目标路径前进。
附图说明
51.图1描绘了根据本发明的说明性实施方式的增材制造系统100的主要部件的图示。
52.图2a描绘了根据本发明的说明性实施方式的支承结构106的正投影俯视图。
53.图2b描绘了根据本发明的说明性实施方式的支承结构106的正投影正视图。
54.图2c描绘了根据本发明的说明性实施方式的支承结构106的正投影侧视图。
55.图3a描绘了根据本发明的说明性实施方式的夯实工具108的正投影侧视图。
56.图3b描绘了根据本发明的说明性实施方式的夯实工具108的正投影正视图。
57.图3c描绘了根据本发明的说明性实施方式的夯实工具108的正投影俯视图。
58.图4描述了在细丝111和直的目标路径的情况下夯实工具108沿着横截面aa-aa截取的正投影俯视图。
59.图5描绘了在细丝111已经被轮305夯实并且使用辊隙轴线311作为横摆轴线被转
向之后,支承结构106、目标路径206和细丝111的关系的俯视图,如现有技术中那样。
60.图6描绘了在细丝111已经被轮305夯实并且使用夹紧轴线313作为横摆轴线被转向之后支承结构106、目标路径206和细丝111的关系的俯视图,如说明性实施方式中那样。
61.图7描绘了在细丝111和凹形目标路径的情况下夯实工具108沿着横截面aa-aa截取的正投影正视图。
62.图8描绘了在细丝111和凸形目标路径的情况下夯实工具108沿着横截面aa-aa截取的正投影正视图。
63.图9描绘了说明性实施方式的操作的流程图。
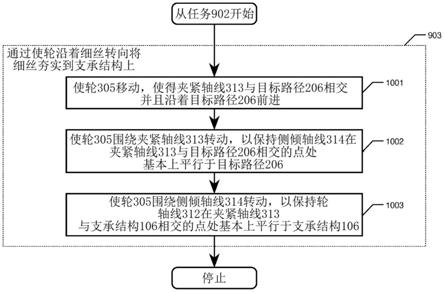
64.图10描绘了任务903的细节的流程图,即,通过使轮305沿着细丝111转向用夯实工具108将细丝111夯实到支承结构106上。
具体实施方式
65.图1描绘了根据本发明的说明性实施方式的增材制造系统100的主要部件的图示。增材制造系统100包括:平台101、机器人安装件102、机器人臂103、构建板支承件104、构建板105、支承结构106、沉积头107、夯实工具108、控制器109、细丝卷轴110、细丝111和构建容积部112。制造系统100的目的是通过将有限长度的细丝连续地沉积在彼此的顶部上来制造制品。
66.平台101是刚性结构,其确保机器人安装件102、机器人臂103、沉积头107和夯实工具108的相对空间关系相对于构建板支承件104、构建板105和支承结构106被维持和已知。本领域技术人员将清楚如何制造和使用平台101。
67.机器人安装件102是用于机器人臂103的刚性且稳定的支承件。本领域技术人员将清楚如何制造和使用机器人安装件102。
68.机器人臂103包括在控制器109的控制下的六轴机械臂。机器人臂103的非限制性示例是由abb提供的irb 4600机器人。机器人臂103能够在沉积头107处于任意接近角度的情况下将纤维增强热塑性细丝的片段从构建容积部112中的任意三维坐标沉积到构建容积部112中的任意其他三维坐标。机器人臂103可以使夯实工具108沿以下方向移动:
69.i.+x方向,
70.ii.-x方向,
71.iii.+y方向,
72.iv.-y方向,
73.v.+z方向,
74.vi.-z方向,以及
75.vii.i、ii、iii、iv、v和vi的任意组合,
76.并且同时使夯实工具108围绕构建容积部112内的任意线、任意平面曲线和任意非平面曲线旋转了接近角。本领域技术人员将清楚如何制造和使用机器人臂103。
77.构建板支承件104是用于构建板105和支承结构106的刚性且稳定的支承件。构建板支承件104包括步进马达,该步进马达在控制器109的控制下能够使构建板105(以及因此支承结构106)围绕与x-y平面正交的轴线旋转。本领域技术人员将清楚如何制造和使用构建板支承件104。
78.构建板105是刚性支承件,支承结构106刚性地附连到其上,使得其不能独立于构建板105移动或旋转。本领域技术人员将清楚如何制造和使用构建板105。
79.支承结构106包括多个有限长度的细丝,所述多个有限长度的细丝已经沉积并夯实成图2a、图2b和图2c中所描绘的形状。
80.沉积头107包括(i)将有限长度的细丝111沿着目标路径206(图2a中所示)沉积在支承结构106上,以及(ii)使用作为沉积头107的子组件的夯实工具108将细丝夯实到支承结构106中所必需的硬件。沉积头107在于2018年9月18日授权的题为“filament guide(细丝引导件)”的美国专利10,076,870(代理人案卷号3019-142usl)中有详细描述,为了描述沉积头107,将该项专利申请通过参引并入本文。此外,关于沉积头107的辅助细节在以下专利中进行描述:
81.(i)于2019年2月5日授权的题为“filament pleating in 3d printing systems(在3d打印系统中的细丝打褶)”的美国专利10,195,786(代理人案卷号3019-115usl);以及
82.(ii)于2018年8月14日授权的题为“alleviating torsional forces on fiber-reinforced thermoplastic filament(减轻纤维增强热塑性细丝上的扭转力)”的美国专利10,046,511(代理人案卷号3019-143usl);以及
83.(iii)于2017年12月26日提交的题为“depositing arced portions of fiber-reinforced thermoplastic filament(沉积纤维增强热塑性细丝的弧形部分)”且序列号为15/854,676的未决的美国专利申请(代理人案卷号3019-157usl);
84.所有这些专利均通过参引并入本文。在阅读本公开和所结合的文献之后,本领域技术人员将清楚如何制造和使用本发明的其中使用组合沉积头/夯实轮的替代性实施方式。
85.控制器109包括用以引导构建容积部112、机器人臂103、沉积头107和构造板支承件104所需的硬件和软件,以便制造制品。本领域技术人员将清楚如何制造和使用控制器109。
86.细丝卷轴110是圆形卷轴,其存储1000米的细丝111并且将该细丝进给至沉积头107。本领域技术人员将清楚如何制造和使用细丝卷轴110。
87.细丝111包括基本上平行于其纵向轴线的增强纤维的丝束。根据说明性实施方式,细丝111包括用热塑性树脂浸渍的连续12k碳纤维的圆柱形束浸料。细丝111的横截面是圆形的并且具有200μm的直径。
88.根据说明性实施方式,细丝111包括连续的碳纤维,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中细丝111具有不同的纤维组成的替代性实施方式。
89.本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中细丝111包括不同数量的纤维(例如,1k、3k、6k、24k等)的替代性实施方式。本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中细丝111中的纤维由不同的材料(例如,玻璃纤维、芳族聚酰胺、碳纳米管等)制成的替代性实施方式。
90.根据说明性实施方式,热塑性塑料通常是半结晶聚合物,特别是称为聚醚酮(pek)的聚芳醚酮(paek)。根据本发明的一些替代性实施方式,半结晶材料是聚芳醚酮(paek)、聚醚醚酮(peek)、聚醚酮酮(pekk)、聚醚醚酮酮(peekk)或聚醚酮醚酮酮(pekekk)。如本领域
技术人员在阅读本说明书之后将理解的,所公开的退火工艺——由于其通常涉及半结晶聚合物——在高于玻璃化转变温度tg的温度下进行。
91.根据本发明的一些替代性实施方式,半结晶聚合物不是聚芳醚酮(paek)而是另一半结晶热塑性塑料(例如,聚酰胺(pa)、聚对苯二甲酸丁二醇酯(pbt)、聚(对苯硫醚)(pps)等)或者半结晶聚合物和无定形聚合物的混合物。
92.当细丝包括无定形聚合物与半结晶聚合物的共混物时,半结晶聚合物可以是前述材料中的一种,并且无定形聚合物可以是聚芳基砜比如聚砜(psu)、聚醚砜(pesu)、聚苯砜(ppsu)、聚醚砜(pes)、或者聚醚酰亚胺(pei)。在一些附加实施方式中,无定形聚合物可以是例如但不限于聚苯醚(ppo)、丙烯腈丁二烯苯乙烯(abs)、甲基丙烯酸甲酯丙烯腈丁二烯苯乙烯共聚物(absi)、聚苯乙烯(ps)、或者聚碳酸酯(pc)。如本领域技术人员在阅读本说明书之后将理解的,所公开的退火工艺——由于其涉及非晶态聚合物与半晶态聚合物的共混物——通常在低于具有相同玻璃化转变温度的半晶态聚合物的温度下进行,在某些情况下,退火工艺可以在略低于玻璃化转变温度的温度下进行。
93.当细丝包含非晶态聚合物与半晶态聚合物的混合物时,半晶态材料与非晶态材料的重量比可以在约50:50至约95:05的范围内且含端值,或者在约50:50至约90:10的范围内且含端值。优选地,混合物中半结晶材料与非晶材料的重量比在60:40至80:20之间且含端值。针对任意特定应用选择的比率可能主要根据所使用的材料和印刷物品所需的特性而变化。
94.在本发明的一些替代性实施方式中,细丝包括金属。例如但不限于,细丝可以是包括不锈钢、铬镍铁合金(镍/铬)、钛、铝、钴铬合金、铜、青铜、铁、贵金属(例如,铂、金、银等)的线材。
95.构建容积部112是三维空间中的一区域,在该区域中,机器人臂103能够沉积和夯实细丝111。支承结构106完全存在于构建容积部112内。
96.图2a、图2b和图2c描绘了根据说明性实施方式的支承结构106的正投影正视图、正投影侧视图和正投影俯视图。
97.根据说明性实施方式,支承结构106具有矩形覆盖区域并且为100mm宽(即,在dc方向上)和50mm深(即,在dg方向上)。支承结构106的底表面(即,与构建板105相邻的表面)是平面的,与构建板105相邻,并且平行于构建板105。支承结构106的顶表面是非平面的、连续的(即,不包括间断),并且由以下等式描述:
[0098][0099]
其中,x是0≤x≤100范围内的实数。
[0100]
尽管支承结构106具有矩形覆盖区域,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中支承结构具有任意覆盖区域的替代性实施方式。
[0101]
尽管支承结构106具有100mm
×
50mm的覆盖区域,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用任意尺寸的本发明的替代性实施方式。
[0102]
尽管支承结构106具有平面的底表面,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中底表面具有任意形式(例如,平面、非平面、不规则、凸形、凹形、半球形等)的替代性实施方式。
[0103]
尽管支承结构106具有连续的底表面,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中底表面包括一个或更多个不连续部的替代性实施方式。
[0104]
尽管支承结构106具有与构建板105相邻的底表面,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中底表面的一个或更多个部分不与构建板相邻的替代性实施方式。
[0105]
尽管支承结构106具有非平面的顶表面,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中顶表面具有任意形式(例如,平面、不规则、凸形、凹形、半球形等)的替代性实施方式。
[0106]
尽管支承结构106具有连续的顶表面,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中顶表面包括一个或更多个不连续部的替代性实施方式。
[0107]
根据说明性实施方式,一定长度的细丝将被沉积并夯实到支承结构106的顶表面上。特别地,细丝将被沉积到支承结构106上,使得细丝的纵向轴线与被称为目标路径206的非平面空间曲线精确地重合。由于细丝具有圆形横截面和200μm的直径,因此目标路径206由矢量函数参数化地表示:
[0108]
p(t)=x(t)i+y(t)j+z(t)k
ꢀꢀ
等式(2)
[0109]
其中:
[0110]
x(t)=[80t+10]mm
ꢀꢀ
等式(3a)
[0111]
y(t)=[10sin(2πt)+25]mm
ꢀꢀ
等式(3b)
[0112]
z(t)=[10sin(2πt)+20.1]mm
ꢀꢀ
等式(3c)
[0113]
其中,t是在0≥t≥1范围内的实数。
[0114]
根据说明性实施方式,目标路径206是连续的非平面曲线,但是本领域技术人员在阅读本公开之后将清楚如何针对任意目标路径(例如,直的、平面曲线、非平面曲线等)制造和使用本发明的替代性实施方式。
[0115]
根据说明性实施方式,目标路径206不包括任意不连续部,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中目标路径包括一个或更多个不连续部的替代性实施方式。
[0116]
图3a、图3b和图3c描绘了根据说明性实施方式的夯实工具108的正投影正视图、侧视图和俯视图。夯实工具108包括:工具柄301、轮支架302、轮轴303、轮衬套304和轮305。轮305围绕轮轴线312基本对称。
[0117]
根据说明性实施方式,工具柄301、轮支架302、轮轴303、轮衬套304和轮305各自由不锈钢制成,但是本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中任意或所有部件由不同材料制成的替代性实施方式。
[0118]
根据说明性实施方式,当轮305夯实细丝111时,轮305的角取向相对于增材制造系统100的坐标系改变。根据说明性实施方式,轮305的角取向根据三个正投影轴线来描述:
[0119]
(i)俯仰(pitch)轴线,
[0120]
(ii)横摆轴线,以及
[0121]
(iii)侧倾轴线。
[0122]
根据说明性实施方式,用于标记飞行器的侧倾轴线、俯仰轴线和横摆轴线的一般惯例不被用于轮305,这是因为类比不完美并且在应用于轮305时可能导致混淆。
[0123]
根据说明性实施方式,轮305的俯仰轴线被指定为轴线-轮轴线312,轮305围绕该轴线表现出基本对称性。
[0124]
根据说明性实施方式,轮305的侧倾轴线被指定为侧倾轴线314(在图3a和图3b中示出),这是因为侧倾轴线314通常平行于轮305的行进方向。根据说明性实施方式,侧倾轴线314与轮轴线312相交,但是与飞行器不同,侧倾轴线314被限定为保持水平(即,垂直于z轴)并且不随着轮305旋转而倾斜或下降。
[0125]
在现有技术中,轮305的横摆轴线是辊隙轴线311,如图3a、图3b、图3c和图4所示,并且如在下面详细描述的那样。相比之下,根据说明性实施方式,轮305的横摆轴线是夹紧轴线313,如图3a、图3b、图3c和图4所示,并且如在下面详细描述的那样。
[0126]
图4描绘了在将细丝111沿着目标路径206夯实到支承结构106上的情况下夯实工具108沿着横截面aa-aa截取的正投影正视图。
[0127]
根据说明性实施方式,轮305在围绕其圆周的不同位置处对细丝111施加不同量的径向力。例如,接触线段401是轮305的周向表面上的线段,轮305在该线段处最初接触一定长度的细丝111。轮305在与线段401接触处的细丝111上的径向力接近零。
[0128]
相比之下,辊隙线段402是轮305的周向表面上的线段,其中,轮305在一定长度的细丝111上施加最大径向力。
[0129]
并且在进一步的对比中,夹紧线段403是轮305的周向表面上的线段,其中,轮305首先将一定长度的细丝111夹紧在周向表面与支承结构之间,使得细丝111的平行于轮轴线312的任意移动基本上被约束。本领域技术人员在阅读本公开之后将清楚如何理论上和经验上确定本发明的每个实施方式的夹紧线段的位置。夹紧线段403总是在轮305的周向表面上的接触线段401与辊隙线段402之间。
[0130]
在现有技术中和根据说明性实施方式中,机器人臂103通过使轮305沿着目标路径206转向而将细丝111夯实到支承结构106上。然而,在现有技术中的轮305如何转向与说明性实施方式中的轮305如何转向之间存在显著差异。在现有技术中,轮305通过以下方式沿着目标路径206转向:
[0131]
(i)通过使轮305移动,使得横摆轴线-辊隙轴线311-与目标路径206相交并沿着目标路径206前进,以及
[0132]
(ii)通过使轮305围绕横摆轴线-辊隙轴线311转动,以保持侧倾轴线-侧倾轴线314在横摆轴线与目标路径206相交的点处基本上平行于目标路径206,以及
[0133]
(iii)通过使轮305围绕侧倾轴线-侧倾轴线314转动,以保持俯仰轴线-轮轴线312在横摆轴线-辊隙轴线311与支承结构106相交的点处基本上平行于支承结构106。
[0134]
根据现有技术,辊隙轴线311:
[0135]
(i)垂直于俯仰轴线-轮轴线312,
[0136]
(ii)与俯仰轴线-轮轴线312相交,并且
[0137]
(iii)与辊隙线段402的中点相交。
[0138]
图5描绘了在细丝111已经被轮305夯实并且使用辊隙轴线311作为横摆轴线被转向之后,支承结构106、目标路径206和细丝111的关系的俯视图,如现有技术中那样。当辊隙轴线311用作轮305的横摆轴线时,轮305的不利影响是在将连续长度的细丝111“固定”就位之前将细丝111从目标路径206上“卡住”。特别地,当辊隙轴线311用作轮轴312的横摆轴线
时,轮305在目标路径206的弯曲部分上卡住宽的丝。这显然是不利的。
[0139]
相反,根据说明性实施方式,轮305通过以下方式沿着目标路径206转向:
[0140]
(i)通过使轮305移动,使得横摆轴线-夹紧轴线313-与目标路径206相交并沿着目标路径206前进,以及
[0141]
(ii)通过使轮305围绕横摆轴线-夹紧轴线313转动,以保持侧倾轴线-侧倾轴线314在横摆轴线与目标路径206相交的点处基本上平行于目标路径206,以及
[0142]
(iii)通过使轮305围绕侧倾轴线-侧倾轴线314转动,以保持俯仰轴线-轮轴线312在横摆轴线-夹紧轴线313与支承结构106相交的点处基本上平行于支承结构106。
[0143]
本领域技术人员在阅读本公开之后将清楚如何制造和使用本发明的其中轮305根据标准i或ii或iii或i、ii和iii的任意组合来转向的替代性实施方式。
[0144]
根据说明性实施方式,夹紧轴线313:
[0145]
(i)垂直于俯仰轴线-轮轴线312,
[0146]
(ii)具有距俯仰轴线-轮轴线312的非零偏移s(即,其不与轮轴线312相交),并且
[0147]
(iii)与夹紧线段403(例如,夹紧线段的中点等)相交,
[0148]
其中,s是正实数。
[0149]
偏移s的值取决于目标路径206在夹紧轴线313处相对于夹紧轴线313的瞬时曲率。例如,如图4所示,当目标路径206没有曲率(即,是直线的)时,偏移s具有一个值,如图7所示,当目标路径206是凹形的时,偏移s具有更大的值,并且如图8所示,当目标路径206是凸形的时,偏移s具有更小的值。根据说明性实施方式,当轮305沿着目标路径206转向时,动态地调整偏移s的值。本领域技术人员在阅读本说明书之后将清楚如何在理论上和经验上确定偏移s的值。
[0150]
图6描绘了在细丝111已经被轮305夯实并且使用夹紧轴线313作为横摆轴线被转向之后支承结构106、目标路径206和细丝111的关系的俯视图,如说明性实施方式中那样。根据说明性实施方式,轮305的周向表面精确地将细丝111直接夯实到目标路径206上,而不管目标路径206和支承结构106的曲率如何。
[0151]
图9描绘了说明性实施方式的操作的流程图。
[0152]
在任务901处,使用计算机辅助设计软件的工程师在支承结构106的表面上建立目标路径,其中,细丝111的片段应当被沉积和夯实。本领域技术人员将清楚如何完成任务901。
[0153]
在任务902处,机器人臂103和沉积头107在控制器109的控制下将一定长度的细丝111沿着目标路径206沉积在支承结构106上。本领域技术人员将清楚如何完成任务902。
[0154]
在任务903处,机器人臂和夯实工具108夯实在任务902中沿着目标路径206沉积的一定长度的细丝111。在图10和所附文本中对任务903进行详细描述。
[0155]
本领域技术人员将清楚的是,任务902和任务903在不同长度的细丝111上同时执行。
[0156]
图10描绘了任务903的细节的流程图,即,通过使轮305沿着细丝111转向用夯实工具108将细丝111夯实到支承结构106上。
[0157]
在任务1001处,机器人臂103和夯实工具108在控制器109的控制下使轮305移动,使得横摆轴线-夹紧轴线313与目标路径206相交并且沿着目标路径206前进。本领域技术人
员在阅读本公开之后将清楚如何制作和使用本发明的完成任务1001的实施方式。
[0158]
在任务1002处,机器人臂103和夯实工具108在控制器109的控制下使轮305围绕横摆轴线-夹紧轴线313转动,以保持侧倾轴线-侧倾轴线314在横摆轴线与目标路径206相交的点处基本上平行于目标路径206。本领域技术人员在阅读本公开之后将清楚如何制作和使用本发明的完成任务1002的实施方式。
[0159]
在任务1003处,机器人臂103和夯实工具108在控制器109的控制下使轮305围绕侧倾轴线-侧倾轴线314转动,以保持俯仰轴线-轮轴线312在横摆轴线-夹紧轴线313与支承结构106相交的点处基本上平行于支承结构106。本领域技术人员在阅读本公开之后将清楚如何制作和使用本发明的完成任务1003的实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1