将复合材料叶片注射结合到凹穴中的制作方法
1.本发明特别地,但非排他地,涉及一种将复合材料叶片注射结合到支撑件的凹穴或空腔的方法,该复合材料叶片和支撑件用于燃气涡轮发动机。从本文的公开内容将认识到,本发明还适用于除燃气涡轮发动机之外的不同应用中的注射结合。
2.本发明还涉及一种用于实施该方法的设备。
背景技术:
3.将叶片连结到支撑件的现有方法包括在将叶片放入支撑件的空腔之前将粘合剂施加或涂抹到叶片上。一旦将叶片放入到固定件中之后,就将其固化以将其固定在位。这种方法既简单又经济,并且无需昂贵的装备或培训即可进行。
4.尽管现有的制造技术提供了上述优点,但发明人已经确定在以这种方式形成的部件中可能存在缺陷。具体而言,结合线中可能会产生大空穴,这是成问题的,因为它们会降低连结点的结构完整性并可能导致故障。
5.用于形成此类部件的替代技术包括需要复杂且昂贵的制造装备的注射结合。然而,传统的注射成型技术仍然会使结构内形成空穴和不连续性。这通常是由于在粘合剂流动前沿中形成了气穴而造成的。此外,粘合剂入口和出口的复杂几何形状和定位有时会导致入口和出口周围的区域或容积难以用粘合剂填充。在注射粘合剂时,粘合剂中也可能存在空气或气体,这进一步导致形成气穴。
6.此外,注射到连结点中的粘合剂采用阻力最小的路径穿过空腔。因此,粘合剂经常不均匀地分布在叶片和支撑件之间的空腔中。例如,粘合剂可能在叶片最靠近注射点的一侧移动,因此意味着在叶片的两侧上存在不均匀量的粘合剂。因此,叶片在两侧上被不均匀地固定。这会导致叶片中的应力分布不均匀。因此,在使用标准注射结合方法时,连结点的结构完整性仍未得到优化。
7.本发明人已经设计了一种改进的形成结合零件的方法。具体地,发明人已经设计了一种方法,该方法提供对基本结合技术的改进并且另外克服了叶片和支撑件之间的连结点的传统注射结合的缺陷。这种方法是在叶片和支撑件之间实现气密密封的非传统方法。
8.从这里的公开内容将认识到,本发明也适用于其它应用,在这些应用中,期望使用注射结合来连接两个部件,其中希望在结合线中没有空穴。
技术实现要素:
9.本发明的方面在所附权利要求中限定。
10.根据第一方面,提供了一种将复合材料叶片结合到至少一个支撑件的方法。该方法包括以下步骤:(a)将叶片的一端定位在支撑件内;(b)使粘合剂在叶片和支撑件之间从入口朝向出口流动;(c)使粘合剂从出口朝向入口反向流动。
11.以此方式,在叶片和支撑件之间实现气密密封。这在燃气涡轮发动机(例如零件之间需要严格公差的飞机发动机)中很重要。由于在流动前沿中形成的气穴或由于叶片和支
撑件之间的间隔的复杂几何形状,通常在粘合剂中形成空穴。因此,反向流动能够填充粘合剂中的任何空穴。
12.术语“支撑件”用于指代可位于燃气涡轮发动机旁通通道的内径或外径处的零件。支撑件具有内部空间,其能够接收叶片的一端并将叶片固定在位。
13.在叶片和支撑件之间可以存在间隙,该间隙限定了接收粘合剂的空间。该空间使粘合剂能够在支撑件内的叶片两侧流动,从而使叶片能够牢固地定位在支撑件中。
14.术语“空间”旨在指代叶片的由支撑件所接收的部分周围形成的间隔。
15.在注射粘合剂之前可以升高空间的温度。这降低了粘合剂的粘度,从而改善了粘合剂通过空间的流动。
16.可以在入口和出口之间产生压差以使粘合剂流入并流过该空间。压差有助于粘性粘合剂通过空间的运动。
17.入口处的压力可以增加到合适的压力。例如,压力可以增加到大约2bar。发明人已经确定该压力优化了粘合剂通过空间的流动。
18.在将粘合剂释放或注射到入口中之前,可以降低出口处的压力。这使得粘合剂能够被抽吸通过该空间,从而有助于粘性粘合剂的流动。
19.在将粘合剂释放或注射到入口中之前,出口处的压力可降低至低于大气压。通过这种压力降低形成的真空使粘合剂被抽吸通过该空间。
20.可以在出口处监测粘合剂的量。可以使粘合剂在叶片和支撑件之间流动,直至预定量的粘合剂已经离开出口。这确保了用于填充空间所需的粘合剂量已经通过入口注射。
21.在一个示例中,预定量的粘合剂可以在大约1.3e-6
m3和大约2.5e-6
m3之间。
22.当预定量的粘合剂已经离开出口并且在粘合剂反向流动之前,可以关闭入口处的阀。
23.这样,当反向流动时,已经填充了叶片和粘合剂之间的空间的树脂无法回流到入口中。因此,粘合剂的反向流动使得在叶片和支撑件之间形成的任何气穴被压缩。因此,这使得叶片和支撑件之间的任何复杂几何形状都能够可靠地填充有粘合剂。
24.有利地,可以通过增加出口处的压力使流动从出口朝向入口反向。这使得已经通过出口离开空间的粘合剂能够流回到该空间中并填充任何剩余的空穴。
25.在反向流动之后,入口和出口处的压力可保持在大约相同的压力。这可以防止在初始注射期间流入到该空间中的粘合剂通过入口回流。
26.在反向流动之后,入口和出口处的压力可以有利地在预定时间段内维持在一压力下。例如,压力可以维持在大约1bar和3bar之间的压力。
27.可以使粘合剂流动在从入口到出口的第一方向和从出口到入口的第二方向之间波动。利用这种流动的波动,可以确保粘合剂完全填充空间,并且空间中没有留下空穴。
28.该方法还可以包括将叶片的相反端定位在第二支撑件中;使粘合剂在叶片和支撑件之间从入口朝向出口流动;并且使粘合剂从出口朝向入口反向流动。
29.从另一方面看,提供了一种用于执行上述方法的设备。该设备包括:至少一个支撑件,该至少一个支撑件包括入口、出口和空腔;叶片,该叶片位于空腔中;以及密封件,该密封件包围支撑件的一端,其中密封件被构造成防止粘合剂离开空腔的一端,并且该密封件被构造成使粘合剂形成圆角形状。
30.术语“空腔”用于指支撑件内接纳叶片的凹入部。
31.密封件的圆角形状改进了结合部的空气动力学特性。当这种方法用于结合用于燃气涡轮发动机的叶片和支撑件时,改进的空气动力学很重要。
32.该设备还可以包括附接到支撑件的固定件。固定件可以包括用于与支撑件的入口和出口对齐的入口孔和出口孔。
33.该设备还可以包括在固定件和支撑件之间的泡沫密封件。泡沫密封件可以包括入口孔和出口孔,该入口孔和出口孔用于与固定件的入口孔和出口孔以及支撑件的入口和出口对齐。
34.所述至少一个支撑件可以由任何合适的材料制成,例如钛或另一种合适的合金。
35.从另一方面看,提供了一种使用注射结合来连结两个零件的方法。该方法包括通过入口将粘合剂注射到空腔中,直至预定量的粘合剂流过出口,然后使粘合剂的流动方向反向,使得预定量的粘合剂的至少一部分流回到空腔中。
36.从另一方面看,提供了一种通过如本文所述的方法制造的航空发动机部件。
附图说明
37.现在将仅通过示例的方式参考以下附图描述本教导,其中相同的零件由相同的附图标记表示:
38.图1示出了结合有根据本文所述的发明的气流布置的燃气涡轮发动机的截面;
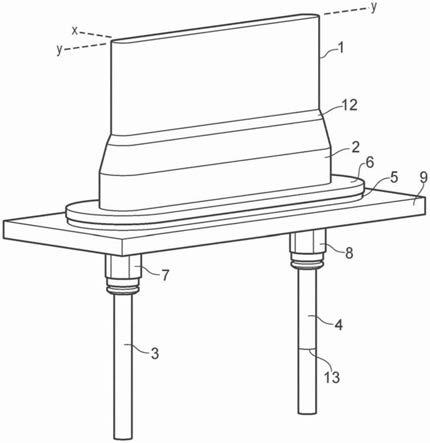
39.图2示出了根据本发明的固定到支撑件并附接到固定件的叶片的等距视图;
40.图3示出了图2的设备在x-x方向上的截面视图;
41.图4示出了图2的设备在y-y方向上的截面视图;以及
42.图5示出了从固定件上取下后,固定在支撑件上的叶片。
43.虽然本教导易于进行各种修改和替代形式,但特定实施例在附图中以示例的方式示出并且在本文中详细描述。然而,应当理解的是,附图和详细描述并不旨在将范围限制于所公开的特定形式,相反,该范围将涵盖落入所附权利要求所限定的精神和范围内的所有修改、等同物和替代物。
44.在本说明书中使用的词语“包括”、“包含”和类似词语不应以排他性或穷举的意义来解释。换句话说,它们的意思是“包括但不限于”。
45.将认识到的是,本文描述的本发明的方面的特征可以以任何合适的组合方便地且可互换地使用。
具体实施方式
46.本教导涉及将复合材料叶片结合到支撑件的方法和用于执行该方法的设备。复合材料叶片可以用于例如在飞行器中的燃气涡轮发动机。
47.图1示出了燃气涡轮发动机21的截面,该燃气涡轮发动机可以结合根据本发明的叶片,如下文详细描述的。
48.本领域技术人员将理解燃气涡轮发动机的主要部件及其操作。总的来说,发动机21包括进气口22,该进气口允许空气流入到发动机中至位于发动机上游端的风扇23。所有部件都容纳在发动机吊舱24内。
49.发动机包括风扇下游的旁通通道20和中央发动机核心,该中央发动机核心包含压缩机、燃烧器和涡轮机。发动机的核心由第一低压压缩机(lpc)25和第二高压压缩机(hpc)26形成。这种多级压缩机布置将空气从环境压力和温度带到高温和高压。然后将压缩空气传递到燃烧室27,在那里燃料被喷射并发生燃烧。
50.燃烧气体从燃烧室27的后部排出,并首先撞击高压涡轮机29,然后撞击第二低压涡轮机30,然后通过核心喷嘴31离开发动机后部。来自发动机的推力是由两种气流产生的:第一种气流来自风扇喷嘴28(接收来自风扇的推力),第二种气流来自核心喷嘴31的排气。
51.根据本发明的叶片1可以有利地由复合材料形成,例如环氧树脂基体中的碳纤维。术语复合材料旨在指代碳(或其它)增强塑料。
52.支撑件被构造成将叶片连接到发动机的核心和旁通通道20的内表面,其中叶片延伸穿过旁通通道。支撑件在两端处连接到叶片。
53.图2示出了根据本发明的用于将复合材料叶片1结合到支撑件2的设备的等距视图。在本示例中,支撑件2由钛制成。在其它示例中,支撑件2可以由具有电流保护的铝合金或短纤维复合材料或不同材料制成。支撑件2具有用于接纳叶片的空腔。
54.支撑件2可以具有基板6。当复合材料叶片和支撑件在使用中时,支撑件2的基板6被构造成附接到飞行器发动机。当叶片1被结合到支撑件2时,基板6通过密封件5(例如弹性体或泡沫)附接到固定件9。固定件9适于与基板的外表面的轮廓相符。密封件5位于固定件和基板之间。
55.固定件9和泡沫密封件5中的每一个都形成有两个孔,入口孔和出口孔(未示出)。在示出的示例中,使用了单个入口和单个出口。也可以使用多个入口和多个出口。
56.入口管3由入口连接件7保持在位,从而允许粘合剂通过如下所述的连接件流体连通。入口管3连接到粘合剂源。
57.出口管4由出口连接件8保持在位。入口连接件7和出口连接件8连接到固定件9。
58.泡沫密封件5在每次使用后更换,而固定件9、入口管3、出口管4、入口连接件7和出口连接件8可重新用于另一个叶片。
59.入口管3连接到粘合剂源。在本示例中,入口管3还连接到压力控制装置并且出口管4连接到真空泵。每个入口管和出口管上都包括一个阀,该阀用于在压力控制装置和真空泵的使用之间切换。本发明的出口管4具有指示线13,该指示线指示何时期望量的粘合剂已流入到出口管4中。出口管4是透明的,使得用户可以看到何时粘合剂已到达指示线13。在其它示例中,出口管可以不是透明的,而是可以使用传感器来指示何时期望量的粘合剂已到达出口管4中的期望体积。例如,可以使用接近传感器。
60.图2示出了已形成为圆角形状12的粘合剂10。
61.图3示出了图2的设备沿着图2所示的x-x方向的截面视图。在该视图中还示出了密封件11。当在注射粘合剂之前、叶片1已经插入到支撑件中时,密封件11被定位成包围叶片1。密封件11防止粘合剂泄漏,并且由于其弯曲形状,允许将粘合剂形成为圆角形状或半径形状12。在本示例中,密封件由硅制成并且通过铸造形成。在其它示例中,密封件可由其它材料制成。
62.可以调整密封件以在支撑件和叶片之间形成期望的半径或圆角形状。这可以是沿着叶片的连续轮廓或者可以适于具有沿着叶片和支撑件之间的界面的变化轮廓。
63.图4示出了图2的设备沿着图2所示的y-y方向的截面视图。这示出了泡沫密封件5和固定件9中的每一个中的入口孔和出口孔。
64.现在将讨论使用该设备的方法。
65.叶片1的一端插入到支撑件2中的空腔中。叶片可以具有形成在其表面上的几何特征(未示出),以便将叶片居中于空腔内。这些几何特征可以是从叶片的表面拉伸并且在叶片的纵向方向上延伸的细长突起。几何特征也可以被设计成使叶片在空腔中偏离中心地定位。
66.叶片1和支撑件2与泡沫密封件5和固定件9组装在一起,入口管3和出口管插入泡沫密封件和固定件中的相应孔中。入口连接件7和出口连接件8连接到固定件9。
67.叶片的另一端也可以同时插入到单独支撑件的空腔中。可替代地,叶片的另一端可以在第一端连接到支撑件2之后固定到单独的支撑件。
68.密封件11定位在叶片已插入其中的空腔的一端处。在一个示例中,密封件由位于固定件上的夹具固定在位。该夹具可以由金属制成。接下来,使用真空检查来检查连接的密封性。
69.一旦确定系统是气密的,固定件和零件就会被加热,导致空腔的温度升高。例如,零件可能被加热到60℃至80℃之间的温度。在其它示例中,零件可以被加热到高于室温的该范围之外的另一个温度。零件加热到的温度取决于要使用的粘合剂。
70.在本示例中,固定件和零件的温度使用对流烤箱增加。这会降低在粘合剂进入空腔时的粘度,从而优化流动。还可以在使粘合剂流入到空腔中之前加热粘合剂以降低其粘度。
71.使粘合剂通过入口管3流入到空腔中。这是通过在增加入口管3中的压力之前在出口处施加真空来实现的。入口管中的压力可设置在0.5bar和2.5bar之间。在本示例中,入口管中的压力设置为2bar。在其它示例中,可以使用不同的压力。例如,压力可以设置为1bar。
72.粘合剂填充叶片1和支撑件2之间的空腔并且由于真空而通过出口管4离开。使粘合剂流动,直至期望量的粘合剂已通过出口管离开空腔。该指示由到达指示线13(如图2所示)的粘合剂或由传感器感测到的粘合剂提供,见上文。在本示例中,使粘合剂流入到空腔中直至1.3e-6
m3已离开空腔。在其它示例中,期望量可以比这更多或更少。例如,期望量可以在大约1.3e-6
m3和2.5e-6
m3之间。
73.当期望量已离开空腔进入到出口管4中时,粘合剂的流动停止并且从入口管3到粘合剂源的连接被关闭。这是通过关闭入口管中的阀来完成的。
74.当粘合剂穿过叶片和支撑件内表面之间的界面时,不规则的表面张力和表面中的缺陷会使粘合剂中形成凹穴或空穴。这些对支撑件和叶片之间的连接的强度是有害的,并且对连结点的结构强度和完整性也是有害的。
75.为了防止这种不连续性,然后如下所述执行粘合剂的反向流动。
76.通过压力控制装置增加出口管4中的压力。在本示例中,出口处的压力从真空增加到2bar。在其它示例中,压力可以增加到高于或低于此的值。入口处的压力也可维持在2bar,或者,如果在出口处使用另一压力,则将入口处的压力维持到基本上等于出口处的该另一压力的压力。由于出口管中增加的压力,粘合剂随后被迫回到空腔中。这使空腔中的在叶片和支撑件之间的任何空穴被填充。压力在预定时间段内维持在恒定值。该预定时间段
是基于所使用的粘合剂类型和空腔尺寸等因素确定的。
77.在本示例中,温度也维持在恒定值。
78.一旦这已经被执行,该设备就被固化。固化后,将泡沫密封件5和固定件9从叶片1和支撑件2上取下。
79.图5显示了从泡沫密封件5和固定件9移除后附接到支撑件2的叶片1。
80.本文描述的各种实施例仅用于帮助理解和教导要求保护的特征。这些实施例仅作为实施例的代表性示例被提供,并且不是详尽的和/或排他的。应当理解,本文所述的优点、实施例、示例、功能、特征、结构和/或其它方面不应被视为对由权利要求限定的本发明范围的限制或对权利要求的等同物的限制,并且在不脱离要求保护的发明的范围的情况下可以利用其它实施例并且可以进行修改。除了在此具体描述的那些之外,本发明的各种实施例可以适当地包括、由或基本上由所公开的元件、部件、特征、零件、步骤、设备等的适当组合组成。此外,本公开可包括目前未要求保护但将来可能要求保护的其它发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1