对组件填垫的方法与流程
1.本发明提供了制作和使用垫片来填充部件表面之间的接头中的间隙的方法。此类部件表面可为例如飞行器构件的表面。
背景技术:
2.垫片是用于填充待接合在一起的部件之间的小间隙或空间的薄材料片。垫片呈现间隙的形状并且可以支撑压缩负载以防止在紧固在一起时过度变形和对结构部件的损坏。垫片用于工业应用中,诸如在汽车和航空航天制造中,以及用于住宅和商业建筑中。
3.在航空航天领域中,垫片尺寸的精度对于部件的适当组装和确保飞行器的结构完整性尤其关键。将空气动力学表面或蒙皮安装到内部子结构需要在配对表面处将部件贴合在一起,而不会在配对表面之间留下大于预定余量的任何间隙。大于预定余量的间隙必须填充有垫片以提供期望的空气动力学性能和结构完整性。
4.可以使用各种类型的垫片。固体垫片可以由与交界部件相同的材料制成。可剥离的层合垫片可以由金属薄片层制成,该金属薄片层可以被逐层移除,直到实现良好的贴合。液体垫片材料在填充不规则或锥形界面时效果良好,并且通常用于填充宽度小于0.7毫米的间隙。
5.确定给定垫片的必要性、尺寸以及形状可以为迭代且费力的过程。一般来讲,临时组装部件,并且然后目视检查并测量蒙皮与子结构之间的间隙。然后可以拆卸部件并且制造试验垫片。然后可以将部件重新组装,其中垫片临时固定在适当位置,以检查贴合性。这是第二临时组装操作,并且此类操作可能需要重复,直到实现合适的贴合性。
技术实现要素:
6.需要用于创建间隙的物理和/或计算机化模型的方法和相关设备,使得可以制造适当的垫片,而无需影响生产流程的昂贵且耗时的迭代过程。
7.本公开提供了用于创建间隙的物理模型的组合物和方法。物理模型继而提供可随后用于制造具有适当尺寸和形状的垫片的信息。本公开还包括垫片的制造以及垫片到飞行器结构中的间隙中的安装。
8.在第一方面,提供了一种用于制作安装在组件的第一部件与第二部件之间的结构垫片的方法。该方法包括:将可硬化组合物设置到第一部件与第二部件之间的间隙中;硬化该可硬化组合物以提供尺寸稳定的垫片图案;从间隙移除垫片图案,该垫片图案能够从间隙移除而不会损坏;形成垫片图案的数字模型;以及使用该数字模型制造结构垫片。
9.在第二方面,提供了一种用于接合飞行器的蒙皮与子结构的方法,该方法包括:根据前述方法制作结构垫片;将结构垫片插入蒙皮与子结构之间;以及将蒙皮与子结构紧固到彼此。
10.在第三方面,提供了一种用于制作垫片图案的方法,该垫片图案用于制造安装在飞行器的蒙皮与子结构之间的结构垫片,该方法包括:将可硬化组合物设置到蒙皮与子结
构之间的间隙中;硬化该可硬化组合物以提供垫片图案,其中该垫片图案是尺寸稳定的;以及从间隙移除垫片图案,该垫片图案能够从间隙移除而不会损坏。
附图说明
11.图1为示出制作和使用根据各种实施例的结构垫片的示例性方法的框图;
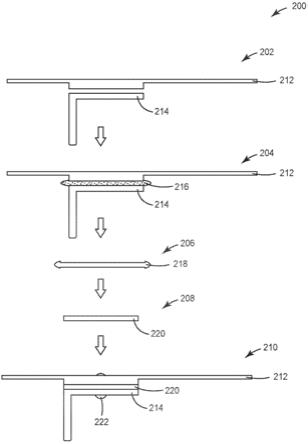
12.图2是示出图1的框图中描述的方法的示意图。
13.在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可设计出落入本公开原理的范围和实质内的许多其他修改形式和实施方案。附图可不按比例绘制。
14.定义
[0015]“烷氧基”是指连接到烷基基团(包括环烷基基团)的氧原子。
[0016]“烷基”是指具有1个至40个碳原子,1个至约20个碳原子,1个至12个碳原子,或在一些实施方案中,1个至8个碳原子的直链和支链烷基基团和环烷基基团。
[0017]“环境温度”意指在25度下。
[0018]“芳基”是指在环内不包含杂原子的环状芳族烃基团。
[0019]“固化”意指形成化学交联的聚合物网络。
[0020]“环烷基”是指环状烷基基团,诸如但不限于环丙基、环丁基、环戊基、环己基、环庚基和环辛基基团。
[0021]“有机基团”是指任何含碳官能团。
[0022]“基本上”意指大部分或大多数,如至少约50%、60%、70%、80%、90%、95%、96%、97%、98%、99%、99.5%、99.9%、99.99%、或至少约99.999%或更多、或100%。
[0023]
如本文所定义的与分子或有机基团共同使用的“取代的”是指其中在那里包含的一个或多个氢原子被一个或多个非氢原子取代的状态。
具体实施方式
[0024]
如本文所用,术语“优选的”和“优选地”是指在某些情况下可提供某些益处的本文所述的实施方案。然而,在相同的情况或其它情况下,其它实施方案也可以是优选的。此外,对一个或多个优选实施方案的表述并不暗示其它实施方案是不可用的,且并非旨在将其它实施方案排除在本发明范围之外。
[0025]
如本文和所附权利要求中所用,除非上下文另外明确指出,否则单数形式“一个/一种(a/an)”和“该/所述”包括复数对象。因此,举例来说,提及“一个/一种”或“该/所述”部件可包括本领域技术人员已知的一个或多个部件或其等价物。另外,术语“和/或”意指所列元件中的一个或全部或者所列元件中的任何两个或更多个的组合。
[0026]
在本文所述的方法中,除了明确列举了时间或操作序列之外,可以任何顺序进行各种步骤而不脱离本发明原理。此外,规定的行为可同时进行,除非明确的权利要求语言暗示它们单独地进行。例如,进行x的受权利要求保护的行为和进行y的受权利要求保护的行为可在单一操作中同时进行,并且所得的过程将落入受权利要求保护的过程的字面范围内。
[0027]
值得注意的是,术语“包括”及其变型在出现在所附说明书中时不具有限制性含
义。此外,“一个”、“一种”、“该”、“至少一个”及“一个或多个”在本文中可互换使用。本文可使用相对术语诸如左、右、向前、向后、顶部、底部、侧面、上部、下部、水平以及垂直等,并且如果是这样,则它们来自在具体附图中所观察的视角。然而,这些术语仅用于简化描述,而并非以任何方式限制本发明的范围。
[0028]
贯穿本说明书的对“一个实施方案”、“某些实施方案”、“一个或多个实施方案”或“实施方案”的引用,意指结合实施方案描述的具体特征、结构、材料或特性被包括在本发明的至少一个实施方案中。因此,贯穿本说明书的多处出现的短语,诸如“在一个或多个实施方案中”、“在某些实施方案中”、“在一个实施方案中”或“在实施方案中”,不是必须指本发明的相同实施方案。
[0029]
本文提供了用于部件的组装的结构垫片。在一些情况下,组装部件可以用于汽车、航空航天、船舶、住宅、建筑或其他商业或工业应用中。
[0030]
在一些实施方案中,填隙部件是飞行器构件。飞行器构件包括飞行器的蒙皮与子结构。飞行器子结构不受特别限制,并且可以包括例如纵梁、翼梁、肋状件以及飞行器机翼和机身中的其他框架元件。
[0031]
结构垫片是飞行器的飞行构件,并且由刚性的承重材料制成。这些垫片用于填充组装部件之间的间隙,否则这些间隙将产生部件的凹陷或屈曲以及相关联的应力集中。这些应力集中(如果严重的话)可导致紧固件失效,并且最终对飞行器造成显著损坏。因此,期望制作精确地贴合待安装垫片的间隙的定制垫片。
[0032]
制作和组装垫片的方法
[0033]
使用定制的结构垫片的示例性方法在图1的框图中所示的组装过程中示出,在本文由数字100表示。
[0034]
在图1中,框102表示提供待彼此组装的两个部件的初始步骤。这些部件通常是具有通过一个或多个间隙彼此分开的相对表面的配合部件。所提供的结构垫片具有精确的尺寸和形状,使得垫片恰好填充间隙,同时保持相对表面的分离和相对取向。
[0035]
间隙具有由相对表面的位置和取向限定的特定三维形状。不需要限制沿相对表面和相对表面之间的间隙尺寸。间隙具有沿相对表面变化的厚度(定义为在相对部件表面之间的距离)是非常常见的。
[0036]
在一些实施方案中,沿配合表面的至少一些部分的间隙为零或基本上为零——即,部件在这些位置处彼此接触。在这些位置之外,间隙的最大宽度可以为500微米至6350微米、500微米至4750微米、500微米至3175微米,或者在一些实施方案中,小于、等于或大于500微米、600微米、700微米、800微米、900微米、1000微米、1100微米、1200微米、1500微米、1700微米、2000微米、2200微米、2500微米、2700微米、3000微米、3175微米、3500微米、3750微米、4000微米、4250微米、4500微米、4750微米、5000微米、5500微米、6000微米、6150微米、6350微米或6500微米,如沿垂直于相对部件表面中的一个或两个的方向测量。
[0037]
在框106中,将未硬化的图案组合物设置到相对部件表面之间的间隙中。在一些实施方案中,未硬化的图案组合物为可固化组合物,该可固化组合物可以在未固化状态下成形,并且能够随后固化以形成硬化图案组合物。另选地,未硬化的图案组合物可以是在高温下设置到间隙中并且在冷却时硬化的熔融组合物。
[0038]
可选地,并且如插入框104所示,未硬化的图案组合物是能够彼此反应以形成硬化
的组合物的两种或更多种组分的混合物。
[0039]
在框108中,未硬化的图案组合物被硬化以提供垫片图案。垫片图案优选地是尺寸稳定的——即,其在重力下或由于通常的储存和处理而不会永久性地流动、溶胀、收缩或改变形状。
[0040]
可以使用任何已知方法进行硬化。已知的方法包括通过冷却未硬化的图案组合物或通过环境温度下的化学反应使未硬化的图案组合物固化、加热至高于环境温度的固化温度、暴露于光化辐射或暴露于水分而硬化。
[0041]
发生固化的温度通常是未硬化组合物中使用的固化剂的函数,并且可以是-6度至350度、0度至250度、25度至100度,或在一些实施方案中,小于、等于或大于-10度、-6度、0度、5度、10度、15度、20度、25度、30度、35度、40度、45度、50度、60度、70度、80度、90度、100度、125度、150度、175度、200度、250度、300度或350度。
[0042]
它们的固化机制的组合也是可能的;例如,“双重固化”组合物可以暴露于紫外(uv)光以立即提供一定程度的固化,而化学固化过程同时发生在较长的时间范围内。双重固化组合物及其用途的示例在别处有所描述,例如在us20170362434(ye等人)、us20190144610(moser等人)和wo2018227149(liu等人)中有所描述。
[0043]
在框112中,将现在硬化的垫片图案从间隙中移除。可选地,并且如框110所示,可以通过将两个部件彼此远离地移动来促进垫片图案的移除。另选地,垫片图案可以为足够柔性的,以允许其移除而无需使两个部件相对于彼此分离或以其他方式移动。在任一种情况下,优选的是从间隙移除垫片图案而不会损坏部件表面或垫片图案本身。
[0044]
优选地,垫片图案为非粘性的并且与限定间隙的部件表面干净地分离。为了实现干净的移除,配合部件表面上的残余污染物应基本上为零。最小化或消除残留物是有利的,因为留下甚至痕量的硅氧烷化合物或其他剥离剂或污染物可不利地影响部件表面的后续粘附性。
[0045]
在框114中,然后基于从间隙移除的垫片图案的尺寸来制造结构垫片。可以使用多种已知的手动和计算机辅助制造方法中的任一种来制造结构垫片。
[0046]
手动制造方法可以是例如在耐火材料中形成具有垫片图案的阴印模的模具,然后将熔融金属引入该模具中以浇铸结构垫片。
[0047]
数字制造方法也是可能的。在一种方法中,通过用合适的扫描仪扫描垫片图案来制作垫片图案的三维(3d)数字模型。可用的扫描仪可以使用x射线、激光、计算机断层扫描(ct)和磁共振成像来捕获垫片图案的尺寸和形状。另选地,可以使用沿垫片图案的表面追踪的接触探针来获得此信息。这些方法中的任一种都能够产生表示垫片图案的尺寸的数字数据文件。
[0048]
可选地,可以通过移除被认为是错误的或不必要的任何数据点来对原始数字模型进行数字清理。例如,如果需要,可以排除表示挤出超过间隙区域的垫片图案的部分的数据。此外,还可以估计缺失的数据点并且将其添加到软件中以基于周围数据点创建平滑的轮廓表面。为了创建3d表面,可以通过诸如杰魔公司(geomagic,inc)(北卡罗来纳州三角公园(triangle park,nc))的供应商的软件将数字数据从数字点云转换为三角形网格表面。
[0049]
利用所获得的垫片图案的数字模型,可以使用增材制造或减材制造技术形成结构垫片。增材制造方法的示例包括但不限于三维(3d)打印、选择性区域激光沉积或选择性激
光烧结(sls)、电泳沉积、机器人浇铸、熔融沉积建模(fmd)、分层实体制造(lom)、立体光照型技术(sla)和照相立体光照型技术。减材制造方法包括使用计算机数控(cnc)铣床制造结构垫片。优选地,结构垫片由刚性材料制成,该刚性材料不会响应于垫片在安装期间和之后将遇到的压缩负载而显著变形。
[0050]
在框116中,将结构垫片放置到间隙中,然后在框118中,将两个部件彼此配合以验证垫片充分填充该间隙。优选地,沿配对表面保留的任何间隙应当减小至小于500微米,小于250微米,小于100微米,或在一些实施方案中,小于、等于或大于5微米、10微米、15微米、20微米、25微米、30微米、35微米、40微米、45微米、50微米、60微米、70微米、80微米、90微米、100微米、150微米、200微米、250微米、300微米、350微米、400微米、450微米、或500微米。
[0051]
最后,框120表示通过使用设置在它们之间的结构垫片将配合部件彼此紧固来完成组装的步骤。在飞行器制造中,这可使用一个或多个机械紧固件来进行。
[0052]
图2示出了应用于飞行器组件的根据过程100的步骤的序列。在该应用中,第一部件是飞行器的蒙皮212,并且第二部件是飞行器的子结构214。
[0053]
在步骤202中,蒙皮212被示为邻接子结构214放置。此处,子结构214为具有大致“l”形横截面的飞行器纵梁。如步骤204所示,将可固化组合物216设置在蒙皮212和子结构214之间,并且使后两个结构成配合关系。然后固化可固化组合物216,然后将其移除,如步骤206所示,以产生硬化的垫片图案218。
[0054]
在计算机的辅助下,接着扫描垫片图案218以提供3d数字模型,该3d数字模型随后用于研磨结构垫片220,如步骤208所提供。为了提供高强度,结构垫片220可以由金属(通常为钢或铝)制成。最后,在步骤210中,蒙皮212、结构垫片220以及子结构214通过穿过所有三个部件的铆钉222彼此固定。应当理解,也可以使用其他紧固件或紧固机构。
[0055]
虽然未在图1-图2中示出,但在某些应用中,垫片图案218本身可以用作结构垫片。虽然这对于本文所述的一些可硬化/硬化图案组合物来说可能是不实用的,但如果垫片图案由足够强效且不可压缩的材料制成,则这也是可能的。在该另选的工作流程中,由于不需要另外的步骤来制造结构垫片,因此该过程大大简化。
[0056]
垫片图案组合物
[0057]
垫片图案可以由多种合适的可硬化图案组合物中的任一种制成。可硬化图案组合物包括在环境温度下为流动性液体或延展性固体的组合物。这使得组合物能够在它们设置到间隙中时成形。如果需要,可硬化图案组合物可以变得可挤出,以允许它们通过喷嘴分配。分配器在本领域中是已知的,并且包括例如正位移泵和注射器。当硬化时,这些组合物变得尺寸稳定。
[0058]
尺寸稳定的组合物具有通常在给定温度(诸如环境温度)下固定的尺寸和形状。值得注意的是,尺寸稳定的组合物可以为刚性的,但不一定如此。例如,垫片图案可以是硬化的橡胶,该硬化的橡胶能够被拉伸或挠曲,但在松弛时恢复到其初始形状。
[0059]
在一些实施方案中,可硬化图案组合物在环境温度下是尺寸稳定的,因此在使用期间需要加热。例如,可以以固体聚合物膜或片材的形式提供可硬化图案组合物,然后在将其设置在部件的配对表面之间时或之前进行加热。然后可以通过将组合物冷却回环境温度来硬化该组合物,以获得垫片图案。
[0060]
在优选的实施例中,可硬化图案组合物通过化学反应硬化。这些组合物包括可热
固化的、可辐射固化的、可化学固化的或它们的组合的组合物。术语“可热固化的”是指可以通过向组合物施加热而固化的组合物。术语“可辐射固化的”是指可以在暴露于电磁辐射时固化的组合物。术语“可化学固化的”是指可以在与催化剂接触时固化的组合物。
[0061]
在所提供的组装方法中,可用的垫片图案组合物在硬化时是非粘性的。该特性使得新形成的垫片图案能够从相邻部件的配对表面干净地移除。用于该目的的特别有用的可固化组合物包括多硫醇,诸如聚硫醚或多硫化物。聚硫醚在其主链结构中包含硫醚键(即-s-)。多硫化物在其主链结构中包括二硫键(即-s-s-)。
[0062]
在一些实施方案中,可固化组合物可以为双组分组合物,其可通过将第一组分和第二组分彼此混合来固化。例如,第一组分可以包含多硫醇,并且第二组分可以包含氧化剂、具有至少两个非芳族碳-碳双键、至少一个碳-碳三键的不饱和化合物或它们的组合。第一组分或第二组分中的任一个还可以包含有机硼烷-胺络合物、有机或无机过氧化物、光引发剂体系以及它们的组合。
[0063]
可用的多硫醇为具有至少两个(例如,至少2个,至少3个,至少4个,或甚至至少6个)硫醇基团的有机化合物。为了实现可固化组合物中的聚合物链之间的化学交联,第一组分中的多硫醇中的至少一种和/或第二组分中的不饱和化合物中的至少一种可以具有至少2的平均官能度。
[0064]
多硫醇可以为具有至少两个硫醇基团的亚烷基、亚芳基、烷基亚芳基、芳基亚烷基或亚烷基芳基亚烷基,其中亚烷基、烷基亚芳基、芳基亚烷基或亚烷基芳基亚烷基中的任一个可选地插入有一个或多个氧杂(即,-o-)、硫杂(即,-s-)或亚氨基基团(即,-nr
3-,其中r3为烃基基团或h),并可选地被烷氧基或羟基取代。
[0065]
可用的二硫醇包括1,2-乙二硫醇、1,2-丙二硫醇、1,3-丙二硫醇、1,3-丁二硫醇、1,4-丁二硫醇、2,3-丁二硫醇、1,3-戊二硫醇、1,5-戊二硫醇、1,6-己二硫醇、1,3-二巯基-3-甲基丁烷、二戊烯二硫醇、乙基环己基二硫醇(echdt)、二巯基二乙基硫化物、甲基取代的二巯基二乙基硫化物、二甲基取代的二巯基二乙基硫化物、二巯基二氧杂辛烷、1,5-二巯基-3-氧杂戊烷、苯-1,2-二硫酚、苯-1,3-二硫酚、苯-1,4-二硫酚和甲苯-2,4-二硫酚。具有多于两个硫醇基团的多硫醇的示例包括丙烷-1,2,3-三硫醇;1,2-双[(2-巯基乙基)硫代]-3-巯基丙烷;四(7-巯基-2,5-二硫代庚基)甲烷;以及三聚硫氰酸。
[0066]
还可用多硫醇包括由多元醇与含硫醇羧酸或其衍生物的酯化反应形成的多硫醇。由多元醇与含硫醇羧酸或其衍生物的酯化反应形成的多硫醇的示例包括由巯基乙酸或3-巯基丙酸与若干多元醇之间的酯化反应以分别形成巯基乙酸酯或巯基丙酸酯所制成的那些。
[0067]
适宜的多硫醇也包括可以thiocure petmp(季戊四醇四(3-巯基丙酸)酯)、tmpmp(三羟甲基丙烷三(3-巯基丙酸)酯)、ettmp(乙氧基化的三羟甲基丙烷三(3-巯基丙酸)酯),诸如ettmp 1300和ettmp 700)、gdmp(二(3-巯基丙酸)乙二醇酯)、tmpma(三羟甲基丙烷三(巯基乙酸)酯)、tempic(三[2-(3-巯基丙酰基氧基)乙基]异氰尿酸酯)和ppgmp(3-巯基丙酸丙二醇酯)从bruno bock chemische fabrik有限责任公司(bruno bock chemische fabrik gmbh&co.kg.)商购获得的那些。聚合物多硫醇的具体示例为聚丙烯醚二醇双(β-巯基丙酸酯),它是通过聚丙烯醚二醇(例如,pluracol p201,怀恩多特化学公司(wyandotte chemical corp.))和β-巯基丙酸的酯化反应制备的。
[0068]
可用于实践本公开的聚硫醚描述于例如美国专利号4366307(singh等人)、4609762(morris等人)、5225472(cameron等人)、5912319(zook等人)、5959071(demoss等人)、6172179(zook等人)和6509418(zook等人)中。
[0069]
聚硫醚可以例如通过在自由基条件下使二硫醇与二烯、二炔、二乙烯基醚、二烯丙基醚、烯炔、炔烃或这些的组合反应来制备。可用于实践本公开的低聚的或聚合的聚硫醚的示例描述于例如美国专利号4366307(singh等人)、4609762(morris等人)、5225472(cameron等人)、5912319(zook等人)、5959071(demoss等人)、6172179(zook等人)和6509418(zook等人)中。
[0070]
也可制备聚硫醚,例如通过将二硫醇和二环氧化物反应,该反应也可通过在室温下搅拌进行,任选地在叔胺催化剂(例如1,4-二氮杂二环[2.2.2]辛烷(dabco))存在下进行。
[0071]
可用的多硫醇可以由硫化氢(h2s)在碳-碳双键上的加成而形成。例如,可以与h2s反应的二戊烯和三甘油酯。具体示例包括二戊烯二硫醇和以polymercaptan 358(硫醇化大豆油)和polymercaptan 805c(硫醇化蓖麻油)购自雪佛龙菲利浦化学有限责任公司(chevron phillips chemical co.llp)的多硫醇。
[0072]
可用的这种类型的多硫醇也包括来源于h2s(或其等同物)与双酚a环氧树脂、双酚f环氧树脂和热塑性酚醛环氧树脂的缩水甘油醚的反应的那些。优选的这种类型的多硫醇为qx11,来源于双酚a环氧树脂,以商品名epomate购自日本环氧树脂公司(japan epoxy resins(jer))。
[0073]
相对于可固化组合物的总重量,存在于可固化组合物中的多硫醇树脂的量可以为5重量%至90重量%、10重量%至80重量%、20重量%至80重量%,或者在一些实施方案中,小于、等于或大于5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%、80重量%、85重量%或90重量%。
[0074]
用于多硫化物树脂的氧化剂包括金属氧化物,诸如铅、锰、钙、钡、钠和锌的氧化物。其中,氧化锰(iv)是特别优选的,因为它提供具有硬化效率、以期望的晾晒时间完成的快速固化的独特组合的组合物,以及表现出优异的uv和风化特性、耐化学品性和对多种基底的粘附性的产品。其他氧化剂可以包括金属盐,诸如上述金属的氯酸盐、重铬酸盐和高锰酸盐。可用的氧化剂通过产生二硫键来固化多硫化物树脂。
[0075]
相对于可固化组合物的总重量,在可固化组合物中的氧化剂,诸如氧化锰(iv)的量可以为1重量%至25重量%、2重量%至20重量%、3重量%至15重量%,或者在一些实施方案中,小于、等于或大于1重量%、2重量%、2.5重量%、3重量%、4重量%、5重量%、6重量%、7重量%、7.5重量%、8重量%、9重量%、10重量%、11重量%、12重量%、13重量%、14重量%、15重量%、16重量%、17重量%、18重量%、19重量%、20重量%、21重量%、22重量%、23重量%、24重量%或25重量%。
[0076]
不饱和化合物可以包括至少一种具有至少两个非芳族碳-碳双键、至少一个碳-碳三键或它们的组合的不饱和化合物。在一些实施方案中,非芳族碳-碳双键对应于乙烯基基团。
[0077]
有机硼烷-胺络合物可以为有机硼烷的潜在形式,在用与碱反应的化合物(诸如酸
或其等同物)使碱解络合时释放有机硼烷。游离有机硼烷是例如能够引发可固化组合物的自由基聚合的引发剂。
[0078]
在一些实施方案中,有机硼烷-胺络合物不包含硫醇基团。有机硼烷-胺络合物中的合适的有机硼烷为三甲基硼烷、三乙基硼烷、三正丙基硼烷、三异丙基硼烷、三正丁基硼烷、三异丁基硼烷和三仲丁基硼烷。
[0079]
可用的碱性络合剂包括例如胺、氨基醇、氨基醚和含有此类官能性(例如,氨基基团和烷氧基基团)的组合的化合物。提供足够的络合剂以确保有机硼烷-胺络合物在环境条件下的稳定性。过量碱性络合剂的量可以被选择成提供该络合物在环境条件下的稳定性,同时仍实现期望的性能,诸如可聚合组合物的固化速率和经固化组合物的机械特性。
[0080]
有机硼烷胺复合物可容易地使用已知的技术制作,如例如美国专利号5616796(pocius等人)、5621143(pocius)、6252023(moren)、6410667(moren)和6486090(moren)中所述的。
[0081]
合适的有机硼烷-胺络合物购自供应商诸如巴斯夫公司(basf)和阿克苏诺贝尔公司(akzonobel)。teb-dap(三乙基硼烷-1,3-二氨基丙烷(或1,3-丙二胺)络合物)、tnbb-mopa(三正丁基硼烷-3-甲氧基丙胺络合物)、teb-deta(三乙基硼烷-二亚乙基三胺络合物)、tnbb-dap(三正丁基硼烷-1,3-二氨基丙烷络合物)和tsbb-dap(三仲丁基硼烷-1,3-二氨基丙烷络合物)均购自德国路德维希港的巴斯夫公司(basf,ludwigshafen,germany)。teb-hmda(三乙基硼烷-六亚甲基二胺(亦为1,6-己二胺或1,6-二氨基己烷)络合物)购自荷兰阿姆斯特丹的阿克苏诺贝尔公司(akzonobel,amsterdam,the netherlands)。
[0082]
有机硼烷-胺络合物通常以有效量使用,该有效量是这样的量,其足够大以使得反应(即,通过聚合和/或交联而固化)易于发生,从而获得对于期望的最终用途而言足够高分子量的聚合物。如果制备的有机硼烷的量太少,则反应可能是不完全的。在另一方面,如果量太高,则反应可进行太快而无法有效混合和使用所得的组合物。
[0083]
有机硼烷-胺络合物的有效量为至少0.1重量%,或至少0.5重量%。有机硼烷-胺络合物的有效量为至多10重量%,或至多5重量%,或至多3重量%。硼在该组合物中的重量%是基于可聚合材料的总重量。
[0084]
可包含解络剂以活化有机硼烷-胺络合物。如本文所用,术语“解络剂”是指这样的化合物:能够从其络合剂中释放有机硼烷,从而使得引发(通过聚合和/或交联而固化)该组合物的可聚合材料发生反应。解络剂也可称为“活化剂”或“释放剂”并且这些术语在本文可同义地使用。
[0085]
在温和温度下快速与碱或有机硼烷-胺络合物反应的化合物是特别有效的解络剂。这些解络剂可包括无机酸、路易斯酸、羧酸、酸酐、酰氯、磺酰氯、膦酸、异氰酸酯、醛、1,3-二羰基化合物、丙烯酸酯和环氧化物。
[0086]
适宜的解络剂可包括胺反应性化合物。胺反应性化合物通过如下方式释放有机硼烷:与胺反应,从而使有机硼烷脱离与胺的化学连接。这些化合物可易于在室温或低于室温下与胺形成反应产物,以便提供可易于在环境条件下使用和固化的组合物,诸如粘合剂。
[0087]
如果存在的话,解络剂通常以有效量(即,这样的量,该量能有效地通过从其络合剂释放出引发剂而促进固化,但不实质上不利地影响最终组合物的期望特性)使用。解络剂通常以一定量提供,使得一种或多种解络剂中的胺反应性基团与一种或多种络合剂中的氨
基基团的摩尔比在0.5∶1.0至10.0∶1.0的范围内,优选地在0.5∶1.0至4.0∶1.0,并且更优选地1.0∶1.0的范围内,尽管这不是必需的。
[0088]
有机过氧化物和无机过氧化物可以以任何适于引发固化的量加入。有用的有机过氧化物包括氢过氧化物(例如,异丙苯、叔丁基或叔戊基氢过氧化物)、二烷基过氧化物(例如,过氧化二叔丁基、过氧化二枯基或过氧化环己基)、过氧化酯(例如,过苯甲酸叔丁酯、过氧化-2-乙基己酸叔丁酯、过氧化-3,5,5-三甲基己酸叔丁酯、单过氧化马来酸叔丁酯或过氧化邻苯二甲酸二叔丁酯)、过氧化碳酸酯(例如,过氧化2-乙基己基碳酸叔丁酯、过氧化异丙基碳酸叔丁酯或过氧化二碳酸二(4-叔丁基环己基)酯、过氧化酮(例如,过氧化甲基乙基酮、1,1-二(叔丁基过氧化)环己烷、1,1-二(叔丁基过氧化)-3,3,5-三甲基环己烷和过氧化环己酮)以及二酰基过氧化物(例如,过氧化苯甲酰或过氧化月桂酰)。可用的无机过氧化物包括过氧化钙和过氧化锌。
[0089]
在一些实施方案中,有机过氧化物以0.05重量%至约10重量%(在一些实施方案中,0.1重量%至5重量%,或0.5重量%至5重量%)的量存在。可以选择有机过氧化物及其量,以在混合或融解后为组合物提供期望的第二时间段(即,邻近飞行器表面的可固化组合物的一部分保持液体的时间长度)。在一些实施方案中,组合物具有至少10分钟,至少30分钟,至少一小时或至少两小时的开放时间。
[0090]
某些光引发剂体系在暴露于光化辐射时产生自由基以固化可固化组合物。光引发剂体系可包括例如i型和/或ii型光引发剂、光敏染料、胺增效剂以及任选的电子供体(例如,如在3-组分电子转移光引发剂的情况下)。光化辐射可以在可见光谱内或在紫外或红外波长范围内,并且可以由任何合适的电磁辐射源诸如发光二极管(led)、汞灯或卤素灯提供。
[0091]
光引发剂体系可以包含对电磁光谱的可见区域中的波长敏感的自由基光引发剂。此类光引发剂的示例包括酰基氧化膦衍生物、酰基次膦酸酯衍生物和酰基膦衍生物(例如,苯基双(2,4,6-三甲基苯甲酰基)氧化膦(以商品名omnirad 819购自伊利诺斯州圣查尔斯igm树脂公司(igm resins,st.charles,illinois))、苯基双(2,4,6-三甲基苯甲酰基)膦(例如,以商品名omnirad 2100购自igm树脂公司(igm resins))、双(2,4,6-三甲基苯甲酰基)苯基氧化膦、2,4,6-三甲基苯甲酰基二苯基氧化膦(例如,以商品名omnirad 8953x购自igm树脂公司(igm resins))、异丙氧基苯基-2,4,6-三甲基苯甲酰基氧化膦、新戊酰基膦酸二甲酯)、(2,4,6-三甲基苯甲酰基)苯基次磷酸乙酯(例如,以商品名omnirad tpo-l购自igm树脂公司(igm resins));和双(环戊二烯基)双[2,6-二氟-3-(1-吡咯基)苯基]钛(例如,以商品名omnirad 784购自igm树脂公司(igm resins))。
[0092]
可选地,可固化组合物包含一种或多种碱性化合物。可选地,这些碱性化合物包括胺,诸如1,4-二氮杂二环[2.2.2]辛烷(dabco)、1,2-二甲基咪唑、3-奎宁环醇和/或由有机硼烷-胺络合物提供的过量的胺、和/或无机碱(例如,氢氧化镁、氢氧化钠、氢氧化钙、氧化钙和碳酸钠)。如果包含的话,典型的量为0.1重量%至8重量%,优选0.2重量%至2重量%,尽管这不是必需的。
[0093]
合适的可固化组合物的示例可见于已公布的pct申请wo2013/151893(ye)、wo2014/164103(ye)、wo2014/164244(ye)、wo2014/172302(zook)、wo2014/172305(zook)、wo2016/106352(ye)、wo2016/106364(swan)、wo2016/130673(demoss)、wo2016/176537
(zook)、wo2016/176548(ye)和wo2017/015188(blackwell)以及美国专利9650150(zook)以及美国专利申请62/66709(moser)。
[0094]
有利的是,可以将可固化组合物嵌入可以有助于使光化辐射透射穿过可固化组合物的透光膜、纤维和/或颗粒。在一些实施方案中,例如,可固化组合物包含多个微球。可以为实心或中空的微球抗压缩并且可以设定可固化组合物的最大压缩水平。微球可由玻璃制成。玻璃微球还可以用于帮助将光化辐射诸如蓝光转移通过可固化组合物。这可以有助于促进在可固化组合物中被不透明物质(例如,如本文所述的飞行器部件)阻挡的位置处的固化,或者有助于促进在可固化组合物中对于光化辐射而言太深而无法穿透的位置处的固化。
[0095]
其他材料诸如中空长丝或织造中空长丝纤维织物可以包括在可固化组合物中,以帮助将光化辐射转移通过可固化组合物。长丝的玻璃微球中的任一个玻璃微球可以从可固化组合物的外边缘或外表面延伸到可固化组合物的任何期望深度。
[0096]
微球还可以用于改变可固化组合物的粘度。也可使用任何其他合适的粘度调节剂。可固化组合物的粘度可为任何合适的值。例如,该粘度可以处于可固化组合物可流动并在未固化状态下变形并且在至少部分地固化时基本上保持其形式的值。例如,在环境条件(例如,约25℃的温度)下,可固化组合物的粘度在约3000pa.s至约10000pa.s、约5000pa.s至约8000pa.s的范围内,或者小于、等于或大于约3000pa.s、3500pa.s;4000pa.s;4500pa.s;5000pa.s;5500pa.s;6000pa.s;6500pa.s;7000pa.s;7500pa.s;8000pa.s;8500pa.s;9000pa.s;9500pa.s;或约10000pa.s。粘度可以使用haake rheowin机器测量,但其他机器同样非常适于测量粘度。
[0097]
本文所述的垫片图案可以具有任何合适的尺寸。例如,垫片图案的宽度和长度可独立地选自约1.2cm至约40cm、约5cm至约20cm、约10cm至约15cm,或者小于、等于或大于约1.2cm、1.5cm、2cm、2.5cm、3cm、3.5cm、4cm、4.5cm、5cm、5.5cm、6cm、6.5cm、7cm、7.5cm、8cm、8.5cm、9cm、9.5cm、10cm、10.5cm、11cm、11.5cm、12cm、12.5cm、13cm、13.5cm、14cm、14.5cm、15cm、15.5cm、16cm、16.5cm、17cm、17.5cm、18cm、18.5cm、19cm、19.5cm、20cm、20.5cm、21cm、21.5cm、22cm、22.5cm、23cm、23.5cm、24cm、24.5cm、25cm、25.5cm、26cm、26.5cm、27cm、27.5cm、28cm、28.5cm、29cm、29.5cm、30cm、30.5cm、31cm、31.5cm、32cm、32.5cm、33cm、33.5cm、34cm、34.5cm、35cm、35.5cm、36cm、36.5cm、37cm、37.5cm、38cm、38.5cm、39cm、39.5cm和约40cm。垫片的厚度可以具有先前针对间隙厚度列举的尺寸中的任一个。
[0098]
可固化组合物可以包含一种或多种另外的非均相填料。此类填料包括玻璃纤维、硅酸铝(莫来石)、合成硅酸钙、硅酸锆、熔融二氧化硅、结晶二氧化硅石墨、天然硅砂;硼粉末,诸如氮化硼粉末、硼硅酸盐粉末;氧化物,诸如tio2、氧化铝、氧化镁、氧化锌;硫酸钙(作为其无水物、脱水物或三水合物);碳酸钙,诸如白垩、石灰石、大理石、合成沉淀碳酸钙;滑石,包括纤维的、模块的、针形的、层状滑石;硅灰石;经表面处理的硅灰石;玻璃球,诸如中空和实心玻璃球、硅酸盐球、空心微珠,铝硅酸盐(armospheres);高岭土,包括硬高岭土、软高岭土、煅烧高岭土;单晶纤维或“晶须”,诸如碳化硅、氧化铝、碳化硼、铁、镍、铜;纤维(包括连续纤维和短纤维),诸如石棉、碳纤维;硫化物,诸如硫化钼、硫化锌;钡化合物,诸如钛酸钡、钡铁氧体、硫酸钡、重晶石;金属(例如,金属网、金属板)和金属氧化物,诸如粒状或纤维状铝、青铜、锌、铜和镍;薄片填料,诸如玻璃片、薄片碳化硅、二硼化铝、铝薄片、钢薄片;
纤维填料,例如短无机纤维,诸如衍生自共混物的那些,该共混物包含硅酸铝、氧化铝、氧化镁和半水合硫酸钙中的至少一种;天然填料和增强物,诸如通过粉碎木材获得的木粉,纤维产品诸如洋麻、纤维素、棉花、剑麻、黄麻、亚麻、淀粉、玉米面粉、木质素、苎麻,藤,龙舌兰,竹,大麻,研磨过的坚果壳,玉米,椰子(椰壳纤维),稻粒壳;有机填料,诸如聚四氟乙烯,由能够形成纤维,诸如聚(醚酮)、聚酰亚胺、聚苯并噁唑、聚(苯基硫醚)、聚酯、聚乙烯、芳族聚酰胺、芳族聚酰亚胺、聚醚酰亚胺、聚四氟乙烯、丙烯酸树脂、聚(乙烯醇)的有机聚合物形成的增强有机纤维填料;以及填料,诸如云母、粘土、长石、烟道灰、铝硅酸镁盐、石英、石英岩、珍珠岩,硅藻土、炭黑等,或包含前述填料中的至少一种的组合物。填料可以用硅烷、硅氧烷或硅烷和硅氧烷的组合进行表面处理以改善粘附性和分散性。
[0099]
相对于可固化组合物的总重量,上述纤维的任一种的量可以为10重量%至95重量%、20重量%至90重量%、30重量%至80重量%,或者在一些实施方案中,小于、等于或大于10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%、80重量%、85重量%、90重量%或95重量%。上述量可适用于单一填料或全部填料。
[0100]
如本文所述,可固化组合物110可包含玻璃微球,玻璃微球的一个示例为来自3m公司(3m company)的3m玻璃微球或来自瑞典特雷勒堡的特瑞堡ab公司(trelleborg ab,trelleborg,sweden)的eccospheres牌中空玻璃微球。此类填料在可显著降低组合物的密度的同时,保持固化后可接受的机械性能。有利地,包含中空填料颗粒可显著降低组合物的密度并且因此在实践中组合物的总重量。填料颗粒的密度可小于、等于或大于0.18g/cm3、0.3、0.5、0.6、0.8、1.0、1.2、1.4、1.6、1.8或2或更多。
[0101]
尽管并非旨在穷举,但下面列举了这些填垫方法的具体实施例:
[0102]
1.一种用于制作安装在组件的第一部件与第二部件之间的结构垫片的方法,该方法包括:将可硬化组合物设置到该第一部件与该第二部件之间的间隙中;硬化该可硬化组合物以提供尺寸稳定的垫片图案;从间隙移除垫片图案,该垫片图案能够从间隙移除而不会损坏;使用该垫片图案来制造该结构垫片。
[0103]
2.根据实施例1所述的方法,其中该组件是飞行器,该第一部件是该飞行器的蒙皮,并且该第二部件是该飞行器的子结构。
[0104]
3.根据实施例1或2所述的方法,其中使用该垫片图案来制造该结构垫片包括创建该垫片图案的数字模型,并且然后使用该数字模型来制造该结构垫片。
[0105]
4.根据实施例1-3中任一项所述的方法,其中从该间隙移除该垫片图案在该蒙皮或该子结构上留下基本上为零的残余污染物。
[0106]
5.根据实施例1-4中任一项所述的方法,其中该可硬化组合物为可挤出组合物。
[0107]
6.根据实施例1-5中任一项所述的方法,其中该可硬化组合物在环境温度下为液体。
[0108]
7.根据实施例1-6中任一项所述的方法,其中该可硬化组合物在环境温度下是尺寸稳定的。
[0109]
8.根据实施例7所述的方法,其中该可硬化组合物以膜或片材的形式提供。
[0110]
9.根据实施例1-8中任一项所述的方法,其中该可硬化组合物为可固化组合物,并且硬化该可硬化组合物包括固化该可固化组合物。
[0111]
10.根据实施例9所述的方法,其中该可固化组合物包含第一组分和第二组分,并且其中通过将该第一组分和该第二组分彼此混合来固化该可固化组合物。
[0112]
11.根据实施例9所述的方法,其中该可固化组合物通过暴露于光化辐射来固化,并且其中通过使该光化辐射透射穿过多个嵌入该可固化组合物中的膜、纤维和/或颗粒来提供暴露于光化辐射。
[0113]
12.根据实施例9所述的方法,其中通过将该可固化组合物加热至高于环境温度的固化温度来固化该可固化组合物。
[0114]
13.根据实施例1至12中任一项所述的方法,其中通过增材制造工艺或减材制造工艺制造该结构垫片。
[0115]
14.一种接合飞行器的蒙皮与子结构的方法,该方法包括:根据实施例1-13中任一项所述的方法制作结构垫片;将该结构垫片插入该蒙皮与该子结构之间;以及将蒙皮与子结构紧固到彼此。
[0116]
15.一种用于制作垫片图案的方法,该垫片图案用于制造安装在飞行器的蒙皮与子结构之间的结构垫片,该方法包括:将可硬化组合物设置到该蒙皮与该子结构之间的间隙中;硬化该可硬化组合物以提供垫片图案,其中该垫片图案是尺寸稳定的;以及从间隙移除垫片图案,该垫片图案能够从间隙移除而不会损坏。
[0117]
实施例
[0118]
通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
[0119]
除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。
[0120]
表1:材料
[0121]
[0122]
gauge company of buffalo grove,il.united states)。在两个0.318cm(0.125in)厚的样本上读取读数,背对背堆叠(用于“顶部硬度”测量)或面对面堆叠(用于“底部硬度”测量)。如果厚度小于0.318cm(0.125in),则堆叠多个件以获得至少0.635cm(0.25in)的总厚度。
[0132]
实施例1:
[0133]
步骤1:多硫化物图案化合物的部分a的制备
[0134]
通过使用刮刀在max 200dac杯(美国南卡罗来纳州兰德拉姆的弗莱克特克公司(flacktek,inc.of landrum,sc.united states))中混合表1中确定的mno2和mt的重量百分比来制备部分a。。然后使用speedmixer型号dac 400fvz(弗莱克特克公司(flacktek,inc.)以1600转/分钟(rpm)将杯的内容物混合60秒。用刮刀刮擦杯的侧面和底部,并且将杯的内容物以1600rpm再混合30秒。然后将znst和cb以表1中确定的重量百分比添加到dac杯,并且将所有成分以1600rpm再混合60秒。所得固化剂组分在25℃(77
°
f)下的粘度为1350泊,密度为1.58g/cm3。
[0135]
表1:部分a组分
[0136][0137][0138]
步骤2:多硫化物图案化合物的部分b的制备
[0139]
部分b以与部分a类似的方式制备。使用刮刀将表2中确定的ps、s322、tio2、ht、rb以及tetd的重量百分比在max 200 dac杯中混合。然后使用dac 400 fvz speedmixer将杯的内容物以1600rpm混合60秒。用刮刀刮擦杯的侧面和底部,并且将杯的内容物以1600rpm再混合30秒。所得基础组分在25℃(77
°
f)下的粘度为11200泊,密度为1.51g/cm3,并且颜色为红色。
[0140]
表2:部分b组分
[0141]
组分重量%ps60.0s32230.0tio25.0ht4.4rb0.5tetd0.1
[0142]
步骤3:多硫化物图案化合物的混合
[0143]
使用刮刀将10克部分a与100克部分b在max 200 dac杯中混合。然后使用dac 400 fvz speedmixer将杯的内容物以1600rpm混合60秒。用刮刀刮擦杯的侧面和底部,并且将杯的内容物以1600rpm再混合30秒。
[0144]
步骤4:多硫化物图案化合物的测试
[0145]
将混合组合物的25克部分置于飞行器结构的两个配对部件之间的垫片间隙中。所得的橡胶间隙图案具有55的肖氏硬度a,对飞行器部件没有粘附性,并且提供所需垫片的轮
廓和外形的标称标测图。
[0146]
实施例2:
[0147]
步骤1:固化剂(部分a)的制备
[0148]
通过使用刮刀在max 200 dac杯中混合表3中确定的pet和dabco的重量百分比并在60℃下加热两小时来制备部分a。将混合物冷却至室温,并且将剩余成分r-202、s322、d-e135和tnbb-mopa的重量百分比添加到dac杯。然后使用dac 400 fvz speedmixer将成分以1600rpm混合60秒。用刮刀刮擦杯的侧面和底部,并且将成分以1600rpm再混合30秒。
[0149]
表3:部分a组分
[0150]
组分重量%pte73.58dabco0.01r2020.37s32224.28d-e1351.21tnbb-mopa0.55
[0151]
步骤2:基料(部分b)的制备
[0152]
通过用dac 400fvz speedmixer将表4中标识的成分在max 200dac杯中以1600rpm混合60秒来制备部分b。用刮刀刮擦杯的侧面和底部,并且将杯的内容物以1600rpm再混合30秒。
[0153]
表4:部分b组分
[0154]
组分重量%daebpa61.90taic3.95tbec11.73or8194.94r20210.46pcnb0.05d-e1356.97
[0155]
步骤3:固化剂(部分a)和基料(部分b)的混合
[0156]
使用刮刀将90.92克部分a与10.34克部分b在max 200 dac杯中混合。使用dac 400 fvz speedmixer将杯以1600rpm混合60秒。用刮刀刮擦杯的侧面和底部,并且将杯以1600rpm再高速混合30秒。
[0157]
步骤4:图案化合物的测试
[0158]
将混合组合物的25克部分置于汽车门结构的两个配对部件之间的垫片间隙中。使用450nm的led固化灯(美国明尼苏达州圣保罗的3m公司的3m elipar deepcure-s light(3m elipar deepcure-s light,3m company,st.paul,mn.united states))照射图案化合物的暴露部分60秒。在接下来的八小时内,图案化合物的剩余未照射部分完全固化成橡胶状物质。所得的间隙图案对汽车门部件没有粘附性,具有45的肖氏a硬度,并且提供所需垫片的轮廓和外形的标称标测图。
[0159]
***
[0160]
以上获得专利证书的申请中所有引用的参考文献、专利和专利申请以一致的方式全文以引用方式并入本文中。在并入的参考文献部分与本技术之间存在不一致或矛盾的情况下,应以前述说明中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1