增材制造组件和方法与流程
增材制造组件和方法
背景技术:
1.增材制造通常涉及使用相对于制造表面(有时称为基底或底板)平移的分配喷嘴或打印头来生成分层图案。当喷嘴或打印头相对于制造表面移动时,其将材料分配到表面或先前形成的层上。每一层形成一层制品。增材制造工艺为快速原型开发创造了机会。某些行业持续要求改善性能并加快增材制造速度而不影响制品精度。
附图说明
2.为了更详细地理解实现实施例的特征和优点的方式,可参考附图中示出的实施例进行更全面的描述。然而,附图仅示出了一些实施例,因此不应认为是对范围的限制,因为可能存在其他同样有效的实施例。
3.图1包括根据本公开的一个实施例的用于增材制造的组件的简化图。
4.图2包括根据本公开的另一个实施例形成的制品的简化剖视图。
5.图3示出根据本公开的一个实施例的如在图2中的圆圈a中所示的制品的放大视图。
6.在不同附图中,使用相同的参考符号来表示相似或相同的项。
具体实施方式
7.提供结合附图的以下描述以帮助理解本文所公开的教导内容。以下论述将集中于本教导内容的具体实施方式和实施例。提供该重点是为了帮助描述教导内容,并且不应该被解释为是对本教导内容的范围或适用性的限制。然而,其他实施例可基于本专利申请中所公开的教导内容而使用。
8.术语“由
…
构成”、“包括”、“包含”、“具有”、“有”或它们的任何其他变型旨在涵盖非排他性的包含之意。例如,包含特征列表的方法、制品或装置不一定仅限于那些特征,而是可以包括未明确列出的或这种方法、制品或装置固有的其他特征。另外,除非另有明确说明,否则“或”是指包括性的“或”而非排他性的“或”。例如,以下任何一项均可满足条件a或b:a为真(或存在的)而b为假(或不存在的)、a为假(或不存在的)而b为真(或存在的),以及a和b两者都为真(或存在的)。
9.术语“大体”、“基本上”、“大致”等旨在涵盖与给定值的偏差范围。在一个特定实施例中,术语“大体”、“基本上”、“大致”等是指在值的以下任一方向上的偏差:在值的10%内;在值的9%内;在值的8%内;在值的7%内;在值的6%内;在值的5%内;在值的4%内;在值的3%内;在值的2%内;或在值的1%内。
10.而且,使用“一个”或“一种”来描述本文所述的元件和部件。这样做仅是为了方便并且给出本发明范围的一般性意义。除非很明显地另指他意,否则这种描述应被理解为包括一个、至少一个,或单数也包括复数,或反之亦然。例如,当在本文描述单个项时,可以使用多于一个项来代替单个项。类似地,在本文描述了多于一个项的情况下,单个项可以取代多于一个项。
11.除非另有定义,否则本文使用的所有技术术语和科技术语都与本发明所属领域的普通技术人员通常理解的含义相同。材料、方法和实例仅是说明性的而非限制性的。关于本文未述的方面,有关特定材料和加工方法的许多细节是常规的,并且可在增材制造领域内的教科书和其他来源中找到。
12.本文所述的增材制造技术可利用多个喷嘴或打印头构造来分配制造材料,诸如墨水、树脂、聚合物、陶瓷和混凝土。在某些实施例中,该材料可包括硅树脂、含有异氰酸酯和羟基组分的聚氨酯、环氧树脂、陶瓷、无机浆料、聚四氟乙烯(ptfe)、弹性体(诸如聚乙烯(pe)、聚丙烯(pp)、聚碳酸酯、聚酰胺、和其他热塑性聚合物)。
13.多个喷嘴中的每一个都可以具有独特的特性。例如,在一些实施例中,本文所述的组件可包括具有第一特性的第一喷嘴和具有不同于第一特性的第二喷嘴。该特性可能包括喷嘴孔径、纹理、形状或处理不同材料的容量。喷嘴可以配置为协同作用以形成具有先前通过传统增材制造技术无法获得的多种特性的制品。
14.增材制造,有时被称为3d(三维)打印,可以通过将材料(例如墨水-包括任何选定材料的颗粒)分配到制造表面(诸如基底)上来进行。颗粒通常是微颗粒或纳米颗粒。作为印刷工艺或进一步加工技术的任一成果,颗粒结合在一起形成固体或半固体(例如,多孔)制品。
15.虽然本文中提及的通常用于分配喷嘴,但在某些实施例中,所描述的组件和方法可以直接用于等同于喷墨印刷或分配型印刷的液体喷射喷嘴。在某些情况下,术语“喷嘴”的使用可以进一步指代更传统的挤出型增材制造工艺的喷嘴。关于通过喷嘴的颗粒使用的术语“材料”可以指适用于增材制造工艺的任何颗粒。
16.在一个实施例中,本文所描述的组件可以使用分配喷嘴将材料分配到包括基底的打印区域中。分配可以发生在逐层沉积上,由此初始层设置在基底上,每一个后续的层分配到先前分配的层上。通常,每一个层都硬化后再分配后续的层。在某些情况下,喷嘴可以响应于每一个层的图案内容以分配该层。在其他情况下,喷嘴可以盲目地分配层并且可以使用硬化工具根据层的特定图案内容来硬化层。例如,硬化工具可以包括扫描激光束或其他光源。
17.在一个实施例中,本文所描述的组件可以利用多种类型的材料在打印区域中进行分配。这些多种材料类型可以包括一种或多种物体材料以及一种或多种支撑材料。物体材料可用于生产所需的物体,例如要打印和安装或运用于最终用途应用中的最终制品。支撑材料可包括用于支撑所需物体表面的临时材料。例如,支撑材料可用于支撑悬垂表面,其中后续层可以在负角度上下垂。在一些实施例中,支撑材料可以从旨在仅分配支撑材料而不分配物体材料的离散喷嘴中分配。
18.根据本文所描述的实施例的使用的材料通常可以包括如上所述的颗粒。在一些特定的实施例中,材料可以包括载体液、经溶解的或经悬浮的材料、分散剂、或其任何组合。在某些情况下,颗粒可置于载体液中。分散剂可助于将颗粒分散到固体中。经溶解的和经悬浮的材料可以包括填充物、纤维、增强材料和设置于材料内(例如载体液内)的其他元素。经溶解的和经悬浮的材料可为物体材料、支撑材料、或两者都提供的所需的特性。
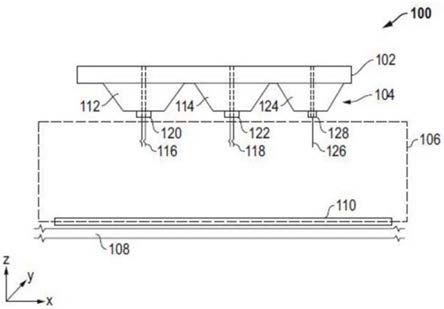
19.图1包括根据本公开的实施例的增材制造组件100的简化图。组件100通常可以包括具有喷嘴阵列104的头部102,设置该喷嘴阵列邻近具有基底108的打印区域106,配置该
基底接收增材制造的制品的一个或多个层110。头部102、喷嘴阵列104、或两者可以配置为在x-、y-、z-空间场中移动。x-y平面通常可平行于基底108。每一个层的形成期间,喷嘴阵列104可沿x-y平面移动以形成与当前分配的层相关联的图案。z-轴可以代表阶梯轴,由此每一个层代表喷嘴阵列104的不同垂直位置。在某些情况下,喷嘴阵列104可以相对于基底108移动。在其他情况下,基底108可以相对于喷嘴阵列104移动。在又一些其他情况下,基底108和喷嘴阵列104可以相对于彼此移动。例如(作为非限制性示例)喷嘴阵列104可以沿z-轴移动,而基底108在x-y平面中移动。例如,喷嘴阵列104或基底108的移动可作为一个或多个致动器(例如与计算处理装置连通的伺服电机)的结果而发生。
20.喷嘴阵列104可以包括多个喷嘴。在一些实施例中,喷嘴阵列104可以包括第一喷嘴112和第二喷嘴114。第一喷嘴112和第二喷嘴114可以配置为将材料116、118分别地分配到打印区域106中。应当理解,图1未按比例绘制并且喷嘴112、114在后续层的分配期间可以比所代表的层更靠近前面的层110。
21.在一些实施例中,第一喷嘴112可以独立于第二喷嘴114移动。在一些实施例中,第二喷嘴114也可以独立于第一喷嘴112移动。例如,第一喷嘴112和第二喷嘴114可以在x-y平面内彼此独立地移动。在另一个实施例中,第一喷嘴112和第二喷嘴114可以以固定的空间距离移动。即,例如,第一喷嘴112和第二喷嘴114可以固定于头部102。
22.在一些实施例中,材料通过第一喷嘴112的孔120的通道可以存在于沿着第一线的方向上,材料通过第二喷嘴114的孔122的通道可以存在于沿着第二线的方向上,第二线平行于第一线。在其他实施例中,第一线和第二线可以有角度地偏移,例如以至少1
°
、至少2
°
、至少3
°
、至少4
°
、至少5
°
、或至少10
°
的角度。在另一个实施例中,第一线和第二线可以偏移不大于90
°
、不大于45
°
、不大于30
°
、或不大于15
°
。
23.在一些实施例中,第一喷嘴112和第二喷嘴114彼此之间可具有不同的特性。在一些实施例中,第一喷嘴112限定具有第一孔径d1的孔120,并且第二喷嘴114限定具有第二孔径d2的孔122,第二孔径不同于d1。在一些实施例中,d1可以小于d2。在一些实施例中,d1可以不大于0.99d2、不大于0.95d2、不大于0.9d2、不大于0.75d2、不大于0.5d2、或不大于0.25d2。在一些实施例中,d1可以为至少0.01d2、至少0.05d2、至少0.1d2、或至少0.25d2。此外,可以理解,d1可介于任意这些最小值与最大值之间,例如至少0.01d2至不大于0.99d2。在一些实施例中,比率d1:d2可以在0.01:1和0.99:1范围内。
24.在一些实施例中,第一喷嘴112的孔120的第一孔径d1可以为至少0.5微米(μm)、至少1.0μm、至少2.0μm、至少3.0μm、至少4.0μm、至少5.0、至少7.5μm、至少10μm、至少12.5μm、或至少15μm。在一些实施例中,第一喷嘴112的孔120的第一孔径d1可以不大于200μm、不大于150μm、不大于100μm、不大于50μm、不大于35μm、不大于25μm、不大于22.5μm、或不大于20μm。此外,应当理解,第一喷嘴112的孔120的第一孔径d1可介于任意这些最小值与最大值之间,诸如至少0.5μm至不大于200μm、或甚至至少1.0μm至不大于22.5μm。
25.在一些实施例中,第二喷嘴114的孔122的第二孔径d2可以为至少3.0μm、至少5.0μm、至少10μm、至少25μm、至少50μm、至少100、至少150μm、至少200μm、至少250μm、或至少500μm。在一些实施例中,第二喷嘴114的孔122的第二孔径d2可以不大于5000μm、不大于2500μm、不大于1500μm、不大于1000μm、不大于750μm、不大于500μm、不大于250μm、或不大于200μm。此外,应当理解,第二喷嘴114的孔122的第二孔径d2可介于任意这些最小值与最大值之间,
诸如至少5.0μm至不大于5000μm、或甚至至少250μm至不大于1000μm。
26.第一喷嘴112的孔120和第二喷嘴114的孔122之间的不同直径可以有利于喷嘴112、114的不同材料沉积特性。例如,第二喷嘴114可以用于以加速的体积沉积速率分配材料,而第一喷嘴112可以以较慢的体积沉积速率分配材料。因此,在一些实施例中,第一喷嘴112可以比第二喷嘴114更精确地分配材料。在这点上,计算处理可以确定正在制造的制品的适合于高沉积速率(由第二喷嘴114实现)的体积区域和适合于高准确沉积精度(由第一喷嘴114实现)的其他体积区域。
27.在一些实施例中,第一喷嘴112可以以至少1.0微升/秒(μl/s)、至少2.0μl/s、至少3.0μl/s、至少3.5μl/s、至少5.0μl/s、至少10μl/s、至少25μl/s、或至少50μl/s的体积沉积速率分配材料。在一些实施例中,第一喷嘴112可以以不大于2000μl/s、不大于1750μl/s、不大于1700μl/s、不大于1600μl/s、不大于1500μl/s、不大于1250μl/s、或不大于1000μl/s的体积沉积速率分配材料。此外,应当理解,第一喷嘴112可以以介于任意这些最小数值与最大数值之间的体积沉积速率分配材料,诸如至少1.0μl/s至不大于2000μl/s、或甚至至少3.5μl/s至不大于1700μl/s。
28.在一些实施例中,第二喷嘴114可以以至少10μl/s、至少20μl/s、至少25μl/s、至少50μl/s、至少100μl/s、至少150μl/s、至少200μl/s、至少250μl/s、或至少500μl/s的体积沉积速率分配材料。在一些实施例中,第二喷嘴114可以以不大于12000μl/s、不大于10000μl/s、不大于5000μl/s、不大于4000μl/s、不大于3000μl/s、不大于2500μl/s、不大于2000μl/s、或不大于1500μl/s的体积沉积速率分配材料。此外,应当理解,第二喷嘴114可以以介于任意这些最小数值与最大数值之间的体积沉积速率分配材料,诸如至少10μl/s至不大于12000μl/s、或甚至至少100μl/s至不大于2000μl/s。
29.此外,某些材料制剂可能包括小的或大的粒度,其限制了最小喷嘴尺寸或只能通过特定的喷嘴尺寸进行分配。在一些实施例中,包括第一喷嘴112和第二喷嘴114的多尺寸喷嘴阵列104因此可以允许使用大粒度材料(由第二喷嘴114实现)以获得更高的体积沉积速率,而同时允许以较低的体积沉积速率进行良好的准确分配(由第一喷嘴112实现)。
30.在一些实施例中,第一喷嘴112可以配置为分配具有至少0.05微微升(pl)、至少0.10pl、至少0.15pl、至少0.20pl、至少0.25pl、至少0.5pl、或至少1.0pl的液滴尺寸的材料液滴。在一些实施例中,第一喷嘴112可以配置为分配具有不大于25pl、不大于20pl、不大于15pl、不大于10pl、不大于9.0pl、不大于8.0pl、不大于7.0pl、不大于6.0pl、或不大于5.0pl的液滴尺寸的材料液滴。此外,应当理解,第一喷嘴112可以配置为分配具有介于任意这些最小值与最大值之间的液滴尺寸的材料液滴,诸如至少0.05pl至不大于25pl、或甚至至少0.5pl至不大于9.0pl。
31.在一些实施例中,第二喷嘴114可以配置为分配具有至少3pl、至少25pl、至少50pl、至少100pl、至少150pl、至少200pl、至少250pl、或至少300pl的液滴尺寸的材料液滴。在一些实施例中,第二喷嘴114可以配置为分配具有不大于5000pl、不大于2500pl、不大于2000pl、不大于1500pl、不大于1000pl、不大于750pl、不大于500pl、不大于250pl、不大于150pl、或不大于100pl的液滴尺寸的材料液滴。此外,应当理解,第二喷嘴114可以配置为分配具有介于任意这些最小值与最大值之间的液滴尺寸的材料液滴,诸如至少3.0pl至不大于5000pl、或甚至至少100pl至不大于2000pl。
32.在一些实施例中,组件100进一步包括支撑结构喷嘴124,其被配置为通过孔128将支撑材料126分配到打印区域106中。在一些实施例中,与第一喷嘴112或第二喷嘴114相比,支撑结构喷嘴124可具有相似的形状或结构。在其他实施例中,支撑结构喷嘴124可具有一种或多种适合于分配支撑材料126的独特特性。例如,在一些实施例中,支撑结构喷嘴124的孔128可以限定比第一喷嘴112和第二喷嘴114中的任一个或两者小的直径。在一些实施例中,支撑结构喷嘴124可以与第一喷嘴112和/或第二喷嘴114中的任一个或两个以固定关系移动。在其他实施例中,支撑结构喷嘴124可以独立于第一喷嘴112和/或第二喷嘴114中的任一个或两个而移动。
33.在一些实施例中,支撑结构喷嘴124可在分别地从喷嘴112、114分配材料116、118中的一种或多种之前,分配支撑材料126以在打印区域106内形成支撑结构。在一些实施例中,在支撑结构的分配期间第一喷嘴112和/或第二喷嘴114可以是被动的。在其他实施例中,在支撑材料126的分配期间第一喷嘴112和第二喷嘴114中的至少一个可以主动地分配材料116、118以形成支撑结构。
34.在一些实施例中,组件100可以与多种材料一起使用,包括例如树脂、墨水、聚合物、陶瓷、水泥和硅树脂。在一个特定的实施例中,组件100可以与光固化硅树脂一起使用。在一个更特定的实施例中,组件100可以与多种类型的光固化硅树脂一起使用,诸如由第一喷嘴112分配的第一类型光固化硅树脂和由第二喷嘴114分配的第二类型光固化硅树脂。以举例的方式,第一光固化硅树脂可以限定第一粘度μ1,并且第二光固化硅树脂可以限定第二粘度μ2,第二粘度不同于第一粘度μ1。在一些实施例中,第一粘度μ1可以小于第二粘度μ2。例如,在一些实施例中,μ1可以为至少0.0001μ2、0.001μ2、至少0.01μ2、或至少0.1μ2。此外,在一些实施例中,μ1可以不大于0.99μ2、不大于0.75μ2、不大于0.5μ2、或不大于0.25μ2。在一些实施例中,第一喷嘴112可以配置为分配具有比通过第二喷嘴114分配的材料低的粘度的材料。例如,在一些实施例中,与通过第二喷嘴114分配的具有较高粘度(例如第二粘度μ2)的光固化硅树脂相比,第一喷嘴112可以分配具有较低粘度(例如第一粘度μ1)的光固化硅树脂。
35.在一些实施例中,第一喷嘴112可以配置为分配具有至少0.005(厘泊)cp、至少0.25cp、至少0.5cp、至少0.75cp、至少1.0cp、至少1.5cp、至少2.0cp、至少2.5cp、或至少3.0cp的第一粘度μ1的第一材料。在一些实施例中,第一喷嘴112可以配置为分配具有不大于25cp、不大于20cp、不大于15cp、不大于12.5cp、或不大于10cp的第一粘度μ1的第一材料。此外,应当理解,第一喷嘴112可以配置为分配具有介于任意这些最小值与最大值之间的第一粘度μ1的第一材料,诸如至少0.005cp至不大于25cp、或甚至至少0.5cp至不大于12.5cp。
36.在一些实施例中,第二喷嘴114可以配置为分配具有至少3.0(厘泊)cp、至少5.0cp、至少10cp、至少25cp、至少50cp、至少100cp、至少150cp、至少250cp、至少500cp、至少1000cp、至少2500cp、或至少5000cp的第二粘度μ2的第二材料。在一些实施例中,第二喷嘴114可以配置为分配具有不大于100000cp、不大于75000cp、不大于50000cp、不大于25000cp、不大于10000cp、不大于5000cp、不大于1000cp、不大于500cp、不大于250cp、不大于200cp、不大于150cp、或不大于100cp的第二粘度μ2的第二材料。此外,应当理解,第二喷嘴114可以配置为分配具有介于任意这些最小值与最大值之间的第二粘度μ2的第二材料,诸如至少3.0cp至不大于100000cp、或甚至至少5000cp至不大于50000cp。
37.图2示出根据本公开的一个实施例形成的制品200的简化剖视图。制品200包括由多个层204形成的主体202。主体202包括内体积206和外体积208。内体积206可以由从第二喷嘴114分配的材料116形成,并且外体积208可以由从第一喷嘴112分配的材料118(图1中)形成。虽然内体积206和外体积208的层204在简化视图中对齐,但应当理解,在某些情况下,层204可能并不在平面对齐。例如,内体积206的层204可以比外体积208中的层204更薄或更厚。以这种方式,层204可能不会沿着相同的平面相遇。
38.在一些实施例中,内体积206和外体积208可以具有不同的材料特性。在一些更特定的实施例中,内体积206和外体积208可以具有不同的弹性模量。例如,内体积206可以包括与外体积208的材料相比具有更高或更低弹性模量的材料。制品200的最终用途应用可以包括内体积206和外体积208两者。因此,在一些实施例中,在使用制品200之前可能既不需要移除内体积206也不需要移除外体积。在某些情况下,制品200可适用于医疗产品、药品、电子产品、汽车或航空航天应用、工业应用或其任何组合。
39.图3示出如在图2中的圆圈a中所看到的制品200的放大视图。如图所示,在一个实施例中,制品200可以包括在内体积206的表面和外体积208的表面处测量的不同的表面分辨率。如本文所用,表面分辨率描述了实际表面位置到理想表面位置的保真度。更具体地,表面分辨率可以描述制品200的边缘或表面最后工序的准确度。例如,可以通过测量实际表面位置和理想表面位置之间的平均距离并将该值输入到如等式1中所述的分母中来确定表面分辨率。
[0040][0041]
表面分辨率的值越高,表面分辨率越精确。可以在整个表面区域上或在较小的子区域上确定表面分辨率。
[0042]
在图3中,内体积206的理想表面位置用虚线300描绘。类似地,外体积208的理想表面位置用虚线302描绘。内体积206的实际表面位置用实线304描绘。类似地,外体积208的实际表面位置用实线306描绘。在一些实施例中,内体积206可以限定第一表面分辨率sr1,并且外体积208可以限定第二表面分辨率sr2,其中sr1小于sr2。在一些实施例中,sr1可以不大于0.99sr2、不大于0.95sr2、不大于0.9sr2、不大于0.75sr2、或不大于0.5sr2。在一些实施例中,sr1可以大于0.005sr2。然而,在替代实施例中,sr1可以等于sr2。
[0043]
需要注意的是,外体积208可以不限于制品200的外部表面。在这种情景下,外体积208可以在制品200的内侧限定制品200的外表面。即,例如,外体积208可以在制品200的腔体或空隙内限定制品200的外表面。即,外体积208可以设置于制品200内(例如完全在制品内)同时形成制品200的主体的外表面。
[0044]
许多不同的方面和实施例都是可能的。本文描述了这些方面和实施例中的一些。在阅读本说明书之后,本领域的技术人员会理解,那些方面和实施例仅是说明性的,并不限制本发明的范围。增材制造组件的实施例可以根据下面列出的任何一个或多个实施例:
[0045]
实施例1.一种增材制造组件,其包括:打印区域;第一喷嘴,其配置为在打印区域分配第一材料;第二喷嘴,其配置为在打印区域分配第二材料,第一喷嘴限定比第二喷嘴更小的径孔;以及支撑结构喷嘴,其配置为在打印区域内分配支撑结构。
[0046]
实施例2.根据实施例1所述的组件,其中第一喷嘴和第二喷嘴为喷墨喷嘴。
[0047]
实施例3.根据前述实施例中任一项所述的组件,其中第一材料和第二材料包括硅树脂。
[0048]
实施例4.根据前述实施例中任一项所述的组件,其中第一材料和第二材料包括含丙烯酸酯和丙烯酸的材料。
[0049]
实施例5.根据前述实施例中任一项所述的组件,其中第一材料和第二材料包括含异氰酸酯、羟基和胺的材料。
[0050]
实施例6.根据前述实施例中任一项所述的组件,其中第一材料和第二材料包括含环氧树脂官能团的材料。
[0051]
实施例7.根据前述实施例中任一项所述的组件,其中第一材料和第二材料是可光固化的。
[0052]
实施例8.根据前述实施例中任一项所述的组件,其中第一材料具有比第二材料μ2更低的粘度μ1。
[0053]
实施例9.根据实施例8所述的组件,其中μ1为至少0.0001μ2、0.001μ2、至少0.01μ2、或至少0.1μ2。
[0054]
实施例10.根据实施例8和实施例9中任一项所述的组件,其中μ1为不大于0.99μ2、不大于0.75μ2、不大于0.5μ2、或不大于0.25μ2。
[0055]
实施例11.根据前述实施例中任一项所述的组件,其中支撑结构喷嘴配置为与第一喷嘴同时分配支撑材料。
[0056]
实施例12.根据前述实施例中任一项所述的组件,其中第一喷嘴和第二喷嘴配置为同时分配材料。
[0057]
实施例13.一种增材制造方法,其包括:从第一喷嘴中分配第一材料,第一材料具有第一粘度μ1;从第二喷嘴中分配第二材料,第二材料具有第二粘度μ2(其大于μ1);相对于印刷表面移动第一喷嘴和第二喷嘴以便形成制品,制品包括由第一材料限定的外体积和由第二材料限定的内体积;以及在最终用途应用中使用该制品,而该制品包括内体积和外体积。
[0058]
实施例14.根据实施例13所述的方法,其中第一喷嘴包括比第二喷嘴更小的孔径。
[0059]
实施例15.根据实施例13和实施例14中任一项的所述方法,其中在分配用于增材制造方法的至少一层的第一材料之前,进行分配第二材料。
[0060]
实施例16.根据实施例13至实施例15中任一项所述的方法,进一步包括:从支撑结构喷嘴中分配支撑结构,其中支撑结构包括第三材料,第三材料不同于第一材料和第二材料。
[0061]
实施例17.根据实施例16所述的方法,进一步包括移除支撑结构。
[0062]
实施例18.根据实施例13至实施例17中任一项所述的方法,其中以第一速度进行移动第一喷嘴,并且以第二速度进行移动第二喷嘴。
[0063]
实施例19.根据实施例18所述的方法,其中第二速度大于第一速度。
[0064]
实施例20.根据实施例13至实施例19中任一项所述的方法,其中在增材制造的至少一部分期间同时进行分配第一材料、第二材料和支撑材料。
[0065]
实施例21.根据实施例13至实施例20中任一项的方法,其中通过喷墨分配进行分配第一材料和第二材料。
[0066]
实施例22.根据实施例13至实施例21中任一项所述的方法,其中第一喷嘴配置为生产在1pl和50μl范围内、在1pl和1μl范围内、或在5pl和100pl范围内的液滴尺寸。
[0067]
实施例23.根据实施例13至实施例22中任一项所述的方法,其中第一喷嘴包括在1μm和2000μm范围内的孔径。
[0068]
实施例24.一种制品,其包括:主体,其包括由第一表面分辨率限定的内体积和由第二表面分辨率限定的外体积,其中第二表面分辨率高于第一表面分辨率,并且其中制品配置用于具有内体积和外体积的最终用途应用。
[0069]
实施例25.根据实施例24所述的制品,其中内体积和外体积包括不同的材料。
[0070]
实施例26.根据实施例24和实施例25中任一项所述的制品,其中内体积和外体积包括具有不同弹性模量的材料。
[0071]
实施例27.根据实施例24至实施例26中任一项所述的制品,其中外体积包括具有比内体积中的材料更低的弹性模量的材料。
[0072]
实施例28.根据实施例24至实施例27中任一项所述的制品,其中外体积包括具有比内体积中的材料更高的断裂伸长率的材料。
[0073]
实施例29.根据实施例24至实施例28中任一项所述的制品,其中内体积和外体积包括硅树脂。
[0074]
实施例30.一种增材制造组件,包括打印区域;第一喷嘴,包括具有第一孔径并配置为在打印区域中分配第一材料的第一喷嘴;以及第二喷嘴,包括具有第二孔径并配置为在打印区域中分配第二材料的第二喷嘴,第二孔径大于第一孔径。
[0075]
实施例31.根据实施例30所述的组件,进一步包括:支撑结构喷嘴,其配置为在打印区域内分配支撑结构。
[0076]
实施例32.根据实施例30所述的组件,其中第一材料和第二材料是可光固化的。
[0077]
实施例33.根据实施例30所述的组件,其中第一材料和第二材料包括硅树脂;含丙烯酸酯或丙烯酸的材料;含异氰酸酯、羟基或胺的材料;含环氧树脂官能团的材料;或其组合。
[0078]
实施例34.根据实施例30所述的组件,其中第一喷嘴的第一孔径为至少0.5μm至不大于200μm。
[0079]
实施例35.根据实施例34所述的组件,其中第二喷嘴的第二孔径为至少5.0μm至不大于5000μm。
[0080]
实施例36.根据实施例30所述的组件,其中第一喷嘴配置为以第一液滴尺寸分配第一材料,并且其中第二喷嘴配置为以第二液滴尺寸分配第二材料,第二液滴尺寸大于第一液滴尺寸。
[0081]
实施例37.根据实施例36所述的组件,其中第一液滴尺寸为至少0.05微微升(pl)至不大于25pl。
[0082]
实施例38.根据实施例37所述的组件,其中第二液滴尺寸为至少3.0pl至不大于5,000pl。
[0083]
实施例39.根据实施例1所述的组件,其中第一材料包括第一粘度,并且其中第二材料包括第二粘度,第二粘度高于第一粘度。
[0084]
实施例40.根据实施例39所述的组件,其中第一粘度为至少0.005厘泊(cp)至不大
于25cp。
[0085]
实施例41.根据实施例40所述的组件,其中第二粘度为至少3.0cp至不大于100,000cp。
[0086]
实施例42.根据实施例30所述的组件,其中第一喷嘴配置为以第一体积沉积速率分配第一材料,并且其中第二喷嘴配置为以第二体积沉积速率分配第二材料,第二体积沉积速率大于第一体积沉积速率。
[0087]
实施例43.根据实施例42所述的组件,其中第一体积沉积速率为至少1.0微升/秒(μl/s)、至少2.0μl/s、至少3.0μl/s、至少3.5μl/s、至少5.0μl/s、至少10μl/s、至少25μl/s、或至少50μl/s。
[0088]
实施例44.根据实施例43所述的组件,其中第一体积沉积速率为不大于2000μl/s、不大于1750μl/s、不大于1700μl/s、不大于1600μl/s、不大于1500μl/s、不大于1250μl/s、或不大于1000μl/s。
[0089]
实施例45.根据实施例44所述的组件,其中第二体积沉积速率为至少10μl/s、至少20μl/s、至少25μl/s、至少50μl/s、至少100μl/s、至少150μl/s、至少200μl/s、至少250μl/s、或至少500μl/s。
[0090]
实施例46.根据实施例45所述的组件,其中第二体积沉积速率为不大于12000μl/s、不大于10000μl/s、不大于5000μl/s、不大于4000μl/s、不大于3000μl/s、不大于2500μl/s、不大于2000μl/s、或不大于1500μl/s。
[0091]
实施例47.根据实施例30所述的组件,其中第一喷嘴和第二喷嘴配置为同时分配第一材料和第二材料。
[0092]
实施例48.一种增材制造制品的方法,其包括:从第一喷嘴中分配第一材料,第一材料具有第一粘度;从第二喷嘴中分配第二材料,第二材料具有第二粘度,第二粘度大于第一粘度;相对于印刷表面移动第一喷嘴和第二喷嘴以便形成制品,该制品包括由第一材料限定的外体积和由第二材料限定的内体积。
[0093]
实施例49.根据实施例48所述的方法,进一步包括:以第一体积沉积速率分配第一材料;以第二体积沉积速率分配第二材料,第二体积沉积速率大于第一体积沉积速率。
[0094]
实施例50.根据实施例49所述的方法,其中第一喷嘴包括第一孔径,并且其中第二喷嘴包括第二孔径,第二孔径大于第一孔径。
[0095]
该书面描述使用包括最佳模式的实例来说明所述实施例,并且还使本领域的普通技术人员能够实现和使用本发明。本专利范围由权利要求书限定,并且可包括本领域技术人员想到的其他实例。这些其他实例,如果它们具有与权利要求书的书面语言并无差异的结构元件,或者如果它们包括与权利要求书的书面语言并无实质性区别的等价结构元件,则它们意图在权利要求书的范围内。
[0096]
需注意,并非所有上述一般说明或实例中的行为都是必需的,可能不一定需要具体行为的一部分,并且除描述的那些行为外,还可执行一个或多个进一步的行为。此外,所列行为的次序不一定是它们所执行的次序。
[0097]
在上述说明书中,参考具体实施例描述了这些概念。然而,本领域普通技术人员理解,可以在不脱离下面权利要求书所述的本发明的范围的情况下进行多种修改和变化。因此,说明书和附图被视为例示性的而非限制性的,并且所有这些修改都将被包括在本发明
的范围内。
[0098]
如本文所用,术语“由...构成”、“包括”、“包含”、“具有”、“有”或它们的任何其他变型旨在涵盖非排他性的包含之意。例如,包含特征列表的工艺、方法、物件或装置不一定仅限于相应的特征,而是可包括没有明确列出或这类工艺、方法、物件或装置所固有的其他特征。另外,除非另有明确说明,否则“或”是指包括性的“或”而非排他性的“或”。例如,以下任何一项均可满足条件a或b:a为真(或存在的)而b为假(或不存在的)、a为假(或不存在的)而b为真(或存在的),以及a和b两者都为真(或存在的)。
[0099]
而且,使用“一个”或“一种”来描述本文所述的要素和组分。这样做仅是为了方便并且给出本发明范围的一般性意义。除非很明显地另指他意,否则这种描述应被理解为包括一个或至少一个,并且单数也包括复数。
[0100]
上面已经参考具体实施例描述了益处、其他优点及问题的解决方案。然而,益处、优点、问题的解决方案及可使任何益处、优点或解决方案被想到或变得更加显著的任何特征都不被认为是任何或所有权利要求的关键、所需或必要的特征。
[0101]
在阅读本说明书之后,本领域的技术人员会理解,本文中为清楚起见而在单独实施例的上下文中描述的某些特征,也可在单个实施例中以组合的方式来提供。相反地,为简明起见而在单个实施例的上下文中描述的各种特征也可单独地提供,或以任何子组合的方式来提供。此外,对以范围表示的值的引用包括该范围内的每个值和所有各值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1