注入模制的独立启动模式的制作方法
注入模制的独立启动模式
1.相关申请的交叉引用
2.本技术要求2020年6月15日提交的第63/039,050号美国临时申请的权益,所述美国临时申请的全文以引用的方式明确地并入本文中。
技术领域
3.本公开大体上涉及注入模制,且更具体地说涉及用于使用启动模式机制来控制注塑机的方法。
背景技术:
4.注入模制是一种常用于大量制造由热塑性材料构成的零件的技术。在重复注入模制工艺期间,通常将小团粒或珠粒形式的热塑性树脂引入到注塑机中,注塑机在热和压力下使团粒熔融。在注入循环中,将熔融材料强力注入到具有特定所要腔形状的模腔中。注入的塑料在压力下保持在模腔中,并且随后冷却,然后作为凝固零件被移除,所述凝固零件具有非常类似于模具的腔形状的形状。单个模具可具有任何数目的个别腔,所述腔可以通过将熔融树脂流导入到腔中的浇口而连接到流通道。典型的注入模制程序通常包含四个基本操作:(1)在注塑机中加热塑料以允许塑料在压力下流动;(2)将熔融塑料注入到己关闭的两个半模之间限定的一个或多个模腔中;(3)在压力下允许塑料在所述一个或多个腔中冷却并硬化;以及(4)打开半模并从模具射出零件。
5.在许多系统中,机器可能经历断电情境,在所述断电情境中,机器在某一持续时间(例如,五分钟到几个小时或几天)内无操作。举例来说,机器可能经历需要维修的故障,可能需要调整和/或维护,或设施可能经历电力丢失,以及其它实例。在此些情形下,停工时间可能更改机器和/或既定注入的聚合物的特性。举例来说,一些材料可能在此停工时间期间经历粘度的改变。在任何情况下,在重新开始注塑机的操作后,必须谨慎地避免无意中损坏机器。
技术实现要素:
6.本发明的范围内的实施例是针对控制注塑机以产生可重复恒定的零件。用于控制具有形成模腔的模具且根据注入循环控制的注塑机的系统和方法包含根据启动特征曲线将熔融聚合物注入到模腔中。使用第一传感器在启动特征曲线期间测量至少一个变量。在所述至少一个变量超出第一阈值后终止启动特征曲线。接着根据初级注入特征曲线将熔融聚合物注入到模腔中。在一些实例中,所述方法进一步包含以下步骤:如果所述至少一个变量不超出第一阈值,则继续根据启动特征曲线将熔融聚合物注入到模腔中。
7.在一些方法中,启动特征曲线包含将熔融聚合物的多个注料注入到模腔中,所述多个所注入注料中的每一个根据相异的预定注入速度或注入压力设定点注入。在一些形式中,所述至少一个变量呈注入到模腔中的熔融聚合物的注料的数量的形式。在这些实例中,所述阈值为至少两个五个注料。在这些实例中,所述至少两个注料中的每一个可根据相异
的预定注入速度或注入压力设定点注入。在其它形式中,所述至少一个变量包括达到所要操作水平所需的时间。在这些实例中,所要操作水平可呈腔压力或虚拟腔压力的形式。
8.在一些实例中,所述方法进一步包含以下步骤:如果在启动特征曲线中指定数量的连续注料之后所述至少一个变量未能超出第一阈值,则触发警报。
9.根据另一方面,一种注塑机包含:注入单元,其具有形成模腔的模具,和从第一位置移动到第二位置的螺杆;控制器,其适于根据注入循环控制注塑机的操作;以及传感器,其与注塑机和控制器联接。所述注入单元适于接收熔融塑料材料并经由螺杆将其注入到模腔中以形成模制零件。传感器适于在启动特征曲线期间测量至少一个变量。控制器进一步适于开始根据启动特征曲线将熔融聚合物注入到模腔中,在由传感器感测到的所述至少一个变量超出第一阈值后终止启动特征曲线;以及开始根据初级注入特征曲线将熔融聚合物注入到模腔中。
10.根据又一方面,提供一种用于控制具有形成模腔的模具的注塑机的方法。所述注塑机根据注入循环来控制,且包含:确定注塑机的停工时间的持续时间;以及根据停工时间的持续时间配置注塑机以根据启动特征曲线操作。根据启动特征曲线将熔融聚合物注入到模腔中。使用第一传感器在启动特征曲线期间测量至少一个变量。所述方法进一步包含确定所述至少一个变量是否超出阈值。如果所述至少一个变量超出所述阈值,则方法进行到终止启动特征曲线。
11.根据又一方面,一种非暂时性计算机可读存储介质适于存储处理器可执行指令,所述处理器可执行指令在执行时致使一个或多个处理器根据启动特征曲线将熔融聚合物注入到模腔中。此外,所述一个或多个处理器在启动特征曲线期间使用第一传感器测量至少一个变量,在所述至少一个变量超出第一阈值后终止启动特征曲线,且根据初级注入特征曲线将熔融聚合物注入到模腔中。
附图说明
12.尽管本说明书通过特别指出并明确要求保护被视为本发明的主题的权利要求书作出结论,但相信通过以下结合附图的描述将更全面地理解本发明。一些图可能己经通过省略所选元件而经过简化,这是为了更清楚地展示其它元件。一些图中这样省略元件未必指示特定元件在任何示例性实施例中的存在或不存在,除非可能在相应文字描述中明确如此叙述。图式均未必按比例绘制。举例来说,图中的一些元件的尺寸和/或相对定位可能相对于其它元件夸示以有助于改进对本发明的各种实施例的理解。
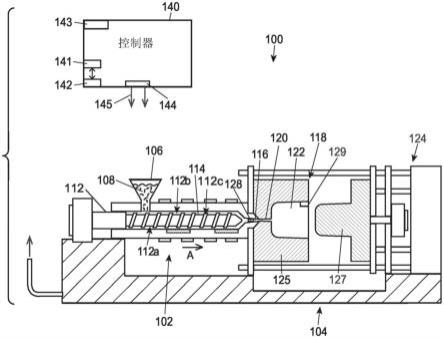
13.图1示出根据本公开的各种实施例的具有联接到其的控制器的实例第一注塑机的示意图;
14.图2示出根据本公开的各种实施例的注塑机的启动模式过程的实例流程图。
具体实施方式
15.大体来说,本公开的各方面包含用于控制注塑机的系统和方法,其中调整操作参数以确保恒定熔融材料粘度下所注入塑料的恒定体积。在这些系统和方法中,在注塑机经历停工时间事件后,注塑机可在启动模式或特征曲线中操作,借此调整操作参数以考虑材料和/或机器特性的改变。注塑机可根据此启动特征曲线操作直至其确定其可重新开始根
据初级注入特征曲线正常操作。举例来说,注塑机可根据启动特征曲线操作直至其确定熔融塑料材料已达到所要粘度。因此,如果机器和/或材料比理想温度冷,则机器可以初始方式操作以缓慢且安全地增加操作温度。其它实例是可能的。
16.在一些实例中,注塑机可具有固定启动特征曲线,借此注塑机根据特定先前输入的参数操作。然而,在一些实例中,注塑机可具有动态启动特征曲线,借此注塑机可按需要基于感测到的值修改启动特征曲线。可经由任何数目的合适的传感器或感测机构执行此些计算。
17.转向图式,本文描述注入模制工艺。本文中所描述的方法可适用于电压机、伺服液压机、液压机和其它已知机器。如图1所示,注塑机100包含注入单元102和合模系统104。注入单元102包含料斗106,所述料斗适于接纳呈团粒108或任何其它适合的形式的材料。在许多这些实例中,团粒108可以是聚合物或基于聚合物的材料。其它实例是可能的。
18.料斗106将团粒108馈送到注入单元102的加热机筒110中。在馈送到加热机筒110后,团粒108可由往复螺杆112驱动到加热机筒110的端部,所述往复螺杆可从第一原始位置112a移动到若干后续位置以注入第一、第二、第三和/或任何后续注料。加热机筒110的加热和往复螺杆112对团粒108的压缩致使团粒108熔融,借此形成熔融塑料材料或聚合物114。熔融塑料材料114通常在约130℃到约410℃的范围内选定的温度下进行加工(其中特定聚合物的制造商通常提供具有针对给定材料推荐的温度范围的注入模制器)。
19.往复螺杆112从第一位置112a前进到第二位置112b并迫使熔融塑料材料114朝向喷嘴116,以形成塑料材料注料,所述注料将经由将熔融塑料材料流114导引到模腔122的一个或多个浇口120最终注入到模具118的模腔122中。换句话说,往复螺杆112被驱动以对熔融塑料材料114施加力。在其它实施例中,喷嘴116可通过进料系统(未示出)与一个或多个浇口120分离。模腔122形成在模具118的第一和第二模具侧125、127之间,且第一和第二模具侧125、127在压力下经由压机或合模单元124固持在一起。
20.在模制工艺期间,压机或合模单元124施加预定的合模力,所述预定的合模力大于由注入压力作用以使两个半模125、127分离所施加的力,由此在将熔融塑料材料114注入到模腔122中时使第一和第二模具侧125、127固持在一起。为了支持这些合模力,除了任何其它数目的例如连接杆等组件外,合模系统104还可包含模框和模座。
21.一旦熔融塑料材料114的注料被注入到模腔122中,往复螺杆112就停止向前移动。熔融塑料材料114采用模腔122的形式,且在模具118内部冷却,直到塑料材料114凝固。在凝固后,压机124释放第一和第二模具侧115、117,所述模具侧随后彼此分离。成品零件接着可从模具118射出。模具118可包含任何数目的模腔122,以增加总产率。腔的形状及/或设计可彼此相同、相似及/或不同。举例来说,系列模具可包含既定彼此配对或以其它方式一起操作的相关组成部分的腔。在一些形式中,“注入循环”被定义为在注入开始与射出之间执行的步骤及功能。在注入循环完成后,开始恢复特征曲线,在此期间往复螺杆112返回到第一位置112a。
22.注塑机100还包含经由连接145与机器100以通信方式联接的控制器140。连接145可以是适于传输和/或接收电子信号的任何类型的有线和/或无线通信协议。在这些实例中,控制器140与至少一个传感器(例如,位于喷嘴116中或附近的传感器128,及/或位于模腔122中或附近的传感器129)进行信号通信。在一些实例中,传感器128位于螺杆112的前端
处,且传感器129位于注入机器100的歧管或流道中。或者,传感器128可位于螺杆112的锁环前的任何位置处。应理解,可使用能够感测模具118和/或机器100的任何数目的特性的任何数目的额外的真实和/或虚拟传感器,且将所述传感器放置于机器100的所要位置处。作为另一实例,可使用能够检测模腔122中的流动前沿进程的任何类型的传感器。
23.控制器140可以相对于注塑机100安置在若干位置中。作为实例,控制器140可与机器100形成为一个整体、含于安装在机器上的罩壳中、含于定位成邻近于或接近于机器的单独罩壳中,或可远离机器定位。在一些实施例中,控制器140可以经由如此项技术中已知和/或常用的有线和/或有线信号通信部分或完全地控制机器的功能。
24.传感器128可以是适于(直接或间接)测量熔融塑料材料114和/或机器100的部分的一个或多个特性的任何类型的传感器。传感器128可测量此项技术中已知和使用的熔融塑料材料114的任何特性,例如背压、温度、粘度、流率、硬度、应变、例如半透明性、颜色、光折射和/或光反射等光学特性,或指示这些特性的任何数目的额外特性中的任何一个或多个。传感器128可能或可能不与熔融塑料材料114直接接触。在一些实例中,传感器128可适于测量注塑机100的任何数目的特性,而不仅仅是与熔融塑料材料114有关的那些特性。作为实例,传感器128可以是测量喷嘴116处的熔融塑料材料114的熔体压力(在注入循环期间)及/或背压(在挤压特征曲线及/或恢复特征曲线期间)的压力转换器。在另外其它实例中,传感器128可以是测量往复螺杆112已经推进的注料数目或次数的计数传感器。
25.传感器128生成信号,所述信号被传输到控制器140的输入端。如果传感器128不位于喷嘴116内,则可以用逻辑、命令和/或可执行程序指令来对控制器140进行设定、配置和/或编程以提供适当的校正因子,来估计或计算喷嘴116中所测得的特性的值。例如,如先前所提及,传感器128可被编程以在恢复特征曲线期间测量背压。控制器140可接收这些测量值,且可将测量值转变为熔融塑料材料114的其它特性,例如粘度值。
26.类似地,传感器129可为适于(直接或间接)测量熔融塑料材料114的一个或多个特性以检测其在模腔122中的存在及/或状况的任何类型的传感器。在各种实施例中,传感器129可位于模腔122中的填充结束位置处或附近。传感器129可测量此项技术中己知的熔融塑料材料114及/或模腔122的任何数目的特性,例如压力、温度、粘度、流率、硬度、应变、例如半透明性、颜色、光折射及/或光反射等光学特性,或指示这些特性的任何数目的额外特性中的任何一个或多个。传感器129可能或可能不与熔融塑料材料114直接接触。作为实例,传感器129可以是测量腔122内的熔融塑料材料114的腔压力的压力转换器。在另外其它实例中,传感器128可以是测量往复螺杆112已经推进的注料数目或次数的计数传感器。传感器129生成信号,所述信号被传输到控制器140的输入端。可使用任何数目的额外传感器来感测和/或测量操作参数。
27.控制器140还与螺杆控制件126进行信号通信。在一些实施例中,控制器140生成信号,所述信号从控制器140的输出端传输到螺杆控制件126。控制器140可控制机器的任何数目的特性,例如注入压力(通过控制螺杆控制件126来使螺杆112以维持对应于喷嘴116中的熔融塑料材料114的所要值的速率前进)、机筒温度、夹具关闭和/或打开速度、冷却时间、向前注入时间、总循环时间、压力设定点、射出时间、螺杆恢复速度、施加在螺杆112上的背压值,以及螺杆速度。
28.来自控制器140的一个或多个信号可通常用于控制模制工艺的操作,使得控制器
140考虑材料粘度、模具温度、熔体温度的变化以及影响填充速率的其它变化。作为替代或另外,控制器140可进行必要调整以控制例如体积和/或粘度等材料特性。可由控制器140实时或近实时地(即,在传感器128、129感测值和对工艺作出的改变之间具有最小延迟)作出调整,或可以在后续循环中作出校正。此外,可将从任何数目的个别循环导出的若干信号用作对模制工艺作出调整的基础。控制器140可经由此项技术中已知的任何类型的信号通信方法连接到传感器128、129、螺杆控制件126和/或机器100中的任何其它组件。
29.控制器140包含适于控制其操作的软件141、任何数目的硬件元件142(例如,非暂时性存储器模块和/或处理器)、任何数目的输入端143、任何数目的输出端144以及任何数目的连接145。软件141可以非暂时性计算机可读介质的形式直接加载到控制器140的非暂时性存储器模块上,或可替代地位于远离控制器140的位置并且可经由任何数目的控制方法与控制器140通信。软件141包含逻辑、命令和/或可执行程序指令,所述可执行程序指令可含有用于根据模制循环控制注塑机100的逻辑和/或命令。软件141可包含或可不包含操作系统、操作环境、应用环境和/或用户接口。
30.硬件142使用输入端143从由控制器140控制的注塑机接收信号、数据和信息。硬件142使用输出端144将信号、数据和/或其它信息发送到注塑机。连接145表示可以通过其在控制器140与其注塑机100之间传输信号、数据和信息的路径。在各种实施例中,此路径可以是物理连接或非物理通信链路,所述非物理通信链路类似于以本文中描述的或此项技术中已知的任何方式配置的直接或间接的物理连接工作。在各种实施例中,可以此项技术中已知的任何额外或替代方式来配置控制器140。
31.连接145表示可以通过其在控制器140与注塑机100之间传输信号、数据和信息的路径。在各种实施例中,这些路径可以是物理连接或非物理通信链路,所述非物理通信链路类似于以本文中描述的或此项技术中已知的任何方式配置的直接或间接物理连接工作。在各种实施例中,可以此项技术中己知的任何额外或替代方式来配置控制器140。
32.在一些实例中,控制器140可确定注塑机100是否已不可操作持续指定时间周期。举例来说,控制器140可包含停留定时器,其在注入循环完成之后(例如,在模腔122已经打开之后)开始。所要阈值时间可由用户基于其特定环境选择性地输入。在这些实例中,如果自从注塑机100已完成注入循环以来的时间长度或持续时间超出阈值(例如,超出大致两分钟、超出大致五分钟、超出大致10分钟、超出大致一小时等),则在注塑机100重新开始操作以将熔融聚合物114的后续注料注入到模腔122中后,控制器140开始启动特征曲线。应了解,所述阈值可基于注塑机100和/或正注入的材料的类型而变化。
33.在启动特征曲线期间,相比于初级注入特征曲线修改注入循环的任何数目的特性以避免损坏注塑机100或模腔122,确保注塑机100的适当操作,形成高质量零件,和/或出于任何数目的额外原因这样做。举例来说,在启动特征曲线期间,控制器140可致使注塑机100以经修改注入压力、经修改螺杆速度、经修改注入时间、经修改工艺因子a等操作。可按需要修改任何数目的额外参数。
34.在一些实例中,启动特征曲线可根据固定或静态参数操作。举例来说,用户可对控制器140进行编程以针对固定数目的注料(例如,两个注料、五个注料、六个注料、10个注料、20个注料等)执行启动特征曲线,且可针对这些注料中的每一个指定所要操作参数。在一些实例中,操作参数可在连续注料期间变化,且操作参数可为相异及预先确定的。举例来说,
在启动特征曲线的第一注料中,控制器140可致使注塑机100在第一注入压力下操作,且在启动特征曲线的后续注料中,控制器140可致使注塑机100在第二注入压力下操作,借此允许注塑机100“斜升”到所要操作参数。在一些实例中,连续注料可根据相异的预定注入速度或注入压力设定点注入。其它实例是可能的。
35.在启动特征曲线期间,一个或多个传感器128、129测量至少一个变量(例如,启动特征曲线中执行的注料数目、腔压力、虚拟腔压力、达到指定腔压力或虚拟腔压力所需的时间等)。感测到的一个或多个变量可指示注塑机100是否准备好和/或能够根据其初级注入特征曲线(即,根据正常操作参数)操作。相应地,控制器140可接收在根据启动特征曲线执行每一注料之后感测到的这些值,且将其与指定阈值进行比较。如果感测到的值小于阈值,则控制器140可继续致使注塑机100根据启动特征曲线操作。然而,如果感测到的值超出阈值,则控制器140终止启动特征曲线,且致使注塑机100根据初级注入特征曲线注入熔融聚合物。
36.在其中启动特征曲线根据固定或静态参数操作的实例中,控制器140可致使注塑机100执行所需数目的注料(例如,两个注料、五个注料、六个注料、十个注料等),且随后将感测到的变量与阈值进行比较。如前所述,如果感测到的值超出阈值,则控制器140终止启动特征曲线,且致使注塑机100根据初级注入特征曲线注入熔融聚合物。在其它实例中,控制器140可比较每一连续注料之后感测到的值,且可以不等待直至注入所有指定注料为止。如此,在一些实例中,控制器140可在超出阈值的情况下较早地终止启动特征曲线,这意味着注塑机100为正常操作做好准备。
37.在一些实例中,启动特征曲线可根据动态的基于逻辑的参数操作。举例来说,控制器140可接收由一个或多个传感器128、129感测到的变量,且使用这些变量来确定连续注料的操作参数。如此,在一些实例中,环境因素可能影响启动的条件。举例来说,缺乏温度控制的工业环境在潮湿的夏季月份和干燥的冬季月份之间可能具有显著不同的特性,且因此,可取决于这些环境条件应用不同策略。此类系统可以允许注塑机100更快速地达到正常操作。
38.在这些实例中的任一个中,如果根据启动特征曲线注入特定数目的注料之后,由一个或多个传感器128、129测得的值不满足所需阈值,则控制器140可触发警报。举例来说,如果一个或多个传感器128、129被配置成感测实现指定腔压力所需的时间,且在特定数目的连续注料(例如,两个注料、五个注料、六个注料、十个注料等)之后测量时间未达到特定值,则这可指示错误。举例来说,螺杆中的锁环泄漏可能阻止达到所需阈值。在此实例中,控制器140可生成警报,而不是继续弥补机器故障。相应地,控制器140将生成警报,因此用户可调查并确定为何注塑机100尚未终止启动特征曲线。
39.在一些实例中,控制器140可在确定启动特征曲线的参数时使用注塑机100的停工时间的持续时间。举例来说,如果注塑机100经历相对短的停工时间(例如,大致五分钟),则控制器140可开始具有与注塑机100经历相对较长停工时间(例如,几天)的情况不同的操作参数和/或不同数目的所需注料的启动特征曲线。其它实例是可能的。
40.如图2中所示出,描述并入有启动特征曲线的实例过程200。首先,在步骤202处,计算自从熔融聚合物114的上一次注料以来的停工时间。在步骤204处,过程200确定所计算的停工时间是否超出阈值。如果所计算的停工时间不超出阈值,则过程200前进到步骤210,在
该处,开始初级注入特征曲线以将熔融聚合物114的注料注入到模腔122中。如果所计算的停工时间确实超出阈值,则过程200前进到步骤206,借此开始启动特征曲线。在步骤208处,控制器140致使根据启动特征曲线注入熔融聚合物114的注料。在步骤212处,测量至少一个变量。此测量可在步骤208中注入注料期间和/或之后发生。在步骤214处,过程确定测得的变量是否超出阈值。如果测得的变量确实超出阈值,则过程200前进到步骤210,借此初级注入特征曲线开始。如果测得的变量不超出阈值,则过程200返回到步骤208,借此根据启动特征曲线注入注料。
41.通过并入本文中所描述的方法,机器100可在经历停工时间之后启动时以有效的方式安全地操作,因此减少可能损坏机器的潜在有害的操作。此外,在一些环境中,本文中所描述的启动特征曲线过程可在恒定地生产高质量零件的同时实现时间节省。
42.本文中所描述的启动特征曲线过程可有利地并入到常规注入模制系统、并入有低的大体上恒定压力方法的注入模制系统、并入有基于实时粘度测量值的专门控制的注入模制系统,以及任何其它系统中。
43.所属领域的技术人员将认识到,在不脱离本发明的范围的情况下,可相对于上述实施例作出多种多样的修改、更改和组合,并且此类修改、更改和组合应被视为在本发明概念的范围内。
44.本专利申请的末尾的专利权利要求书并不希望根据35u.s.c.
§
112(f)进行解释,除非明确地叙述了传统的手段加功能(means-plus-function)语言,例如在权利要求中明确地叙述“用于
……
的构件”或“用于
……
的步骤”。本文中所描述的系统和方法是针对对计算机功能性的改进,并改进常规计算机的运行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1