一种环保型避孕套生产工艺及装置的制作方法
1.本发明涉及避孕套生产技术领域,尤其涉及一种环保型避孕套生产工艺及装置。
背景技术:
2.避孕套是一种可以在性交过程中使用的屏障类器具,用来降低性传播感染和女性非意愿妊娠的风险。避孕套可以分为女用避孕套和男用避孕套两种。在每次都正确使用的前提下,女用避孕套的有效避孕率约为95%,男用避孕套的有效避孕率约为98%。
3.在使用现有装置生产避孕套的过程中,通过加热能使避孕套模具上的胶料固化成型,但是,成型后的避孕套在避孕套模具上的附着力强,不便于无损的将成型的避孕套从避孕套模具上取下。
技术实现要素:
4.(一)发明目的
5.为解决背景技术中存在的技术问题,本发明提出一种环保型避孕套生产工艺及装置,能在对胶料进行干燥成型后再进行冷却处理,降低避孕套的附着力,能无损的将避孕套从模具上取下。
6.(二)技术方案
7.一方面,本发明提供了一种环保型避孕套生产工艺,包括如下步骤:
8.s1、将避孕套模具移动至胶料池内,使胶料附着在避孕套模具上,并将避孕套模具从胶料池内移出;
9.s2、对避孕套模具上的胶料进行干燥处理,胶料固化成型,得到半成品避孕套;
10.s3、对半成品避孕套进行冷却处理;
11.s4、对避孕套模具上套着的半成品避孕套的根部进行推挤处理,将避孕套边缘推离避孕套模具;
12.s5、向半成品避孕套根部喷水,将半成品避孕套从避孕套模具上冲掉;
13.s6、对半成品避孕套进行硫化处理;
14.s7、对半成品避孕套进行涂油处理,得到成品避孕套;
15.s8、对成品避孕套进行包装。
16.优选的,在s5中,避孕套模具运动至竖直状态,使用高压喷头由上至下倾斜对准半成品避孕套根部喷水。
17.另一方面,本发明还提供了一种环保型避孕套生产装置,包括模具、用于驱动模具转动的转动驱动机构、用于输送转动驱动机构的输送机构、用于对模具表面附着的胶料进行干燥的干燥机构、用于对干燥后的胶料进行冷却的冷却机构以及用于将避孕套根部边缘推离模具的推边机构;干燥机构包括安装罩、加热装置、第一导流板和加热罩,加热装置设置在安装罩内,安装罩设置在加热罩内表面上,第一导流板设置在安装罩顶部,第一导流板关于安装罩沿横向对称设置有两个,安装罩、加热装置和第一导流板均位于加热罩内侧,加
热罩上沿纵向设置有用于穿过模具的干燥通道;冷却机构包括安装板、第二导流板、风扇和冷却罩,第二导流板设置在安装板顶面上,安装板上设置有用于安装风扇的安装孔,安装板设置在冷却罩内侧底部,风扇沿纵向并排设置有多个,安装板、第二导流板和风扇均位于冷却罩内侧,冷却罩上沿纵向设置有与干燥通道对应且用于穿过模具的冷却通道。
18.优选的,模具和转动驱动机构均设置有多个,模具与转动驱动机构一一对应。
19.优选的,安装罩顶面上设置有导热片,导热片沿横向并排设置有多个,多个导热片沿底端至顶端逐渐向两个第一导流板中间区域倾斜。
20.优选的,第一导流板上设置有弧形导流面,弧形导流面呈“l”形,弧形导流面沿倾斜朝上方向共设置有多个,高度逐渐增大的多个弧形导流面至干燥通道中部的距离逐渐减小;第二导流板与第一导流板结构相同。
21.优选的,推边机构关于冷却罩沿横向对称设置有两组,两组推边机构分别位于冷却通道纵向一侧的横向两侧,推边机构包括安装架、连接轴、推边辊和设置在安装架上并用于驱动连接轴转动的动力机构,安装架设置在冷却罩上,推边辊设置在连接轴上。
22.优选的,动力机构包括电机、主动齿轮、从动齿轮和遮挡罩,电机设置在安装架上,电机与主动齿轮驱动连接,主动齿轮与从动齿轮啮合连接,从动齿轮设置在连接轴上,电机、主动齿轮和从动齿轮均位于遮挡罩内侧,连接轴贯穿遮挡罩,遮挡罩设置在安装架上。
23.优选的,推边辊包括一体成型的安装辊部和推边台部,推边台部为螺旋形结构,且截面为半圆形,推边台部位于安装辊部外周侧。
24.优选的,推边辊外周面上贴合套设有弹性筒。
25.与现有技术相比,本发明的上述技术方案具有如下有益的技术效果:
26.输送机构能输送转动驱动机构移动,转动驱动机构能驱动模具转动,从而实现模具在转动过程中进行移动的目的,模具能在胶料池内充分的附着上胶料,并在干燥通道内进行干燥成型处理,即加热装置制造的热量通过加热罩和第一导流板释放出去,对内侧的处于移动和转动状态下的模具上的胶料进行干燥,干燥更充分、全面,成型质量更高,第一导流板不仅起到传热作用,还对热空气的流通方向进行导向,使得热空气能有效流通至胶料处。成型后的避孕套进入冷却通道内,由风扇对避孕套进行吹风降温处理,降低避孕套在模具上的附着力。最后通过推边机构将避孕套根部边缘推离模具,以在后续过程中取下避孕套。
附图说明
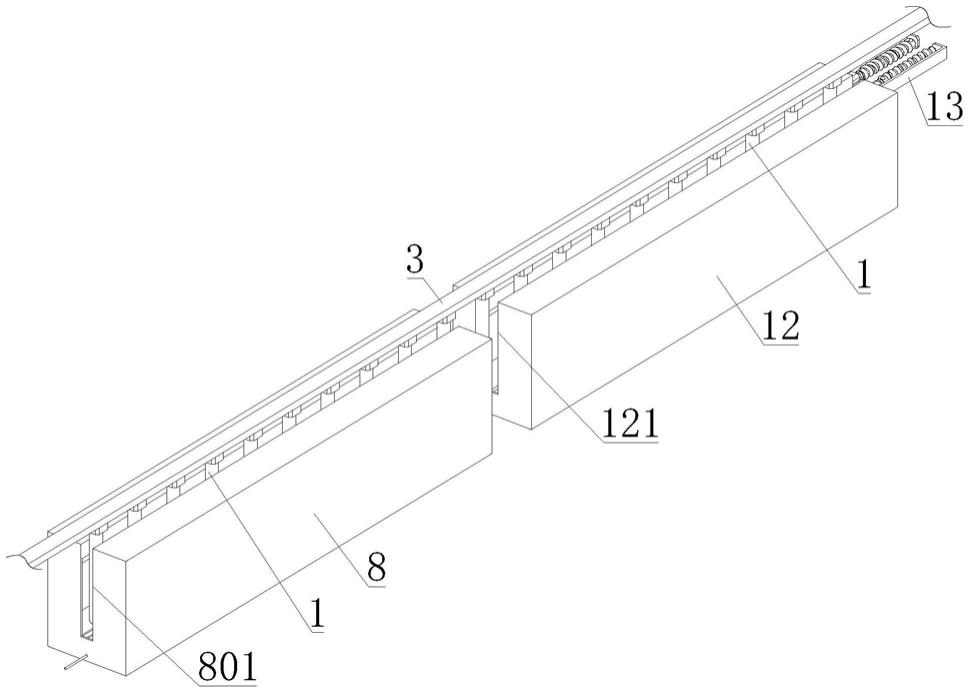
27.图1为本发明提出的一种环保型避孕套生产装置的结构示意图。
28.图2为本发明提出的一种环保型避孕套生产装置中加热部分的结构剖视图。
29.图3为本发明提出的一种环保型避孕套生产装置中冷却部分的结构剖视图。
30.图4为本发明提出的一种环保型避孕套生产装置中将避孕套边缘推挤开来的结构剖视图。
31.图5为本发明图4中a处的结构放大图。
32.附图标记:1、模具;2、转动驱动机构;3、输送机构;4、安装罩;5、加热装置;6、导热片;7、第一导流板;8、加热罩;801、干燥通道;9、安装板;10、第二导流板;11、风扇;12、冷却罩;121、冷却通道;13、安装架;14、电机;15、主动齿轮;16、从动齿轮;17、连接轴;18、推边
辊;181、安装辊部;182、推边台部;19、弹性筒;20、遮挡罩。
具体实施方式
33.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
34.本发明提出的一种环保型避孕套生产工艺,包括如下步骤:
35.s1、将避孕套模具移动至胶料池内,使胶料附着在避孕套模具上,并将避孕套模具从胶料池内移出;
36.s2、对避孕套模具上的胶料进行干燥处理,胶料固化成型,得到半成品避孕套;
37.s3、对半成品避孕套进行冷却处理,降低半成品避孕套在避孕套模具上的附着力;
38.s4、对避孕套模具上套着的半成品避孕套的根部进行推挤处理,将避孕套边缘推离避孕套模具,为后续的喷水过程提供进水通道;
39.s5、向半成品避孕套根部喷水,水进入进水通道内,水继续流通,充填在半成品避孕套和避孕套模具之间,将半成品避孕套从避孕套模具上冲掉,不会损伤避孕套;
40.s6、对半成品避孕套进行硫化处理;
41.s7、对半成品避孕套进行涂油处理,得到成品避孕套;
42.s8、对成品避孕套进行包装。
43.本发明能在对胶料进行干燥成型后再进行冷却处理,降低避孕套的附着力,能无损的将避孕套从模具上取下,成型和下料过程稳定,对避孕套的生产质量高。
44.在一个可选的实施例中,在s5中,避孕套模具运动至竖直状态,使用高压喷头由上至下倾斜对准半成品避孕套根部喷水,水能更顺畅的充填在避孕套和避孕套模具之间,能更快速的由上至下冲掉避孕套。
45.如图1
‑
5所示,本发明还提出一种环保型避孕套生产装置,包括模具1、用于驱动模具1转动的转动驱动机构2、用于输送转动驱动机构2的输送机构3、用于对模具1表面附着的胶料进行干燥的干燥机构、用于对干燥后的胶料进行冷却的冷却机构以及用于将避孕套根部边缘推离模具1的推边机构;干燥机构包括安装罩4、加热装置5、第一导流板7和加热罩8,加热装置5设置在安装罩4内,安装罩4设置在加热罩8内表面上,第一导流板7设置在安装罩4顶部,第一导流板7关于安装罩4沿横向对称设置有两个,安装罩4、加热装置5和第一导流板7均位于加热罩8内侧,加热罩8上沿纵向设置有用于穿过模具1的干燥通道801;冷却机构包括安装板9、第二导流板10、风扇11和冷却罩12,第二导流板10设置在安装板9顶面上,安装板9上设置有用于安装风扇11的安装孔,安装板9设置在冷却罩12内侧底部,风扇11沿纵向并排设置有多个,安装板9、第二导流板10和风扇11均位于冷却罩12内侧,冷却罩12上沿纵向设置有与干燥通道801对应且用于穿过模具1的冷却通道121。
46.需要说明的是,输送机构3能输送转动驱动机构2移动,转动驱动机构2能驱动模具1转动,从而实现模具1在转动过程中进行移动的目的,模具1能在胶料池内充分的附着上胶料,并在干燥通道801内进行干燥成型处理,即加热装置5制造的热量通过加热罩8和第一导流板7释放出去,对内侧的处于移动和转动状态下的模具1上的胶料进行干燥,干燥更充分、
全面,成型质量更高,第一导流板7不仅起到传热作用,还对热空气的流通方向进行导向,使得热空气能有效流通至胶料处。成型后的避孕套进入冷却通道121内,由风扇11对避孕套进行吹风降温处理,降低避孕套在模具1上的附着力。最后通过推边机构将避孕套根部边缘推离模具1,以在后续过程中取下避孕套。
47.在一个可选的实施例中,模具1和转动驱动机构2均设置有多个,模具1与转动驱动机构2一一对应,能持续性进行避孕套的生产,提高避孕套生产效率。
48.在一个可选的实施例中,安装罩4顶面上设置有导热片6,导热片6沿横向并排设置有多个,多个导热片6沿底端至顶端逐渐向两个第一导流板7中间区域倾斜。
49.需要说明的是,导热片6更有利于将热空气均匀的向上传递,更有利于热空气均匀的与胶料进行充分的接触,保证成型质量。
50.在一个可选的实施例中,第一导流板7上设置有弧形导流面,弧形导流面呈“l”形,弧形导流面沿倾斜朝上方向共设置有多个,高度逐渐增大的多个弧形导流面至干燥通道801中部的距离逐渐减小;第二导流板10与第一导流板7结构相同。
51.需要说明的是,热空气能沿着弧形导流面递进式的由下至上流通,并能由下至上多次流通至胶料上,提高了对热量的利用率。
52.在一个可选的实施例中,推边机构关于冷却罩12沿横向对称设置有两组,两组推边机构分别位于冷却通道121纵向一侧的横向两侧,推边机构包括安装架13、连接轴17、推边辊18和设置在安装架13上并用于驱动连接轴17转动的动力机构,安装架13设置在冷却罩12上,推边辊18设置在连接轴17上。
53.需要说明的是,动力机构驱动连接轴17转动,连接轴17带动推边辊18转动,推边辊18在转动过程中对从冷却通道121移出的避孕套根部边缘进行推挤处理,使避孕套根部边缘脱离模具1表面。
54.在一个可选的实施例中,动力机构包括电机14、主动齿轮15、从动齿轮16和遮挡罩20,电机14设置在安装架13上,电机14与主动齿轮15驱动连接,主动齿轮15与从动齿轮16啮合连接,从动齿轮16设置在连接轴17上,电机14、主动齿轮15和从动齿轮16均位于遮挡罩20内侧,连接轴17贯穿遮挡罩20,遮挡罩20设置在安装架13上。
55.需要说明的是,电机14驱动主动齿轮15转动,主动齿轮15带动从动齿轮16转动,从动齿轮16带动连接轴17转动,齿轮传动过程非常平稳,遮挡罩20能起到遮挡作用,保证生产环境的整洁和卫生。
56.在一个可选的实施例中,推边辊18包括一体成型的安装辊部181和推边台部182,推边台部182为螺旋形结构,且截面为半圆形,推边台部182位于安装辊部181外周侧。
57.需要说明的是,在推边辊18转动时,螺旋形的推边台部182与输送来的模具1上的避孕套根部边缘接触,并向避孕套尖部方向螺旋形推挤避孕套根部边缘,从而将避孕套根部边缘从模具1上推离。
58.在一个可选的实施例中,推边辊18外周面上贴合套设有弹性筒19,能提高与避孕套之间的摩擦,能更顺畅的推离避孕套根部边缘。
59.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨
在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1