一种用于装配五金件和密封圈的工件加工设备及工艺的制作方法
1.本发明涉及注塑工件后期加工设备,尤其涉及一种用于装配五金件和密封圈的工件加工设备及工艺。
背景技术:
2.注塑工件在完成注塑成型工艺之后,一般会涉及直入五金件、切水口以及套接密封圈等加工流程,现有技术中,直入五金件、切水口和套接密封圈的工序一般是通过人工借助工具完成的,这种采用手动装配的方式不仅会造成工件的一致性不佳,而且装配效率低下,不能满足生产要求。
技术实现要素:
3.本发明要解决的技术问题在于,针对现有技术的不足,提供一种有助于提高注塑工件的后期加工品质、能提高生产效率以及节省人工成本的用于装配五金件和密封圈的工件加工设备及工艺。
4.为解决上述技术问题,本发明采用如下技术方案。
5.一种用于装配五金件和密封圈的工件加工设备,其包括有五金件直入装置、切水口装置、套密封圈装置和多轴机器人,所述多轴机器人的端部设有用于拾取工件的机械手装置,其中:所述多轴机器人用于驱使所述机械手装置运动,以令所述机械手装置将所述工件依次传送至所述五金件直入装置、所述切水口装置和所述套密封圈装置;所述五金件直入装置用于将五金件直入所述机械手装置拾取的所述工件内;所述切水口装置用于将连接于相邻两个工件之间的水口切除;所述套密封圈装置用于将密封圈套装于所述工件上。
6.优选地,包括有第一机台和第二机台,所述五金件直入装置和所述切水口装置均设于所述第一机台上,所述套密封圈装置设于所述第二机台上,所述多轴机器人设于所述第一机台和所述第二机台之间。
7.优选地,所述五金件直入装置包括有分料板和推料气缸,所述分料板上开设有多个分料槽,所述分料板的外侧固定有治具板且二者层叠设置,所述治具板和所述分料板上分别开设有相互对称的通孔,所述通孔与所述分料槽一一对应且相互连通,所述推料气缸位于所述分料板背向所述治具板的一侧,所述推料气缸的驱动端设有多个推料杆,所述推料杆与所述通孔一一对应,且所述推料杆插设于所述通孔内,当所述机械手装置拾取的工件置于所述治具板的侧部时,所述推料气缸驱使多个推料杆同步运动,借由多个推料杆将所述通孔内的五金件推入所述工件的对应孔位内。
8.优选地,所述第一机台上固定有推料支架,所述推料气缸固定于所述推料支架的上端。
9.优选地,所述五金件直入装置包括有用于输送五金件的振动盘,所述振动盘的出料口与所述分料板的入料口之间连通有送料滑道。
10.优选地,所述机械手装置包括有取料支架,所述取料支架安装于所述多轴机器人
的端部,所述取料支架上设有多个用于夹持工件的取料夹爪。
11.优选地,多个取料夹爪由上至下依次设置,多个通孔由上至下依次分布。
12.优选地,所述取料支架是包括有第一竖向支臂和第二竖向支臂的“工”形支架,多个取料夹爪均设于所述第一竖向支臂上。
13.优选地,所述第二竖向支臂上固定有多个套管,所述套管和所述取料夹爪位于所述取料支架的同一侧,且所述套管与所述通孔一一对应,所述第二竖向支臂背向所述套管的一侧设有活动板,所述活动板上固定有多个定位推杆及一定位气缸,所述定位推杆与所述套管一一对应,所述定位推杆穿过所述第二竖向支臂并插设于所述套管内,且所述定位推杆与所述套管滑动配合,所述定位气缸的伸缩轴与所述第二竖向支臂固定连接。
14.一种用于装配五金件和密封圈的工件加工工艺,该工艺基于一设备实现,所述设备包括有五金件直入装置、切水口装置、套密封圈装置和多轴机器人,所述多轴机器人的端部设有用于拾取工件的机械手装置,所述工艺包括:步骤s1,所述多轴机器人运动,并驱使所述机械手装置将所述工件传送至所述五金件直入装置;步骤s2,所述五金件直入装置将五金件直入所述机械手装置拾取的所述工件内;步骤s3,所述多轴机器人再次运动,驱使所述机械手装置从所述五金件直入装置拾取所述工件并放置于所述切水口装置;步骤s4,所述切水口装置将连接于相邻两个工件之间的水口切除;步骤s5,所述多轴机器人继续运动,驱使所述机械手装置从所述切水口装置拾取所述工件并放置于所述套密封圈装置;步骤s6,所述套密封圈装置将密封圈套装于所述工件上。
15.本发明公开的用于装配五金件和密封圈的工件加工设备中,先控制所述多轴机器人运动,并驱使所述机械手装置将所述工件传送至所述五金件直入装置,然后所述五金件直入装置将五金件直入所述机械手装置拾取的所述工件内,接下来,所述多轴机器人再次运动,驱使所述机械手装置从所述五金件直入装置拾取所述工件并放置于所述切水口装置,利用所述切水口装置将连接于相邻两个工件之间的水口切除,之后所述多轴机器人继续运动,驱使所述机械手装置从所述切水口装置拾取所述工件并放置于所述套密封圈装置,最后利用所述套密封圈装置将密封圈套装于所述工件上。基于上述原理可见,本发明能自动化执行直入五金件、切水口和套密封圈的过程,相比现有技术而言,本发明无需手工操作,大大提高了注塑工件的后期加工品质,有效提高了生产效率,并能够节省人工成本,进而满足生产要求。
附图说明
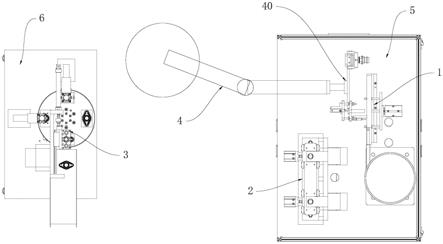
16.图1为工件加工设备的俯视图;
17.图2为五金件直入装置和切水口装置的结构图一;
18.图3为五金件直入装置和切水口装置的结构图二;
19.图4为五金件直入装置和切水口装置的结构图三;
20.图5为机械手装置的结构图;
21.图6为切水口装置的立体图;
22.图7为切水口支座的结构图;
23.图8为升降机构的结构图一;
24.图9为升降机构的结构图二;
25.图10为切料气缸的结构图;
26.图11为套密封圈装置的结构图一;
27.图12为套密封圈装置的结构图二;
28.图13为套密封圈装置的结构图三。
具体实施方式
29.下面结合附图和实施例对本发明作更加详细的描述。
30.实施例一
31.本实施例提出了一种用于装配五金件和密封圈的工件加工设备,结合图1至图5所示,其包括有五金件直入装置1、切水口装置2、套密封圈装置3和多轴机器人4,所述多轴机器人4的端部设有用于拾取工件100的机械手装置40,其中:
32.所述多轴机器人4用于驱使所述机械手装置40运动,以令所述机械手装置40将所述工件100依次传送至所述五金件直入装置1、所述切水口装置2和所述套密封圈装置3;
33.所述五金件直入装置1用于将五金件直入所述机械手装置40拾取的所述工件100内;
34.所述切水口装置2用于将连接于相邻两个工件100之间的水口101切除;
35.所述套密封圈装置3用于将密封圈套装于所述工件100上。
36.上述设备在执行过程中,先控制所述多轴机器人4运动,并驱使所述机械手装置40将所述工件100传送至所述五金件直入装置1,然后所述五金件直入装置1将五金件直入所述机械手装置40拾取的所述工件100内,接下来,所述多轴机器人4再次运动,驱使所述机械手装置40从所述五金件直入装置1拾取所述工件100并放置于所述切水口装置2,利用所述切水口装置2将连接于相邻两个工件100之间的水口101切除,之后所述多轴机器人4继续运动,驱使所述机械手装置40从所述切水口装置2拾取所述工件100并放置于所述套密封圈装置3,最后利用所述套密封圈装置3将密封圈套装于所述工件100上。基于上述原理可见,本发明能自动化执行直入五金件、切水口和套密封圈的过程,相比现有技术而言,本发明无需手工操作,大大提高了注塑工件的后期加工品质,有效提高了生产效率,并能够节省人工成本,进而满足生产要求。
37.作为一种优选方式,包括有第一机台5和第二机台6,所述五金件直入装置1和所述切水口装置2均设于所述第一机台5上,所述套密封圈装置3设于所述第二机台6上,所述多轴机器人4设于所述第一机台5和所述第二机台6之间。
38.为了实现五金件自动直入,本实施例中,所述五金件直入装置1包括有分料板110和推料气缸120,所述分料板110上开设有多个分料槽111,所述分料板110的外侧固定有治具板且二者层叠设置,所述治具板和所述分料板110上分别开设有相互对称的通孔112,所述通孔112与所述分料槽111一一对应且相互连通,所述推料气缸120位于所述分料板110背向所述治具板的一侧,所述推料气缸120的驱动端设有多个推料杆121,所述推料杆121与所述通孔112一一对应,且所述推料杆121插设于所述通孔112内,当所述机械手装置40拾取的工件100置于所述治具板的侧部时,所述推料气缸120驱使多个推料杆121同步运动,借由多个推料杆121将所述通孔112内的五金件推入所述工件100的对应孔位内。
39.进一步地,所述第一机台5上固定有推料支架122,所述推料气缸120固定于所述推
料支架122的上端。
40.为了持续、准确地供应五金件,本实施例中,所述五金件直入装置1包括有用于输送五金件的振动盘113,所述振动盘113的出料口与所述分料板110的入料口之间连通有送料滑道114。
41.作为一种优选方式,所述机械手装置40包括有取料支架400,所述取料支架400安装于所述多轴机器人4的端部,所述取料支架400上设有多个用于夹持工件100的取料夹爪401。
42.进一步地,多个取料夹爪401由上至下依次设置,多个通孔112由上至下依次分布。
43.为了提高机械手结构稳定性以及实现功能扩展,本实施例中,所述取料支架400是包括有第一竖向支臂402和第二竖向支臂403的“工”形支架,多个取料夹爪401均设于所述第一竖向支臂402上。
44.作为一种优选方式,所述第二竖向支臂403上固定有多个套管404,所述套管404和所述取料夹爪401位于所述取料支架400的同一侧,且所述套管404与所述通孔112一一对应,所述第二竖向支臂403背向所述套管404的一侧设有活动板405,所述活动板405上固定有多个定位推杆406及一定位气缸407,所述定位推杆406与所述套管404一一对应,所述定位推杆406穿过所述第二竖向支臂403并插设于所述套管404内,且所述定位推杆406与所述套管404滑动配合,所述定位气缸407的伸缩轴与所述第二竖向支臂403固定连接。
45.其中在所述套管404、所述定位推杆406和所述推料杆121的作用下,可将待直入的工件定位于所述通孔112内,该结构有助于将所述通孔112内的五金件准确可靠地推入所述工件100内。
46.本实施例还涉及一种用于装配五金件和密封圈的工件加工工艺,结合图1至图5所示,该工艺基于一设备实现,所述设备包括有五金件直入装置1、切水口装置2、套密封圈装置3和多轴机器人4,所述多轴机器人4的端部设有用于拾取工件100的机械手装置40,所述工艺包括:
47.步骤s1,所述多轴机器人4运动,并驱使所述机械手装置40将所述工件100传送至所述五金件直入装置1;
48.步骤s2,所述五金件直入装置1将五金件直入所述机械手装置40拾取的所述工件100内;
49.步骤s3,所述多轴机器人4再次运动,驱使所述机械手装置40从所述五金件直入装置1拾取所述工件100并放置于所述切水口装置2;
50.步骤s4,所述切水口装置2将连接于相邻两个工件100之间的水口101切除;
51.步骤s5,所述多轴机器人4继续运动,驱使所述机械手装置40从所述切水口装置2拾取所述工件100并放置于所述套密封圈装置3;
52.步骤s6,所述套密封圈装置3将密封圈套装于所述工件100上。
53.实施例二
54.实际应用中,注塑工件在成型之后,每两个工件之间具有连接水口,在后期加工时,需要将水口去除,但是现有的切水口方式一般采用人工配合相应的工具进行切割,导致水口切除位置的平整度、一致性不佳,从而影响工件的产品质量,同时也具有较高的人工成本。
55.对此,本实施例提出了一种注塑工件切水口装置,结合图6至图10所示,所述切水口装置2包括有切水口支座20、升降板21以及用于驱使所述升降板21上升或者下降的升降机构22,所述切水口支座20上用于放置多个工件100,所述升降板21位于所述切水口支座20的上方,所述升降板21的底部设有多个定位夹爪23,所述定位夹爪23与所述工件100一一对应,且所述定位夹爪23用于夹持所述工件100的上端,相邻两个定位夹爪23之间设有切料气缸24,所述切料气缸24固定于所述升降板21的底部,所述切料气缸24的驱动端设有切料杆241,所述切料杆241的端部形成有切削刃240,所述切削刃240与相邻两个工件100之间的水口101对齐,当所述切料气缸24驱使所述切料杆241运动时,通过所述切削刃240将所述水口101切除。
56.上述装置中,当所述工件100被放置于所述切水口支座20时,所述升降机构22驱使所述升降板21下降,同时令所述定位夹爪23夹紧所述工件100的上端,进而将所述工件100定位于所述切水口支座20上,然后所述切料气缸24驱使所述切料杆241运动,利用所述切削刃240将所述水口101切除。相比现有技术中采用人工切水口的方式而言,本发明能保证水口切除位置的平整度、一致性不佳,大大提升了工件的产品质量,同时也节省了人工成本,较好地满足了生产要求。
57.关于所述升降机构22的具体结构,本实施例中,所述升降机构22包括有升降支架220和升降气缸221,所述升降气缸221的驱动端设有升降导杆222,所述升降气缸221固定于所述升降支架220上,所述升降导杆222竖直设置,且所述升降导杆222的下端连接于所述升降板21。
58.作为一种优选方式,所述定位夹爪23为气动夹爪。
59.本实施例中,相邻两个定位夹爪23之间设有滑座26,所述滑座26固定于所述升降板21的底部,所述切料气缸24固定于所述滑座26的侧部。
60.为保证所述切料杆241稳定运动,本实施例中,所述滑座26上开设有滑槽260,所述切料杆241设于所述滑槽260内且二者滑动配合。
61.为了起到支撑作用,本实施例包括有一基座27,所述切水口支座20和所述升降支架220均固定于所述基座27上。
62.实施例三
63.实际应用中,对于一些需要装配密封圈的注塑工件而言,其需要通过人工方式,将密封圈手动套设于注塑工件上,这种套接方式不仅效率低下,而且套接过程中容易造成密封圈损坏,导致产品的密封性能不足,此外,因缺乏密封圈检测机制,所以很容易出现误套、漏套密封圈等情况,导致装配品质不足,不能满足生产要求。
64.对此,本实施例提出了一种能够提高密封圈装配品质、具有密封圈检测功能、能够提高生产效率以及节省人工成本的注塑工件套密封圈装置,结合图11至图13所示,所述套密封圈装置3包括有旋转台30、压密封圈机构31、密封圈检测机构32和下料机构33,所述旋转台30上设有四个用于放置工件100的工件支座33,四个工件支座33之一用于放置待加工的工件100,所述压密封圈机构31、所述密封圈检测机构32和所述下料机构33分别设于另外三个工件支座33的上方,当所述旋转台30旋转时带动所述工件支座33上的工件100依次经过所述压密封圈机构31、所述密封圈检测机构32和所述下料机构33,其中:
65.所述压密封圈机构31用于对放置于所述工件100顶端的密封圈进行下压,以令所
述密封圈套设于所述工件100上;
66.所述密封圈检测机构32用于对所述工件100上套设的密封圈进行检测;
67.所述下料机构33用于将套设有密封圈的所述工件100从所述工件支座33上取出。
68.上述装置中,在所述旋转台30上设置四个工件支座33,因此可将四个工件100分别装载于四个工件支座33上,对于处在上料位置的工件支座33,可以手动将密封圈放置于该工件支座33上的工件顶端,当所述旋转台30旋转时,可带动所述工件支座33上的工件100依次经过所述压密封圈机构31、所述密封圈检测机构32和所述下料机构33,进而利用所述压密封圈机构31下压工件顶端的密封圈,直至将密封圈可靠地套设于所述工件100上,整个套接过程无需手动操作。之后利用所述密封圈检测机构32对所述工件100上的密封圈安装状态进行检测,以避免出现误装、漏装密封圈的情况,最后利用所述下料机构33将已装有密封圈的工件100从所述工件支座33上取下。相比现有技术而言,本发明能有效提高密封圈的装配品质,同时具有密封圈检测功能,能够保证密封圈装配的准确性与可靠性,此外,本发明还有助于提高生产效率以及节省人工成本,进而满足生产要求。
69.进一步地,四个工件支座33分设于同一直角坐标系的四个坐标轴上。上述结构设置,可使得所述旋转台30每旋转90
°
,即可带动所述工件100平移一个工位。
70.关于所述压密封圈机构31的具体结构,本实施例中,所述压密封圈机构31包括有第一支架310、压密封圈气缸311和套筒312,所述压密封圈气缸311固定于所述第一支架310上,所述套筒312设于所述压密封圈气缸311的驱动端,所述压密封圈气缸311用于驱使所述套筒312下压密封圈,进而将所述密封圈套所述工件100上。
71.为了保证所述套筒312可靠地上下运动,本实施例中,所述第一支架310上固定有竖直滑轨313,所述竖直滑轨313上设有竖直滑座314且二者滑动配合,所述套筒312与所述竖直滑座314固定连接。
72.关于所述密封圈检测机构32的具体结构,本实施例中,所述密封圈检测机构32包括有第二支架320、检测气缸321和多个光纤传感器322,所述检测气缸321竖直固定于所述第二支架320上,所述检测气缸321的驱动端设有光纤安装板323,多个光纤传感器322均固定于所述光纤安装板323上,且所述光纤传感器322的感应端与所述工件100上套设的密封圈对齐。
73.本实施例中采用光纤传感器322仅是一种优选的实现方式,并不用于限制本发明,根据实际需要,还可以采用其他具有同等功能的传感器,而无论选用何种传感器,均是在本发明精神指导之下作出的等同替换,因此均属于本发明的保护范围。
74.作为一种优选方式,所述旋转台30的相邻处设有下料导槽34。
75.关于所述下料机构33的具体结构,本实施例中,所述下料机构33包括有第三支架330,所述第三支架330上固定有横向滑轨331,所述横向滑轨331上设有横向滑座332且二者滑动配合,所述横向滑座332上固定有平移气缸333,且所述平移气缸333的驱动端与所述第三支架330固定连接,所述平移气缸333的侧部固定有竖直设置的下料气缸334,所述下料气缸334的驱动端设有下料夹爪335,所述下料夹爪335与所述工件100对齐,所述下料气缸334用于驱使所述下料夹爪335上升或者下降,以令所述下料夹爪335夹持所述工件100的上端,所述平移气缸333用于驱使所述下料气缸334平移,直至将所述工件100移送至所述下料导槽34上方,当所述下料夹爪335卸掉对所述工件100的夹持力时,令所述工件100掉落于所述
下料导槽34内。
76.实际应用中,所述下料夹爪335优选为气动夹爪。
77.以上所述只是本发明较佳的实施例,并不用于限制本发明,凡在本发明的技术范围内所做的修改、等同替换或者改进等,均应包含在本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1