一种采血针保护套抽芯机构及抽芯模具的制作方法
1.本发明涉及注塑技术领域,尤其是涉及一种采血针保护套抽芯机构,还涉及一种包含所述采血针保护套抽芯机构的抽芯模具。
背景技术:
2.随着医疗行业的发展,对于薄壁医疗塑件制品的需求也逐渐增大,但一直以来对于薄壁医疗塑件制品良品率和成本是都较难控制,现有的模具中通过推板与滑块一起将塑件制品顶出动模型芯脱模,由于塑件制品对动模型芯的抱紧力比较大,顶出过程中在塑件制品薄壁厚度为0.25mm处的位置容易发生变形、破裂,导致塑件制品不合格,并且模具结构复杂,模具厚度尺寸比较大,需要较大型号注塑机器注塑成型,生产成本高,生产效率低。
技术实现要素:
3.为解决上述问题,本发明提供一种采血针保护套抽芯机构,还提供包含该机构的抽芯模具。
4.本发明一种采血针保护套抽芯机构,抽芯机构用于抽拉注塑型芯,包括传动机构和气缸,气缸包括气缸本体和气缸连杆,注塑型芯包括第一固定部和芯杆部,第一固定部与传动机构固定连接,气缸连杆与传动机构固定连接,
5.当气缸连杆拉动传动机构运动时,传动机构能够驱动注塑型芯运动,从模腔内抽出一定距离。
6.采用其机构,在气缸、传动机构和注塑型芯配合下,使得注塑型芯自动从模腔内抽出一定距离,由于在动模机构与定模机构打开之前,将注塑型芯抽出一定距离,使得在动模机构与定模机构打开之后,注塑制品的薄壁厚度为0.25mm处不易发生断裂,提高塑件制品的良品率,简化模具结构,降低生产成本,提高生产效率。
7.优选地,传动机构包括压块、卡块和滑块,气缸连杆设置在压块下方并与压块连接,卡块设置在压块和滑块之间,压块一侧设置有第一斜面,滑块面向第一斜面一侧设置有斜面导向滑槽,滑块另一侧与第一固定部固定连接,卡块包括支撑部和卡接部,支撑部与第一斜面固定连接,卡接部侧边设置有与卡接耳,卡接耳设置在斜面导向槽中并与斜面导向槽滑动连接,
8.当气缸连杆向下拉动压块时,压块与卡块一起向下运动,在卡接耳与斜面导向滑槽的配合下,滑块带动注塑型芯朝压块运动的垂直方向运动。
9.优选地,还包括冷却芯管,冷却芯管包括第二固定部和芯管部,注塑型芯内设置有容纳芯管部的腔体,滑块内设置有冷却液流道,冷却芯管内设置有通道,冷却液流道与通道连通,第二固定部与滑块固定连接,滑块一侧设置有冷却液进料口。
10.在注塑型芯中设置冷却芯管,冷却液从冷却流道流入通道,从而给注塑型芯在注塑的过程中降低注塑型芯的温度,延长注塑型芯的使用寿命并且能起到一定缩短注塑周期的作用。
11.优选地,传动机构上间隔设置有至少一根注塑型芯。
12.在传动机构上间隔设置多根注塑型芯能有效的提高生产效率。
13.优选地,还包括固定块,固定块设置在滑块远离卡块一侧并与滑块固定连接,第一固定部穿过固定块并与固定块固定连接。
14.将注塑型芯与冷却芯管分别固定在固定块和滑块中,降低加工成本。
15.第二方面,本发明还提供包含上述的一种采血针保护套抽芯机构的抽芯模具,还包括动模机构和定模机构,定模机构包括定模固定板和定模型腔,定模型腔与定模固定板固定连接,动模机构包括推板、动模板、动模型腔、顶出机构和动模固定板,动模型腔与动模板固定连接,定模机构设置在动模机构正上方并与动模机构套接,动模型腔与定模型腔接触连接,注塑型芯的芯杆部设置在动模型腔与定模型腔之间,动模板上设置有推板安装槽,推板设置在推板安装槽中并与动模板套接,顶出机构设置在动模板下方,动模固定板设置在顶出机构下方,推板与动模板上设置有用于抽芯机构穿入的安装孔,抽芯机构穿入安装孔并且抽芯机构的传动机构设置在推板中,抽芯机构的气缸设置在顶出机构中。
16.优选地,顶出机构包括顶针、第一顶针板、顶针托板、第二顶针板、顶杆、等高螺丝和推杆,第一顶针板和顶针托板设置有气缸通孔,第二顶针板上设置有凹槽,气缸穿过第一顶针板和顶针托板上的气缸通孔设置在凹槽中,动模板和动模型腔中分别设置有顶针通道,顶针一端设置在第一顶针板中,顶针另一端设置在动模板和动模型腔中的顶针通道中,顶针托板与第一顶针板固定连接,第二顶针板设置有顶杆通孔,顶杆穿过第二顶针板上的顶杆通孔与顶针托板固定连接,动模板、第一顶针板和顶针托板分别设置推杆通孔,推杆一端与第二顶针板固定连接,推杆另一端穿过动模板、第一顶针板和顶针托板上的推杆通孔与推板固定连接,等高螺丝包括连接部和抵接部,顶针托板和第二顶针板分别设置有连接通孔,连接部穿过顶针托板和第二顶针板上的连接通孔与第一顶针板固定连接,
17.当第一顶针板向上移动极限距离时,等高螺丝的抵接部与第二顶针板抵接,第一顶针板继续向上移动时,抵接部带动第二顶针板向上移动。
18.优选地,抽芯机构设置有两组,两组抽芯机构并排设置在推板中。
19.优选地,还包括导向块,导向块设置在推板面向动模型腔和定模型腔一端并与推板固定连接,导向块内设置有与注塑型芯相配合的第二导向滑槽,芯杆部穿过滑槽并设置在动模型腔和定模型腔之间。
20.优选地,推板中设置有压缩空气进气通道,导向块中设置有与压缩空气进气通道连通的压缩空气进气管,压缩空气进气管与第二导向滑槽连通。
21.本发明抽芯模具设置有如上所述的一种采血针保护套抽芯机构,其机构参照上述说明。并且由于抽芯模具包括上述机构,故也能产生上述机构产生的技术效果,参照上述说明即可,本发明在此不再赘述。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
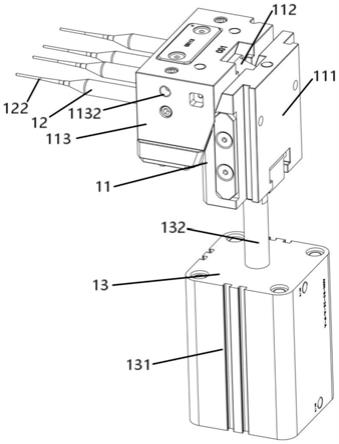
23.图1为本发明采血针保护套抽芯机构实施例1完整结构示意图;
24.图2为本发明实施例1分解结构示意图;
25.图3为本发明抽芯模具结构示意图;
26.图4为图3抽芯模具a
‑
a方向剖面图;
27.图5为图4局部放大结构示意图;
28.图6为本发明抽芯模具动模机构结构示意图;
29.图7为本发明抽芯模具定模机构结构示意图;
30.图8为图3抽芯模具b
‑
b方向剖面图;
31.图9为图3抽芯模具c
‑
c方向剖面图;
32.图10为抽芯模具抽芯时结构示意图;
33.图11为图3抽芯模具d
‑
d方向部分剖面图;
34.附图标记:1、抽芯机构;11、传动机构;12、注塑型芯;13、气缸;131、气缸本体;132、气缸连杆;121、第一固定部;122、芯杆部;111、压块;112、卡块;113、滑块;1111、第一斜面;1131、斜面导向槽;1121、支撑部;1122、卡接部;11221、卡接耳;14、冷却芯管;141、第二固定部;142、芯管部;123、腔体;143、通道;1132、冷却液进料口;15、固定块;2、动模机构;3、定模机构;31、定模固定板;32、定模型腔;33、浇口镶件;34、注塑流道;331、潜伏式浇口;21、推板;22、动模板;23、动模型腔;24、动模固定板;221、推板安装槽;211、安装孔;25、顶针;26、第一顶针板;27、顶针托板;28、第二顶针板;29、顶杆;291、等高螺丝;292、推杆;261、气缸通孔;281、凹槽;222、顶针通道;282、顶杆通孔;223、推杆通孔;2911、连接部;2912、抵接部;271、连接通孔;293、导向块;2931、第二导向滑槽;212、压缩空气进气通道;2932、压缩空气进气管;4、塑件制品。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.如图1、2和图4所示,实施例1是一种采血针保护套抽芯机构,抽芯机构1用于抽拉注塑型芯12,包括传动机构11、固定块15、冷却芯管14和气缸13,气缸13包括气缸本体131和气缸连杆132,注塑型芯12包括第一固定部121和芯杆部122,冷却芯管14包括第二固定部141和芯管部142,注塑型芯12内设置有容纳芯管部142的腔体123。
37.传动机构11包括压块111、卡块112和滑块113,气缸连杆132设置在压块111下方并与压块111连接,卡块112设置在压块111和滑块113之间,压块111一侧设置有第一斜面1111,滑块113面向第一斜面1111一侧设置有斜面导向滑槽1131,滑块113另一侧设置有固定块15并且滑块113与固定块15固定连接,卡块112包括支撑部1121和卡接部1122,支撑部1121与第一斜面1111固定连接,卡接部1122侧边设置有与卡接耳11221,卡接耳11221设置在斜面导向槽1131中并与斜面导向槽1131滑动连接。
38.滑块113内设置有冷却液流道,冷却芯管14内设置有通道143,冷却液流道与通道143连通,滑块113一侧设置有冷却液进料口1132,固定块15上设置有注塑型芯15的安装孔,
第一固定部121通过安装孔与固定块15固定连接,第二固定部141与滑块113固定连接,芯管部142设置在注塑芯杆12的腔体123中,冷却液从冷却液进料口1132进入冷却液流道和通道143,对注塑型芯12进行降温。
39.固定块15上间隔设置有4根注塑型芯12,冷却芯管14也为4根,当气缸连杆132向下拉动压块111时,压块111与卡块112一起向下运动,在卡接耳11221与斜面导向滑槽1131的配合下,滑块113带动注塑型芯12朝压块111运动的垂直方向运动,从而将注塑型芯12从注塑制品4中抽出一定距离,使得在抽芯模具在动模机构2与定模机构3打开之后,注塑制品4的0.25mm处不易发生断裂。
40.如图3
‑
11所示,本发明还提供了抽芯模具的实施例,抽芯模具包括动模机构2和定模机构3,定模机构3包括定模固定板31和定模型腔32,定模型腔32与定模固定板31固定连接,动模机构2包括两组抽芯机构1、推板21、导向块293、动模板22、动模型腔23、顶出机构和动模固定板24,动模型腔23与动模板固定24连接,定模机构3设置在动模机构2正上方并与动模机构2套接,动模型腔23与定模型腔32接触连接,形成注塑型腔,注塑型芯12的芯杆部122设置在动模型腔23与定模型腔32之间。
41.定模型腔32和动模型腔23均包括注塑流道34和制品型腔,制品型腔中设置有浇口镶件33,浇口镶件33一侧设置潜伏式浇口331,注塑流道34通过潜伏式浇口331与制品型腔连通。
42.动模板22上设置有推板安装槽221,推板21设置在推板安装槽221中并与动模板22套接,顶出机构设置在动模板22下方,动模固定板24设置在顶出机构下方,推板21与动模板22上设置有用于两组抽芯机构1穿入的安装孔211,两组抽芯机构1并排设置,两组抽芯机构1分别穿入安装孔211并且两组抽芯机构1的传动机构11设置在推板21中,抽芯机构1的气缸13设置在顶出机构中。
43.顶出机构包括顶针25、第一顶针板26、顶针托板27、第二顶针板28、顶杆29、等高螺丝291和推杆292,第一顶针板26和顶针托板27设置有气缸通孔261,第二顶针板28上设置有凹槽281,气缸13穿过第一顶针板26和顶针托板27上的气缸通孔261设置在凹槽281中,动模板22和动模型腔23中分别设置有顶针通道222,顶针25一端设置在第一顶针板26中,顶针25另一端设置在动模板22和动模型腔23中的顶针通道222中,顶针通道222与注塑流道34连通,顶针托板27与第一顶针板26固定连接,动模固定板24和第二顶针板28上分别设置有顶杆通孔282,顶杆29一端设置在动模固定板24上的顶杆通孔282中,顶杆29另一端穿过第二顶针板28上的顶杆通孔282与顶针托板27固定连接。
44.动模板22、第一顶针板26和顶针托27板分别设置推杆通孔223,推杆292一端与第二顶针板28固定连接,推杆292另一端穿过动模板22、第一顶针板26和顶针托板27上的推杆通孔223与推板21固定连接,等高螺丝291包括连接部2911和抵接部2912,顶针托板27和第二顶针板28分别设置有连接通孔271,连接部2911穿过顶针托板27和第二顶针板28上的连接通孔271与第一顶针板26固定连接,
45.当第一顶针板26向上移动极限距离时,等高螺丝291的抵接部2912与第二顶针板28抵接,第一顶针板26继续向上移动时,抵接部2912带动第二顶针板28向上移动。
46.导向块293设置在推板21面向动模型腔23和定模型腔32一端并与推板21固定连接,导向块293内设置有与注塑型芯12相配合的第二导向滑槽2931,芯杆部122穿过第二导
向滑槽2931并设置在动模型腔23和定模型腔32之间,推板21中设置有压缩空气进气通道212,导向块293中设置有与压缩空气进气通道212连通的压缩空气进气管2932,压缩空气进气管2932与第二导向滑槽2931连通,通入压缩空气用于将注塑型芯12上的塑件制品4与注塑型芯12分离。
47.本实施例包含一种采血针保护套抽芯机构的抽芯模具的工作原理如下:当模具完成射胶成型后,在动模机构2和定模机构3打开前,开始第一阶段抽芯步骤,图5为抽芯模具进行第一阶段抽芯步骤时的图4的局部放大结构示意图,气缸13先工作,气缸连杆132带动压块111向下运动s1距离,压块111带动卡块112一起运动,在卡块112与斜面导向槽1131配合的作用下,滑块113带动注塑型芯12朝压块111运动的垂直方向运动,从而将注塑型芯12从注塑制品4中抽出s2距离,但没有完全脱离。
48.注塑型芯12从注塑制品4中抽出s2距离后,定模机构3和动模机构2打开,动模机构2向下运动,塑件制品4从定模型腔3中脱离。
49.接着开始第一阶段顶出步骤,图8为抽芯模具进行第一阶段抽芯步骤时的剖面图,注塑机上的顶杆推动抽芯模具上的顶杆29运动s3距离,在顶杆29与第一顶针板26、顶针托板27和顶针25的配合下,一起向上运动s3距离,从而使得顶针25从顶针通道222穿出,将注塑流道34中的废料顶出动模型腔23,在此过程中,第二顶针托板28保持不动,塑件制品4任然留在动模型腔23中。
50.顶杆29向上顶出s3距离后,等高螺丝291的抵接部2912与第二顶针板28抵接,接着开始第第二阶段顶出步骤,图9为抽芯模具进行第二阶段顶出步骤时的剖面图,顶杆29继续向上顶出,等高螺丝291带动第二顶针板28向上运动s4距离,由于推杆292一端与第二顶针板28固定连接,推杆292另一端与推板21固定连接,气缸13设置在第二顶针板28,所以抽芯机构1一起向上运动s4距离,注塑型芯12带动塑件制品4一起顶出动模型腔23。
51.由于塑件制品4还位于注塑型芯12完全分离,图11为抽芯模具进行完第二阶段顶出步骤时的部分剖面图,接着开始第二阶段抽芯步骤,图10为抽芯模具进行第二阶段抽芯步骤时的剖面图,此刻从推板21中的压缩空气进气通道212注入压缩空气,压缩空气再从压缩空气进气管2932进入第二导向滑槽2931并吹出,将塑件制品4与注塑型芯12分离,最终完成抽芯。
52.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1