一种人造石面板的制作方法和模具与流程
1.本发明属于建筑材料领域,特别是涉及一种人造石面板的制作方法和模具。
背景技术:
2.现有的厨柜人造石台面板的前面边缘的加厚结构是通过人造石面板的堆叠加厚或者是45度拼角并用胶水拼接而成,加厚板需要另外切割,胶粘完成后再进行打磨。
3.现有上述工艺工序过程复杂,难以保证质量。由于胶水的颜色很难调到与人造石完全同色,用久之后,拼接处一般会有线一样的痕迹,影响美观。由于是人工操作,加厚板的切割很难保证百分百的平直,而且面板与挡板的尺寸较长,胶水也会出现涂抹不均匀的现象,导致面板与加厚板的拼接很难做到均匀连接,易变形,影响美观,打磨工作量大,污染现场环境,而且生产效率也很低。
4.综上所述,现有人造石面板前端边缘加厚工艺具有如下问题:1.工序复杂效率低;2.粘接缝隙破环表面美观。
技术实现要素:
5.本发明的目的是提高人造石边缘加厚工艺的加工效率并解决人工粘接拼缝影响美观的问题。
6.为了解决上述问题,本发明提出一种人造石面板的制作方法,其具体过程为:1)在扁长方体内腔的成型模具内部增加垫板,垫板底部与成型模具底面贴合固定,垫板四边至少有一个边与成型模具的侧边留有间隙以形成人造石面板的加厚边缘;2)在成型模具内表面和垫板外露表面粘贴离型纸;3)注入混合搅拌好的原料填充进模具中,人工或机械震动以平整表面;4)成型模具上表面盖上离型纸和网隔,推进真空高压机进行压平压实;5)去掉上表面的离型纸和网隔,盖上盖板,进入翻转机翻转脱模;6)去除人造石面板半成品底部贴纸,然后进入固化机加热固化定型;7)固化定型完成后切割定型。
7.优选地,在成型模具内部的垫板可以是一块也可以是便于组合的多块,根据需要每块垫板的边缘与其它垫板或者成型模具侧边至少有一个边留有间隙以形成人造石台面边缘的加厚部分。
8.一种人造石面板的制作模具,包括成型模具和垫板;所述成型模具为一具有扁平立方体模腔的容器;所述垫板包括一块或多块,且固定于所述成型模具模腔底部,每块垫板的边缘与其它垫板或者成型模具侧边至少有一个边留有用于形成人造石面板边缘加厚部分的间隙。
9.综上所述,本发明具有如下有益的技术效果:1.人造石台面边缘加厚边无需粘接省工效率高;
2.一体成型更美观。
附图说明
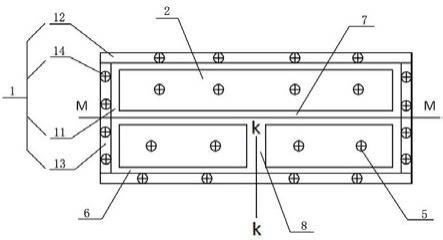
10.图1为本发明实施例1的人造石面板制作模具俯视图。
11.图2为本发明实施例1的人造石面板制作模具侧视图。
12.图3为本发明实施例2的人造石面板制作模具俯视图。
13.图4为本发明实施例3的人造石面板制作模具俯视图。
14.图5为本发明实施例4的人造石面板制作模具俯视图。
15.图6为本发明实施例5的人造石面板制作模具俯视图。
具体实施方式
16.下面结合附图和具体实施例对技术方案做进一步说明,以助于理解本发明的内容。
17.请参考图1
‑
2,下面将对本发明实施例1进行说明。
18.为了解决上述问题,本发明提出一种人造石面板的制作方法,其具体过程为:如图1和图2所示,所用到的模具包括具有扁长方体内腔的成型模具1和安装在成型模具1内部的一长两短三块垫板2,所述成型模具1包括模具底板、固定螺丝14以及通过固定螺丝14固定于模具底板边缘的模具横边12和模具竖边13,所有的垫板底部与模具底板11贴合并通过固定螺丝5与模具底板11固定或者以粘合的方式固定,垫板与其它垫板之间留有横间隙7和竖间隙8并且与成型模具的侧边留有侧边间隙6,所述横间隙7、竖间隙8和侧边间隙6用于形成人造石面板的加厚边缘。按照上述描述将模具组装完毕。
19.在成型模具1内表面,垫板2的外露表面粘贴离型纸;注入混合搅拌好的原料填充进成型模具1中,原料上表面高度不超过模具横边12和模具竖边13上表面,人工或机械震动以平整表面;成型模具1上表面盖上离型纸和网隔(图中未画出),推进真空高压机进行压平压实;去掉上表面的离型纸和网隔,盖上盖板,进入翻转机翻转脱模;去除人造石面板半成品底部贴纸,然后进入固化机加热固化定型;人造石面板固化定型完成后,沿着图1所示m
‑
m线切割后再沿着k
‑
k线切割,分割为一长两短共三块人造石面板,每块人造石面板都是四周具有加厚的边缘;将完成切割的人造石面板的外观面打磨抛光;人造石面板成品表面粘贴保护膜。
20.请参考图3,下面将对本发明实施例2进行说明。
21.如图3所示,为了适应四周需要加厚边缘的大面积台面的应用场合,在成型模具1内部安装一块垫板2,垫板2可以是整体的一块也可以是拼接组合而成的多块,根据需要,垫板2的四个侧边缘与成型模具侧边留有间隙以形成人造石台面边缘的加厚部分。
22.除了上述模具内部垫板的不同,此实施例中人造石面板的制作方法与实施例1相同,故不再赘述。
23.由此模具制作的人造石台面为一个四边具有加厚边缘的长方形台面,当然也可以根据需要另行切割。
24.请参考图4,下面将对本发明实施例3进行说明。
25.如图4所示,在成型模具1内部安装两块相同尺寸的垫板2,此处的垫板2可以是整
体的一块也可以是拼接组合而成的,根据需要每块垫板2的四个侧边缘与相邻垫板2或者成型模具侧边留有间隙以形成人造石台面边缘的加厚部分。
26.成型好的人造石台面从图4中m
‑
m线切割后即得到两块尺寸相同的四边具有加厚边缘的长方形台面。
27.除了上述模具内部垫板的不同,此实施例中人造石面板的制作方法与实施例1相同,故不再赘述。
28.请参考图5,下面将对本发明实施例4进行说明。
29.如图5所示,在成型模具1内部安装四块相同尺寸的垫板2,此处的垫板2可以是整体的一块也可以是拼接组合而成的,根据需要每块垫板2的四个侧边缘与相邻垫板2或者成型模具侧边留有间隙以形成人造石台面边缘的加厚部分。
30.成型好的人造石台面从图5中m
‑
m线和k
‑
k线切割后即得到四块尺寸相同的四边具有加厚边缘的长方形台面。
31.除了上述模具内部垫板的不同,此实施例中人造石面板的制作方法与实施例1相同,故不再赘述。
32.请参考图6,下面将对本发明实施例5进行说明。
33.如图6所示,在成型模具1内部安装一长两短共三块不同尺寸的垫板2,为叙述的方便对三块垫板分别编号为21、22和23。图示垫板21只有在与垫板22和垫板23之间留有横间隙7,垫板21的另外三个与成型模具1的模具横边12和模具竖边13之间没有间隙;图示垫板22在与模具竖边13之间留有侧边间隙6,与垫板21之间留有横间隙7,与垫板23之间留有竖间隙8,垫板22和垫板23与成型模具1图示下方的模具横边12之间没有间隙。
34.此处的垫板21、垫板22和垫板23可以是整体的一块也可以是由多块垫板拼接组合而成的。
35.成型好的人造石台面从图6中m
‑
m线和k
‑
k线切割后即得到三块结构不同的人造石台面,由垫板21区域所成型的是一块只有在图示下方长边具有加厚边缘的人造石台面;由垫板22区域所成型的是一块除了在图示下方长边以外没有加厚边缘而其它三个边都具有加厚边缘的人造石台面;由垫板23区域所成型的是一块在图示上方和左侧的两个边具有加厚边缘的人造石台面。
36.除了上述模具内部垫板的不同,此实施例中人造石面板的制作方法与实施例1相同,故不再赘述。
37.以上所述,只是本发明的一个实例,不能以此限定本发明的范围,凡依此发明专利申请范围及说明内容所做的简单的等效变化与修饰,皆属于本发明专利涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1