一种由异型裸钢丝制作方钢圈的生产方法及胎圈生产方法与流程
1.本发明涉及橡胶轮胎技术领域,尤其是涉及一种可由多根异型裸钢丝直接制作成方钢圈的生产方法,以及采用具有该方钢圈制作胎圈的胎圈生产方法。
背景技术:
2.目前市面上常见的子午线轮胎用钢丝圈一般均是由单一的圆柱形钢丝缠绕形成六角形结构或其它多边形结构,其制造方法一般如附图1所示,s1: 将横截面为圆形的单一钢丝导开;s2: 钢丝表面除污处理;s3: 对钢丝进行加热,为钢丝表面覆胶做准备;s4: 通过挤出机在钢丝表面覆胶;s5: 对覆胶后钢丝进行冷却;s6: 将覆胶后的钢丝缠绕成钢丝圈;s7: 将钢丝圈取下;最后再根据需要将钢丝圈整体进行覆胶动作。另如附图2所示,以缠绕成六角形结构为例,现有技术的缠绕方式一般是利用伺服电机驱动钢丝圈生产线连续旋转缠绕:从钢丝圈的底部开始至最宽处,每层钢丝根数逐层增加1根,从钢丝圈的最宽处开始至顶部,每层钢丝根数逐层减少1根,上层钢丝排列在下层钢丝的间隙处,并相互紧密排列。现有的钢丝圈制造方法复杂,一般均是先在钢丝线上覆胶然后缠绕且由单一的钢丝连续缠绕效率较低,且挤出机为必要设备,该设备价格昂贵,导致轮胎企业的生产成本较高。
技术实现要素:
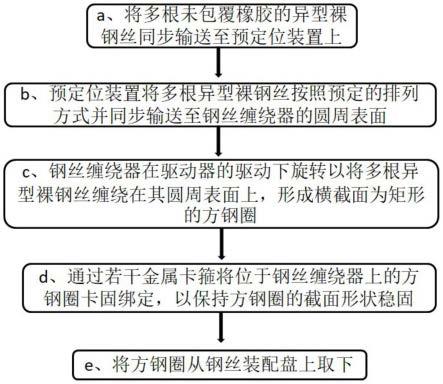
3.为解决上述技术问题,本发明提供一种由异型裸钢丝制作方钢圈的生产方法,其包括以下步骤:a、 将多根未包覆弹性件的异型裸钢丝同步输送至预定位装置上;b、 预定位装置将多根异型裸钢丝按照预定的排列方式同步输送至钢丝缠绕器的圆周表面;c、钢丝缠绕器在驱动器的驱动下旋转,所述多根异型裸钢丝同步缠绕在钢丝缠绕器的圆周表面上,形成横截面为矩形的方钢圈;d、 通过若干金属卡箍将位于钢丝缠绕器上的方钢圈卡固绑定,以保持方钢圈的截面形状稳固;e、将方钢圈从钢丝缠绕器上取下。
4.较佳地,所述钢丝缠绕器为圆柱形或圆台形,所述多根异型裸钢丝按照预定的排列方式同步输送至钢丝缠绕器的圆柱形或圆台形的圆周表面上。
5.较佳地,在步骤b之前,可对所述异型裸钢丝进行整形处理,以将异型裸钢丝进行预弯或调直。
6.较佳地,在所述异型裸钢丝整形之前,可先对异型裸钢丝进行加热处理。
7.较佳地,在步骤c的缠绕过程中可以同时通过压紧装置(60)将多根异型裸钢丝(10)压合在圆周表面上。
8.较佳地,在步骤d中的金属卡箍(50)的首尾通过焊接形式相固定结合。
9.较佳地,在步骤b中所述预定的排列方式可以是并行排列或者是错位排列。
10.较佳地,在步骤c中,当所述多根异型裸钢丝(10)在钢丝缠绕器(30)的圆周表面上缠绕并形成方钢圈(40)后,进行裁断处理。
11.本发明还提供一种具有方钢圈的胎圈生产方法,所述方钢圈为根据上述任意一项权利要求所述的方法制作,还包括以下步骤:a、将方钢圈输送至浸胶工位,对所述方钢圈的
表面进行浸胶处理;b、将浸胶后的方钢圈输送至缠绕工位,对所述方钢圈的表面进行螺旋包布,形成包布方钢圈;c、将所述包布方钢圈与三角胶相结合形成胎圈。
12.较佳地,在所述步骤a中,所述浸胶处理是将所述方钢圈的表面涂覆一层具有一定粘度的粘合物质。
13.本发明提供的由异型裸钢丝制作方钢圈的生产方法,是通过采用创新的制造工艺将多根异型裸钢丝直接制作成轮胎用的方钢圈,该制造方法具有可降低生产成本并提高生产效率的技术效果。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
15.图1为现有技术中用圆形钢丝生产轮胎用钢圈的流程图。
16.图2为现有技术中缠绕成六角形结构的示意图。
17.图3为本发明所述由异型裸钢丝制作方钢圈的生产方法的流程图。
18.图4为本发明所述方钢圈生产设备示意图。
19.图5为本发明所述方钢圈生产设备另一视角的示意图。
20.图6为本发明所述的方钢圈示意图。
21.图7a为本发明所述的钢丝缠绕器为圆柱形的示意图。
22.图7b为本发明所述的钢丝缠绕器为圆台形的示意图。
23.图8a为使用本发明图7a的钢丝缠绕器将异型钢丝并行排列缠绕成方钢圈的横截面示意图。
24.图8b为使用本发明图7b的钢丝缠绕器将异型钢丝错位排列缠绕成方钢圈的横截面示意图。
25.图9为方形钢丝预排列方式示意图。
26.图10为梯形钢丝预排列方式示意图。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本发明保护的范围。
28.如附图3至附图6所示,本发明提供一种由异型裸钢丝制作方钢圈的生产方法,其主要包括以下步骤:步骤a、将多根未包覆橡胶的异型裸钢丝10同步输送至预定位装置20上;步骤b、预定位装置20将多根异型裸钢丝10按照预定的排列方式同步输送至钢丝缠绕器30的圆周表面;需说明的是,在本发明步骤b之前,还可以根据需要对所述异型裸钢丝进行整形处理,以将异型裸钢丝进行预弯或调直,以适应不同的制造方法需求;此外,在本发明所述异型裸钢丝整形之前,还可先对异型裸钢丝进行加热处理,以软化异型钢丝硬度,方便
整形;步骤c、所述钢丝缠绕器30在驱动器34的驱动下旋转以将多根异型裸钢丝10在钢丝缠绕器30的圆周表面上缠绕并形成横截面为矩形的方钢圈(40);需说明的是,在本发明步骤c的缠绕过程中可以同时通过压紧装置60将多根异型裸钢丝10压合在圆周表面上,防止多根异型裸钢丝10松散,在本发明步骤c中,当所述多根异型裸钢丝10在钢丝缠绕器30的圆周表面上缠绕并形成方钢圈40后,进行裁断处理,以便于后续工艺执行;步骤d、通过若干金属卡箍50将位于钢丝缠绕器30上的方钢圈40卡固绑定,以保持方钢圈的截面形状稳固;需说明的是,在本发明步骤d中的金属卡箍50的首尾部分是通过焊接形式相固定结合,以确保金属卡箍的卡固效果;步骤e、将方钢圈40从钢丝缠绕器30上取下。
29.其中,本发明所述异型裸钢丝的异型是指其横截面非圆形的钢丝,可以包括矩形、方形、三角形、梯形和其他特殊断面形等;本发明所述的裸钢丝是指没有在钢丝表面上先行覆胶的钢丝,也就是说本发明所述方钢圈制造方法中的异型裸钢丝10无需挤出机覆胶即可缠绕成方钢圈,因此相较于现有技术而言,具有明显的降低成本的技术效果;此外本发明所述多根未包覆橡胶的异型裸钢丝10可以是两条、或者两条以上的未包覆橡胶的异型裸钢丝,具体可以根据异型裸钢丝尺寸或者所需形成胎圈的尺寸选择适合的裸钢丝数量。如图8-图10所示,本发明仅以七条和八条异型裸钢丝为例进行阐述。
30.本发明所述的由异型裸钢丝制作方钢圈的生产方法是针对由多根异型裸钢丝直接缠绕形成轮胎用的方钢圈的全新工艺,其制造方法步骤相较于现有技术而言无需先在钢丝表面通过挤出机覆胶,制造方法简单,同时因减少挤出机相关设备可降低生产成本;此外,本发明所述的由异型裸钢丝制作方钢圈的生产方法是多根异型裸钢丝同时进行缠绕,相较于现有技术单根圆形钢丝缠绕成方钢圈的效率显著提高。
31.如图4至图5所示,本发明所述的方钢圈生产方法主要使用的设备包括:多根未包覆橡胶的异型裸钢丝10、预定位装置20、钢丝缠绕器30、驱动钢丝缠绕器30旋转的驱动器34、若干金属卡箍50,具体动作如下:多根未包覆橡胶的异型裸钢丝10被同步输送至预定位装置20上,预定位装置20再将多根异型裸钢丝10按照预定的排列方式同步输送至钢丝缠绕器30的圆周表面;驱动器34驱动钢丝缠绕器30旋转以将多根异型裸钢丝10在钢丝缠绕器30的圆周表面上缠绕并形成方钢圈40;再通过若干金属卡箍50将位于钢丝缠绕器30上的方钢圈40卡固绑定;最后将具有金属卡箍的方钢圈40从钢丝缠绕器30上取下。需说明的是,所述若干金属卡箍50可以是位于钢丝缠绕器30的同一侧,在形成方钢圈40后直接通过若干金属卡箍50将位于钢丝缠绕器30上的方钢圈40卡固绑定(未图示);也可以是将所述若干金属卡箍50设置于钢丝缠绕器30相对一侧(如图4至图5所示),在形成方钢圈40后通过圆盘80旋转至相对的金属卡箍50位置后,再通过若干金属卡箍50将位于钢丝缠绕器30上的方钢圈40卡固绑定。
32.如图7a、7b、8a、8b所示,本发明所述的钢丝缠绕器30可以为圆柱形或圆台形,所述多根异型裸钢丝10按照预定的排列方式同步输送至钢丝缠绕器30的圆柱形或圆台形的圆周表面上;如图7a、8a所示,当七条长方形裸钢丝10按照并行排列方式同步输送至钢丝缠绕器30的圆柱形圆周表面上后,进行五层缠绕及金属卡箍固定后可形成平底胎圈;如图7b、8b所示,当七条长方形裸钢丝10按照错位排列方式同步输送至钢丝缠绕器30的圆台形圆周表面上后,进行五层缠绕及金属卡箍固定后可形成斜底胎圈,所述斜底胎圈的底与胎圈的轴向形成一定的倾斜角度(如图8b所示),所述倾斜角度也就是圆台的圆周表面与圆台轴线之
间的夹角角度,具体角度范围可根据实际需要进行配置。
33.如图8a、8b所示,本发明所述的预定位装置20具有接收同步输送至的多根未包覆橡胶的异型裸钢丝10,同时将多根异型裸钢丝10按照预定的排列方式同步输送至钢丝缠绕器30的圆周表面,所述预定的排列方式可以是并行排列(如图8a所示)或者是错位排列(如图8b所示)。
34.另如图9所示,可根据需要对八根横截面为方形的钢丝进行预排列,并进行四层钢丝缠绕;也可如图10 所示,可根据需要对八根横截面为梯形的钢丝进行预排列,并进行四层钢丝缠绕;具体的异型钢丝形状、根数均可以根据实际需要进行配置,在此不做穷尽举例。
35.另外,本发明还提供了一种具有方钢圈的胎圈生产方法,所述方钢圈为根据上述发明所述的方法制作而成,所述胎圈生产方法包括以下步骤:步骤 a、将方钢圈输送至浸胶工位,对所述方钢圈的表面进行浸胶处理,所述浸胶处理是将所述方钢圈的表面涂覆一层具有一定粘度的粘合物质,如可以是在胶桶内旋转方钢圈实现浸胶,或者将胶刷在方钢圈表面上; 步骤b、将浸胶后的方钢圈输送至缠绕工位,对所述方钢圈的表面进行螺旋包布,形成包布方钢圈,所述缠绕工位设置有包布机,用于将浸胶后的方钢圈表面按照螺旋式缠绕若干层包布条带;步骤c、将所述包布后的方钢圈与三角胶相结合形成胎圈。
36.通过上述制造工艺制造的具有方钢圈的胎圈,具有较高的几何稳定性、抗撕裂性能较高等优点。
37.本发明公开的由多根异型裸钢丝制作方钢圈的生产方法主要是针对异型裸钢丝缠绕形成轮胎用方钢圈的全新工艺,其制造方法步骤相较于现有技术而言无需先在钢丝表面通过挤出机覆胶,具有制造方法简单,同时可降低成本的优点;此外,本发明所述的生产方法是由多根异型裸钢丝同时进行缠绕以形成方钢圈,相较于现有技术中单根圆形钢丝缠绕的效率显著提高。
38.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1