从由热塑性材料制成的型坯开始无菌地成形容器的设备和方法与流程
1.本发明涉及一种从由热塑性材料制成的型坯开始无菌地成形容器的设备和方法。
背景技术:
2.本发明所涉及的领域是装瓶所谓的“敏感”食品,即对细菌污染和氧化特别敏感的产品,比如是等渗饮料、果汁、花蜜、不含酒精的饮料、茶、奶基饮料、咖啡基饮料等,对其而言,在整个包装阶段中防止可能的微生物污染是至关重要的。
3.根据现有技术,拉伸吹制机包括多个工作站,每个工作站均具有成形模具。除了设计变化之外,每个模具包括复制容器侧面形状的两个半模以及复制所要获得的容器底部形状的下底部。
4.将之前加热的型坯引入模具中的一个中,并借助封闭件、即“密封件(seal)”或吹嘴将口部密封,将压缩空气通过该封闭件吹入型坯本身中。
5.在成形工艺的初始步骤中,密封件将空气以中等压力(最大15-16巴)送入型坯中,同时,将拉伸杆逐渐引入型坯中,直到到达底部为止。
6.此步骤一般定义为“预吹制”。
7.在接触底部之后,拉伸杆继续其线性运动以拉伸型坯,直到基本上到达要获得的容器的期望长度为止。
8.随后,密封件以高压(约40巴)吹送空气,以使型坯膨胀,直到其贴附到于半模和底部的内壁为止。“预吹制”之后的在高压下的该吹制才是实际的“吹制”步骤。
9.同时,拉伸杆缩回,直到它离开容器为止。
10.在成形工艺结束时,容器内的空气再次被排放通过密封件。然后将密封件从容器移开。
11.在容器的无菌成形的特定领域中,ep2246176公开了一种隔离装置的使用,该隔离装置限定了与外部环境(脏)分开的受控污染环境。
12.吹制中使用的压缩空气在进入隔离装置之前经过一个或多个无菌过滤器。
13.无菌技术要求吹制空气的纯度水平高于正常在鼓风机上使用的过滤器(例如,聚结或活性炭过滤器)所保证的水平。
14.实际上,在无菌技术中,有助于成形容器的吹制空气与已经无菌的型坯接触。必须在整个吹制过程中保持这种无菌性,以便将无菌容器输送到充填机。
15.因此,适于净化吹制空气的过滤器的过滤性能水平必须确保吹制空气是无菌的。
16.通过拉伸吹制进行的成形方法意味着大量的空气消耗。为了解决这个问题,在吹制过程中使用的一部分空气、通常定义为用过的空气被回收。
17.在无菌成形的情况下,已知的是利用专用阀回收用过的吹制空气并将其发送到工厂的压缩空气管线和/或方法和/或槽罐外部的压缩系统。换句话说,在无菌的情况下,用过的空气在成形方法中未被回收。
18.在非无菌成形的情况下,存在已知的方案,其在成形方法过程中也回收用过的(非无菌)空气。例如,可以设置用过的空气回收管线,其保留在拉伸吹制机的旋转件内,并通过环形槽罐将其分配到吹制阀上。替代地或附加地,用过的空气的回收可以通过打开一个阀而通过吹制回路本身进行,从而使空气沿与其注射方向相反的方向流动。
19.这种溶液不能用于无菌成形方法中。实际上,由于它已经在容器中经过,故而由此回收的空气可能具有较高的细菌负荷,在隔离器下将其引回到受控大气环境中可能会导致交叉污染,为其带来灰尘、污垢和其他非期望物质。
技术实现要素:
20.在此背景下,本发明所基于的技术任务是提供一种用于从由热塑性材料制成的型坯开始的成形容器的成形设备和方法,以及相关的方法,其消除了上述现有技术的缺点。
21.特别地,本发明的目的是提供一种用于从由热塑性材料制成的型坯开始的成形容器的无菌设备和方法,其使用过的空气能够在该方法过程中被回收。
22.所定义的技术任务和所指定的目的基本上通过一种用于从由热塑性材料制成的型坯开始成形容器的无菌成形设备来实现,该成形设备包括:
23.至少一个成形工位,所述至少一个成形工位包括成形模具,所述成形模具限定了型坯的容纳腔和能应用于所述型坯的口部处的吹嘴;
24.用于馈送无菌压缩空气的馈送回路,所述馈送回路包括:无菌压缩空气的至少一个馈送管线,所述至少一个馈送管线通向所述吹嘴;以及用过的压缩空气的至少一个第一回收管线,所述至少一个第一回收管线与无菌压缩空气的所述至少一个馈送管线选择性地连通,
25.其特征在于,所述成形设备包括至少一个无菌过滤器,所述至少一个无菌过滤器沿所述馈送回路布置,用于馈送无菌压缩空气。
26.优选地,各种无菌过滤器沿着所述馈送回路串联布置,用于馈送压缩空气。
27.根据一个实施例,所述至少一个无菌过滤器布置在无菌压缩空气的馈送管线上。
28.用过的压缩空气的第一回收管线在无菌过滤器上游的第一预定点处连接到无菌压缩空气的馈送管线。
29.根据一个实施例,该成形设备包括:
30.-固定基部;
31.-旋转转盘,所述成形工位布置在所述旋转转盘上;
32.-至少一个旋转接头,所述至少一个旋转接头位于无菌压缩空气的所述馈送管线上。
33.旋转接头在旋转转盘与固定基部之间建立连接。无菌过滤器布置位于旋转接头的上游。
34.根据一个实施例,压缩空气的馈送回路包括最大压力为40巴的无菌压缩空气的至少一个第一馈送管线以及最大压力为15巴的无菌压缩空气的第二馈送管线。用过的压缩空气的第一回收管线连接到无菌压缩空气的第二馈送管线。
35.根据一个实施例,所述至少一个无菌过滤器布置在用过的压缩空气的第一回收管线上。用过的压缩空气的第一回收管线在无菌过滤器下游的第二预定点处连接到无菌压缩
空气的馈送管线。
36.根据一个实施例,所述成形设备包括:
37.-固定基部;
38.-旋转转盘,所述成形工位布置在所述旋转转盘上;
39.-至少一个旋转接头,所述至少一个旋转接头位于无菌压缩空气的所述馈送管线上。
40.旋转接头在旋转转盘与固定基部之间建立连接。第二预定点位于旋转接头的下游。
41.根据一个实施例,压缩空气的馈送回路包括最大压力为40巴的无菌压缩空气的至少一个第一馈送管线以及最大压力为15巴的无菌压缩空气的第二馈送管线。
42.用过的压缩空气的第一回收管线连接到无菌压缩空气的第二馈送管线。
43.根据一个实施例,无菌压缩空气的馈送回路还包括:
44.在压缩空气的第一馈送管线与第二馈送管线之间处于中间压力的压缩空气的第三馈送管线;
45.用过的压缩空气的第二回收管线与第三馈送管线选择性地连通。
46.沿着第二回收管线布置另外的无菌过滤器。
47.根据一个实施例,成形设备包括第一阀装置,该第一阀装置配置成在压缩空气的无菌馈送管线与吹嘴之间建立选择性连通。
48.根据一个实施例,成形设备还包括第二阀装置,该第二阀装置配置成在回收管线之一与对应的馈送管线之间建立选择性连通。
49.根据一个实施例,所述成形设备包括用于灭菌物质的至少一个入口。该入口与无菌压缩空气的所述至少一个馈送管线选择性地连通。
50.具体的技术任务和所指定的目的基本上通过一种用于从由热塑性材料制成的型坯开始无菌地成形容器的方法来实现,该方法包括以下步骤:
51.将无菌压缩空气注入布置在拉伸吹制成形模具中的型坯内部,以获得容器;
52.从成形的容器中排出用过的压缩空气;
53.其特征在于,所述方法包括以下步骤:
54.使从成形的容器排出的用过的压缩空气的至少一部分经过无菌过滤器,以便回收无菌空气;
55.将回收的无菌空气注入布置在另一个成形模具中的另一个型坯中。
56.根据本发明的一方面,所述无菌压缩空气的最大压力为40巴,而所述无菌回收空气的最大压力为20巴。
附图说明
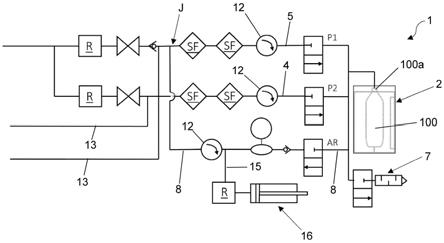
57.从对用于从由热塑性材料制成的型坯开始无菌地成形容器的成形设备和方法的优选但非排他性的实施例的示意性且因此非限制性的描述中,本发明的另外的特征和优点将更清楚地显现,如所附图中所示,其中,图1、2和3示意性地示出了根据本发明的从由热塑性材料制成的型坯开始无菌地成形容器的成形设备的无菌压缩空气回路的三个不同的实施例。
具体实施方式
58.参考附图,附图标记1表示从由热塑性材料制成的型坯开始无菌地成形容器100的成形设备的成形工位。
59.在成形工位1中,存在拉伸吹制成形模具2,型坯被容纳在该拉伸吹制成形模具2中以被成形为容器100。
60.成形模具2包括第一半模2a和第二半模2b,第一半模2a和第二半模2b可接近,以至少限定用于容纳型坯的容纳腔。
61.优选地,成形模具2还包括底部(未示出),该底部与半模2a、2b协配以形成容器100的底部。
62.在成形工位1中,存在适用于型坯的口部100a的吹嘴(未示出)。在本领域中,吹嘴也被称为“密封件”。
63.无菌压缩空气通过型坯中的吹嘴被注入。
64.在型坯成形步骤中,无菌压缩空气可以具有不同的压力,并且其由馈送回路供应。
65.特别地,在本文中描述和示出的实施例中,压缩空气可以具有:
66.-在第一“预吹制”步骤期间的15巴的最大压力;
67.-在第二“预吹制”或中压吹制步骤期间的20巴的最大压力;
68.-在“吹制”步骤期间的40巴的最大压力。
69.在这种情况下,最大压力等于40巴的压缩空气(也称为“高压空气”)来自第一馈送管线4,最大压力等于15巴(也称为“低压空气”)的压缩空气来自第二馈送管线5。
70.在图3所示的一个实施例中,有三个压缩空气馈送管线,而不是两个。特别地,最大压力等于20巴的压缩空气(也称为“中压空气”)来自第三馈送管线6。
71.型坯在压缩空气的注入期间的拉伸通过拉伸杆进行,该拉伸杆具有沿着平行于成形模具2的轴线的方向延伸的长度。优选地,拉伸杆的延伸方向与成形模具2的轴线一致。
72.拉伸杆可滑动地组装在吹嘴内,从而能够通过口部100a渗透到型坯中。
73.无菌压缩空气的馈送回路包括第一阀装置p1、p2、px,第一阀装置p1、p2、px配置成在无菌压缩空气4、5、6的两个或更多个馈送管线与吹嘴之间建立选择性连通。
74.在本文中描述和示出的实施例中,第一阀装置p1、p2、px包括用于每个馈送管线4、5、6的吹制阀p1、p2、px。每个吹制阀p1、p2、px至少可配置在以下位置中:
75.-打开位置,在打开位置中,使得无菌压缩空气能够通向吹嘴;以及
76.-关闭位置,在关闭位置中,使得无菌压缩空气通向吹嘴的通道中断。
77.优选地,至少沿着无菌压缩空气4、5的第一馈送管线和第二馈送管线布置有压力调节器r,用于将空气压缩到对应的压力(低压或高压)。
78.用过的压缩空气通过吹嘴排出。从成形的容器100排出的用过的压缩空气的至少一部分被回收,以便重新引入沿着无菌压缩空气的馈送管线之一、特别是沿着第二馈送管线5(低压)被重新引入循环。其余部分则通过用过通气阀7排放到大气中。
79.无菌压缩空气的馈送回路至少包括用过的压缩空气的第一回收管线8。第一回收管线8与无菌压缩空气的馈送管线中的至少一个、优选地与第二馈送管线5(低压)选择性地连通。
80.根据本发明的一方面,第一回收管线8与第二馈送管线5(低压)选择性地连接,以
使得具有比吹制压力更低的压力的在吹制步骤中回收的用过的压缩空气的一部分在第一“预吹制”步骤中被重新使用。
81.最初,沿着馈送回路布置至少一个无菌过滤器sf,用于馈送压缩空气。这样,可以使重新引入循环中的用过的压缩空气再次无菌。
82.在本文中,无菌过滤器是指可以去除几乎所有分散在空气中的颗粒的过滤器。
83.例如,无菌过滤器具有以下特性:
84.-其具有高保留率,即对于0.2μm颗粒大于99.99998%,而对于0.02μm颗粒则大于99.9999998%;
85.-它对病毒和噬菌体的保留率非常高,即lrv>7/cm2;
86.-其可以被灭菌,即在开始生产容器之前可以用灭菌剂(例如过氧化氢)对其进行灭菌。
87.根据本发明的一方面,各种无菌过滤器sf沿着无菌压缩空气的馈送回路以串联冗余配置布置。
88.根据一个实施例,无菌过滤器sf布置在无菌压缩空气的第二馈送管线5上,用过的压缩空气的第一回收管线8在无菌过滤器sf的上游连接到第二馈送管线5。
89.由于第一回收管线8的连接位于已经沿着第二馈送管线5存在的无菌过滤器sf的上游,因此无需添加其他过滤器。
90.例如在图1中示出了这种实施例。在该图中,可以沿着无菌压缩空气的第一馈送管线4和第二馈送管线5注意到两个无菌过滤器sf的存在。用过的压缩空气的第一回收管线8在该管线的两个无菌过滤器sf的上游连接到无菌压缩空气(低压)的第二馈送管线5。
91.以这种方式,使得用过(可能是脏的)的空气再次无菌,并且适于无菌成形,特别是用于第一“预吹制”步骤中。
92.优选地,成形设备包括辅助管线15,该辅助管线15接收从第一回收管线8回收的一部分空气,用于馈送在成形工位1中使用的气动缸16。
93.根据另一个实施例,无菌过滤器sf布置在用过的压缩空气的第一回收管线8上。例如在图2中示出了这种实施例。在该图中,可以沿着无菌压缩空气的第一馈送管线4和第二馈送管线5注意到两个无菌过滤器sf的存在。用过的压缩空气的第一回收管线8在第二馈送管线5上存在的两个无菌过滤器sf的下游连接到无菌压缩空气(低压)的第二馈送管线5。在无菌压缩空气的第二馈送管线5上示出了两个无菌过滤器sf,但是可以仅有其中之一。
94.根据另一实施例,压缩空气的馈送回路包括用过的压缩空气的第二回收管线9,该第二回收管线9与第三馈送管线6选择性地连通。
95.沿着第二回收管线9也布置无菌过滤器sf。
96.在图3中所示的该实施例中,第二回收管线9布置成回收来自吹制步骤的用过的空气,该用过的空气在第二预吹制步骤期间(在中压下)被重新使用。
97.替代地,第一回收管线8被指定为回收发送到第二馈送管线5的吹制空气,以便在第一预吹制步骤期间使用。
98.无菌压缩空气的馈送回路还包括第二阀装置ar、arx,该第二阀装置配置成在回收管线8、9之一与相应的馈送管线5、6之间建立选择性连通。
99.第二阀装置至少包括第一回收阀ar,该第一回收阀ar配置成在第一回收管线8与
第二馈送管线5(低压)之间建立选择性连通。
100.在图3的实施例中,第二阀装置还包括第二回收阀arx,该第二回收阀arx配置成在第二回收管线9与第三馈送管线6(中压)之间建立选择性连通。
101.每个回收阀ar、arx至少可以配置在以下位置中:
102.-打开位置,在打开位置中,使得用过的空气能够通向相应的馈送管线5、6;以及
103.-关闭位置,在关闭位置中,使得用过的空气通向馈送管线5、6的通道中断。
104.优选地,成形设备是旋转转盘类型的。这种成形设备包括:固定基部;旋转转盘,其上布置有各种成形工位2;以及至少旋转接头,该旋转接头将固定基部连接到旋转转盘。
105.特别地,存在旋转接头,其设有各种通道12,一个通道用于第一馈送管线4,一个通道用于第二馈送管线5,一个通道用于第三馈送管线6(如果设置的话)。
106.根据一个实施例,无菌过滤器sf布置在成形设备的静态部分(即,固定基部)上,即旋转接头的上游。
107.特别地,图1示出了在无菌过滤器sf和旋转接头上游的第一预定点j处连接到无菌压缩空气的第二馈送管线5的用过的压缩空气的第一回收管线8。
108.在图1中,沿着用过的压缩空气的第一回收管线8布置有另外的旋转接头。
109.根据另一实施例,无菌过滤器sf布置在旋转转盘上,特别是在旋转接头的下游。
110.例如,图2示出了用过的压缩空气的第一回收管线8,该用的过压缩空气的第一回收管线在旋转接头的下游的第二预定点k、恰好在第二馈送管线的通道12处连接到无菌压缩空气的第二馈送管线5。
111.在该实施例中,用过的压缩空气的第一回收管线8的长度完全在旋转转盘上。这使得成形设备在结构上得以简化,因为不需要与用于第一回收管线8的静态部件的连接。此外,这种实施例使得维护更加容易。
112.图3的实施例表示“多处”回收的示例,即在各分配管线上回收用过的吹制空气。
113.成形设备还包括用于灭菌物质的至少一个入口13。该入口13与无菌压缩空气的馈送管线4之一选择性地连通。
114.优选地,灭菌剂的入口13布置在旋转接头的上游。
115.在本文中描述和示出的实施例中,无菌压缩空气的每个馈送管线4、5、6都有灭菌剂入口13。
116.在图2-3所示的实施例中,成形设备包括沿着用过的压缩空气8的第一回收管线的用于灭菌剂的出口14。实际上,由于沿其布置了至少一个无菌过滤器sf,回收管线8的包括在无菌过滤器sf与第二预定点k之间的部分需要被灭菌。
117.成形设备还包括隔离装置(未示出),该隔离装置限定了污染受控环境,成形模具2布置在该环境内部。
118.在实践中,隔离装置通过物理隔离限定了分离于(脏的)外部环境的分离环境,其目的是限制污染物从外部环境进入。
119.下面描述用于从由热塑性材料制成的型坯开始无菌地成形容器的成形设备的操作。参考图3的多处回收,它是最完整的。
120.所考虑的条件是第一型坯容纳在成形工位2内。所考虑的条件是该第一型坯已经经历了第一“预吹制”步骤和第二“预吹制”步骤。
121.压缩空气沿第一输送管线4高压馈送。对应的吹制阀p2打开持续预定时间,以使高压无菌空气流向吹嘴。在第一型坯中注入高压无菌空气以形成容器100。在“吹制”步骤结束时,用过的空气通过吹嘴排出。从p2排放到px且有负载损失的空气被重新用于中压吹制。
122.第二回收阀arx打开持续预定的时间,并且至少一部分用过的空气流入第二回收管线9。由此回收的空气穿过沿着第二回收管线9布置的无菌过滤器sf并(无菌地)到达处于吹制步骤中的一个或多个腔的第三馈送管线6。
123.此时,对应的吹制阀px打开持续预定的时间,将处于中压的无菌空气注入被处理(以中压)进行第二“预吹制”步骤的另一型坯。在吹制循环内,在完成该步骤之后,一旦第二回收阀arx已关闭,就打开第一回收阀ar以回收较低压力的空气。这种空气现在处于低压。第一回收阀ar打开持续预定的时间,并且排出的空气的至少一部分流入第一回收管线8,进入对应的无菌过滤器sf,并且(无菌地)到达处于第一“预吹制”步骤中的一个或多个腔体的第二馈送管线5(低压)。
124.此时,空气能用于另一吹制阀p1,该吹气阀p1打开持续预定的时间,低压的无菌空气被送到被处理以进行第一“预吹制”步骤的另一型坯。未被回收的吹制空气的一部分由吹嘴排出,然后通过通气阀7排到大气中。
125.要指出的是,图3的实施例需要执行第二馈送管线5和第一回收管线8的分支的灭菌步骤。
126.尤其是,排出并回收的空气没有积累就被送到馈送管线5、6。换句话说,排出和回收的空气在同一吹制循环中使用,而无需在诸如槽罐之类的积累系统中等待。
127.通过以上描述,根据本发明的用于从由热塑性材料制成的型坯开始无菌地成形容器的设备和方法的特征将变得清楚,其相应优点也将变得清楚。
128.特别地,由于沿着待注射到型坯中的无菌压缩空气的回路设置了至少一个无菌过滤器,因此有可能利用一部分用过的空气。
129.以此方式,同样是在无菌成形中,不仅可为了系统的其他功能还可直接为了预吹制回收一部分用过的空气。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1