一种塑料管件三通接头注塑成型加工系统的制作方法
1.本发明涉及塑料管件加工技术领域,特别涉及一种塑料管件三通接头注塑成型加工系统。
背景技术:
2.三通接头的塑料管件通常是指塑料三通管,塑料三通管的工作方式有两种,一个进口,两个出口;或两个进口,一个出口,塑料三通管广泛用于输送液体、气体的管网中,塑料三通管按形状可分丁字型、人字型,日常中,丁字型塑料三通管较为广泛使用;塑料三通管通常经过挤塑机挤塑至模具内进行成型。
3.目前,现有的设备在针对塑料三通管进行注塑时,通常存在以下不足:1、现有的设备不能在注塑前对设备进行预热,塑料在注塑时易出现提前凝固的现象,降低了三通管成型的成功率,并且,在注塑结束后,不能对塑料进行快速冷却,降低了三通管的成型效率;2、现有的设备在注塑时不能确保塑料分布的均匀性,成型的三通管易出现管壁厚度不均匀的现象,从而降低了三通管成型的效果。
技术实现要素:
4.(一)要解决的技术问题
5.本发明可以解决现有的设备在针对塑料三通管进行注塑时,不能在注塑前对设备进行预热,塑料在注塑时易出现提前凝固的现象,降低了三通管成型的成功率,并且,在注塑结束后,不能对塑料进行快速冷却,降低了三通管的成型效率,同时,在注塑时不能确保塑料分布的均匀性,成型的三通管易出现管壁厚度不均匀的现象,从而降低了三通管成型的效果等难题。
6.(二)技术方案
7.为了实现上述目的,本发明采用以下技术方案,一种塑料管件三通接头注塑成型加工系统,包括底板、合抱装置、塑型装置、限位装置和出气装置,所述的底板上端安装有合抱装置,合抱装置上端靠近前侧固定连接有塑型装置,合抱装置上端靠近后侧固定连接有限位装置,底板上端中部固定连接有出气装置。
8.所述的塑型装置包括进给推杆、转动杆、显示机构、塑型柱、滑动环、顶起机构、滑动机构、卡紧框和卡接机构,所述进给推杆通过推杆座与合抱装置固定连接,进给推杆后端通过轴承连接有转动杆,转动杆外表面安装有显示机构,显示机构后端安装有塑型柱,塑型柱外表面滑动连接有滑动环,塑型柱内部设置有圆柱空腔,圆柱空腔腔壁均匀设置有多个滑动孔,滑动孔内部滑动连接有顶起机构,顶起机构与圆柱空腔腔壁固定连接,每两个顶起机构之间设置有滑动机构,滑动机构与塑型柱滑动配合,显示机构前端中部安装有卡紧框,卡紧框内部均匀设置有多个卡接机构,卡接机构与转动杆固定连接,具体工作时,首先,通过人工的方式将限位装置合拢,之后,人工启动进给推杆,进给推杆通过显示机构带动塑型柱与限位装置配合,人工旋转转动杆,转动杆带动顶起机构与塑型柱配合,人工启动出气装
置,出气装置将热气注入圆柱空腔内,对塑型柱进行预热,避免塑料在注塑时出现提前凝固的现象,避免三通管成型不完全,最后,合抱装置进行合拢,人工通过挤塑机将塑料挤入合抱装置与塑型装置和限位装置之间的空间内,从而进行三通管成型,滑动环在塑料注入后,逐渐进行移动,从而确保塑料注入的均匀性,避免三通管出现厚度不均匀的现象,人工改变出气装置,出气装置将冷气注入圆柱空腔和限位装置内,从而对塑料进行冷却,提高了三通管成型的效率,人工旋转转动杆,转动杆带动顶起机构移出滑动孔,转动杆继续带动滑动机构进行转动,从而解除对三通管的连接,便于塑型柱与三通管的分离,提高了三通管取出的效率。
9.所述的限位装置包括双向推杆、旋转杆、凸显机构、成型柱、圆环、顶升机构、转动机构、限位框和限位机构,所述双向推杆通过安装座与合抱装置固定连接,双向推杆两端左右对称安装有连接板,连接板内端通过轴承连接有旋转杆,旋转杆外表面安装有凸显机构,凸显机构与连接板之间安装有连杆,凸显机构结构与显示机构结构一致,凸显机构内端安装有成型柱,成型柱外表面滑动连接有圆环,圆环结构与滑动环结构一致,成型柱内部设置有柱形空腔,柱形空腔腔壁均匀设置有多个滑孔,滑孔内部滑动连接有顶升机构,顶升机构结构与顶起机构结构一致,顶升机构与柱形空腔腔壁固定连接,每两个顶升机构之间设置有转动机构,转动机构结构与滑动机构结构一致,转动机构与成型柱滑动配合,凸显机构外端中部安装有限位框,限位框内部均匀设置有多个限位机构,限位机构与旋转杆固定连接,限位机构结构与卡接机构结构一致,具体工作时,首先,通过人工的方式启动双向推杆,双向推杆通过旋转杆带动凸显机构合拢,从而带动成型柱进行合拢,之后,人工启动进给推杆,进给推杆通过显示机构带动塑型柱与成型柱配合,人工旋转旋转杆,旋转杆带动顶升机构与成型柱配合,人工启动出气装置,出气装置将热气注入成型柱内,避免塑料在注塑时出现提前凝固的现象,避免三通管成型不完全,最后,合抱装置进行合拢,人工通过挤塑机将塑料挤入合抱装置与塑型柱和成型柱之间,圆环在塑料注入后,逐渐进行移动,从而确保塑料注入的均匀性,避免三通管出现厚度不均匀的现象,人工改变出气装置,出气装置将冷气注入圆柱空腔和成型柱内,从而对塑料进行冷却,提高了三通管成型的效率,人工旋转旋转杆,旋转杆带动顶升机构与成型柱分离,旋转杆继续带动转动机构进行转动,从而解除对三通管的连接,便于成型柱与三通管的分离。
10.作为本发明的一种优选技术方案,所述的合抱装置包括支撑台、下模框、上模框和合拢推杆,所述底板上端安装有支撑台,支撑台上端安装有下模框,下模框上方设置有上模框,上模框通过辅助板安装有合拢推杆,合拢推杆与底板固定连接,上模框上端设置有注塑孔,具体工作时,首先,通过人工的方式将塑型柱与成型柱配合,之后,人工启动合拢推杆,合拢推杆带动上模框与下模框配合,人工通过注塑机将塑料挤入合拢的下模框、上模框与塑型柱和成型柱之间,最后,人工将塑型柱与成型柱分离,人工启动合拢推杆,合拢推杆带动上模框与下模框分离,人工将三通管取出。
11.作为本发明的一种优选技术方案,所述的出气装置包括气泵和加热块,所述气泵与底板固定连接,气泵通过连接管连接有加热块,加热块通过连接软管分别与显示机构和凸显机构连通,具体工作时,在注塑前,人工启动加热块,气泵将冷气穿过加热块,通过连接软管注入塑型柱和成型柱内,从而对塑型柱和成型柱进行预热,避免塑料在注塑时出现提前凝固的现象,确保了三通管成型的成功率,在注塑后,人工关闭加热块,冷风通过连接软
管注入塑型柱和成型柱内,从而对三通管进行冷却成型,提高了三通管成型的效率。
12.作为本发明的一种优选技术方案,所述的显示机构包括圆板、推挤块和气囊,所述圆板与转动杆固定连接,圆板中部设置有多个弧形通孔,圆板内部靠近外侧均匀设置有多个圆孔,圆孔内部滑动连接有推挤块,推挤块前端安装有气囊,圆板上对称设置有流动孔,流动孔与圆柱空腔连通,下侧流动孔与连接软管连通,具体工作时,人工启动进给推杆,进给推杆带动圆板移动至下模框处,弧形通孔起到落灰的功能,推挤块在注塑时起到观察注塑是否完成的功能,当注塑完成时,推挤块对气囊进行挤压,从而便于观察注塑情况。
13.作为本发明的一种优选技术方案,所述的顶起机构包括限位架、顶起柱、弧形块和顶起弹簧,所述限位架与圆柱空腔腔壁固定连接,限位架中部滑动连接有顶起柱,顶起柱远离转动杆的一端安装有弧形块,弧形块与滑动孔滑动连接,顶起柱远离限位架的一端安装有滑动头,滑动头与限位架之间固定连接有顶起弹簧,具体工作时,在注塑前,人工旋转转动杆,转动杆通过顶起柱带动弧形块与滑动孔配合形成圆柱,从而便于三通管的成型,在注塑成型后,人工旋转转动杆,转动杆带动顶起柱复位,顶起柱带动弧形块复位,便于塑型柱与三通管的分离。
14.作为本发明的一种优选技术方案,所述的滑动机构包括旋转环、连接杆、弧形板和限位弹簧,所述旋转环与转动杆转动连接,旋转环内部均匀安装有多个三角齿,旋转环外表面均匀安装有多个连接杆,连接杆与塑型柱滑动配合,连接杆外端安装有弧形板,弧形板与塑型柱滑动配合,连接杆与塑型柱之间固定连接有限位弹簧,具体工作时,在注塑结束后,人工转动转动杆,转动杆通过旋转环带动连接杆转动,连接杆带动弧形板进行旋转,从而解除与三通管的粘连,便于三通管与塑型柱的分离,之后,转动杆复位,限位弹簧通过连接杆带动弧形板进行复位。
15.作为本发明的一种优选技术方案,所述的卡接机构包括卡接杆和卡接弹簧,所述卡接杆与转动杆滑动配合,卡接杆与转动杆之间固定连接有卡接弹簧,卡接杆与卡紧框卡接配合,具体工作时,人工转动转动杆,转动杆带动卡接杆进行旋转,卡接杆通过卡接弹簧与卡紧框配合,从而对卡接杆进行限位。
16.作为本发明的一种优选技术方案,所述的转动杆外表面安装有环形波浪凸起,环形波浪凸起前侧均匀设置有旋转齿,旋转齿与三角齿滑动配合,转动杆结构与旋转杆结构一致,转动杆前端一体成型有把手,转动杆与塑型柱转动配合,具体工作时,手动转动转动杆,转动杆通过环形波浪凸起带动顶起柱进行移动,转动杆通过旋转齿与三角齿配合,实现带动旋转环进行转动的功能。
17.作为本发明的一种优选技术方案,所述的滑动环前端设置有环形开口,环形开口安装有清理刷,具体工作时,在注塑前,人工将滑动环移动至塑型柱后端,在注塑时,滑动环移动带动清理刷对塑型柱表面进行清理,从而避免对三通管成型造成影响,提高了三通管成型的效果。
18.作为本发明的一种优选技术方案,所述的成型柱内端设置有半圆槽,半圆槽与塑型柱滑动配合,具体工作时,半圆槽与塑型柱配合,实现三通管成型的功能,便于注塑机将塑料注塑成三通管的形状。
19.(三)有益效果
20.1.本发明提供的塑料管件三通接头注塑成型加工系统,所采用的塑型装置和限位
装置可以在三通管成型后进行逐步分离,避免设备与三通管分离时对三通管造成影响,确保了三通管的完整性;
21.2.本发明提供的塑料管件三通接头注塑成型加工系统,所采用的出气装置与塑型装置和限位装置配合,可以对设备进行预热,避免塑料在注塑时出现提前凝固的现象,确保了三通管成型的成功率,并且,在注塑结束后,能对塑料进行快速冷却,提高了三通管的成型效率;
22.3.本发明提供的塑料管件三通接头注塑成型加工系统,所采用的塑型装置和限位装置可以在注塑时确保塑料分布的均匀性,避免成型的三通管出现厚度不均匀的现象,提高了三通管成型的效果;
23.4.本发明提供的塑料管件三通接头注塑成型加工系统,所采用的塑型装置和限位装置在注塑时可以对设备表面进行清理,避免设备上的灰尘对注塑造成影响。
附图说明
24.下面结合附图和实施例对本发明进一步说明。
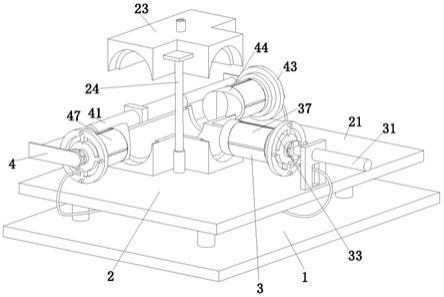
25.图1是本发明的立体结构示意图(从左往右看);
26.图2是本发明的立体结构示意图(从右往左看);
27.图3是本发明的立体结构示意图(从后往前看);
28.图4是本发明的主视图;
29.图5是本发明的左视图;
30.图6是本发明图4中a
‑
a的剖视图;
31.图7是本发明图5中b
‑
b的剖视图;
32.图8是本发明图5中c
‑
c的剖视图;
33.图9是本发明图6中n向的放大图;
34.图10是本发明图8中x向的放大图;
35.图11是本发明图6中d向的放大图。
具体实施方式
36.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
37.如图1至图11所示,一种塑料管件三通接头注塑成型加工系统,包括底板1、合抱装置2、塑型装置3、限位装置4和出气装置5,所述的底板1上端安装有合抱装置2,合抱装置2上端靠近前侧固定连接有塑型装置3,合抱装置2上端靠近后侧固定连接有限位装置4,底板1上端中部固定连接有出气装置5。
38.所述的合抱装置2包括支撑台21、下模框22、上模框23和合拢推杆24,所述底板1上端安装有支撑台21,支撑台21上端安装有下模框22,下模框22上方设置有上模框23,上模框23通过辅助板安装有合拢推杆24,合拢推杆24与底板1固定连接,上模框23上端设置有注塑孔,具体工作时,首先,通过人工的方式将塑型柱34与成型柱44配合,之后,人工启动合拢推杆24,合拢推杆24带动上模框23与下模框22配合,人工通过注塑机将塑料挤入合拢的下模框22、上模框23与塑型柱34和成型柱44之间,最后,人工将塑型柱34与成型柱44分离,人工
启动合拢推杆24,合拢推杆24带动上模框23与下模框22分离,人工将三通管取出。
39.所述的塑型装置3包括进给推杆31、转动杆32、显示机构33、塑型柱34、滑动环35、顶起机构36、滑动机构37、卡紧框38和卡接机构39,所述进给推杆31通过推杆座与合抱装置2固定连接,进给推杆31后端通过轴承连接有转动杆32,转动杆32外表面安装有显示机构33,显示机构33后端安装有塑型柱34,塑型柱34外表面滑动连接有滑动环35,塑型柱34内部设置有圆柱空腔,圆柱空腔腔壁均匀设置有多个滑动孔,滑动孔内部滑动连接有顶起机构36,顶起机构36与圆柱空腔腔壁固定连接,每两个顶起机构36之间设置有滑动机构37,滑动机构37与塑型柱34滑动配合,显示机构33前端中部安装有卡紧框38,卡紧框38内部均匀设置有多个卡接机构39,卡接机构39与转动杆32固定连接,具体工作时,首先,通过人工的方式将限位装置4合拢,之后,人工启动进给推杆31,进给推杆31通过显示机构33带动塑型柱34与限位装置4配合,人工旋转转动杆32,转动杆32带动顶起机构36与塑型柱34配合,人工启动出气装置5,出气装置5将热气注入圆柱空腔内,对塑型柱34进行预热,避免塑料在注塑时出现提前凝固的现象,避免三通管成型不完全,最后,合抱装置2进行合拢,人工通过挤塑机将塑料挤入合抱装置2与塑型装置3和限位装置4之间的空间内,从而进行三通管成型,滑动环35在塑料注入后,逐渐进行移动,从而确保塑料注入的均匀性,避免三通管出现厚度不均匀的现象,人工改变出气装置5,出气装置5将冷气注入圆柱空腔和限位装置4内,从而对塑料进行冷却,提高了三通管成型的效率,人工旋转转动杆32,转动杆32带动顶起机构36移出滑动孔,转动杆32继续带动滑动机构37进行转动,从而解除对三通管的连接,便于塑型柱34与三通管的分离,提高了三通管取出的效率。
40.所述的转动杆32外表面安装有环形波浪凸起,环形波浪凸起前侧均匀设置有旋转齿,旋转齿与三角齿滑动配合,转动杆32结构与旋转杆42结构一致,转动杆32前端一体成型有把手,转动杆32与塑型柱34转动配合,具体工作时,手动转动转动杆32,转动杆32通过环形波浪凸起带动顶起柱362进行移动,转动杆32通过旋转齿与三角齿配合,实现带动旋转环371进行转动的功能。
41.所述的显示机构33包括圆板331、推挤块332和气囊333,所述圆板331与转动杆32固定连接,圆板331中部设置有多个弧形通孔,圆板331内部靠近外侧均匀设置有多个圆孔,圆孔内部滑动连接有推挤块332,推挤块332前端安装有气囊333,圆板331上对称设置有流动孔,流动孔与圆柱空腔连通,下侧流动孔与连接软管连通,具体工作时,人工启动进给推杆31,进给推杆31带动圆板331移动至下模框22处,弧形通孔起到落灰的功能,推挤块332在注塑时起到观察注塑是否完成的功能,当注塑完成时,推挤块332对气囊333进行挤压,从而便于观察注塑情况。
42.所述的滑动环35前端设置有环形开口,环形开口安装有清理刷,具体工作时,在注塑前,人工将滑动环35移动至塑型柱34后端,在注塑时,滑动环35移动带动清理刷对塑型柱34表面进行清理,从而避免对三通管成型造成影响,提高了三通管成型的效果。
43.所述的顶起机构36包括限位架361、顶起柱362、弧形块363和顶起弹簧364,所述限位架361与圆柱空腔腔壁固定连接,限位架361中部滑动连接有顶起柱362,顶起柱362远离转动杆32的一端安装有弧形块363,弧形块363与滑动孔滑动连接,顶起柱362远离限位架361的一端安装有滑动头,滑动头与限位架361之间固定连接有顶起弹簧364,具体工作时,在注塑前,人工旋转转动杆32,转动杆32通过顶起柱362带动弧形块363与滑动孔配合形成
圆柱,从而便于三通管的成型,在注塑成型后,人工旋转转动杆32,转动杆32带动顶起柱362复位,顶起柱362带动弧形块363复位,便于塑型柱34与三通管的分离。
44.所述的滑动机构37包括旋转环371、连接杆372、弧形板373和限位弹簧374,所述旋转环371与转动杆32转动连接,旋转环371内部均匀安装有多个三角齿,旋转环371外表面均匀安装有多个连接杆372,连接杆372与塑型柱34滑动配合,连接杆372外端安装有弧形板373,弧形板373与塑型柱34滑动配合,连接杆372与塑型柱34之间固定连接有限位弹簧374,具体工作时,在注塑结束后,人工转动转动杆32,转动杆32通过旋转环371带动连接杆372转动,连接杆372带动弧形板373进行旋转,从而解除与三通管的粘连,便于三通管与塑型柱34的分离,之后,转动杆32复位,限位弹簧374通过连接杆372带动弧形板373进行复位。
45.所述的卡接机构39包括卡接杆391和卡接弹簧392,所述卡接杆391与转动杆32滑动配合,卡接杆391与转动杆32之间固定连接有卡接弹簧392,卡接杆391与卡紧框38卡接配合,具体工作时,人工转动转动杆32,转动杆32带动卡接杆391进行旋转,卡接杆391通过卡接弹簧392与卡紧框38配合,从而对卡接杆391进行限位。
46.所述的限位装置4包括双向推杆41、旋转杆42、凸显机构43、成型柱44、圆环45、顶升机构46、转动机构47、限位框48和限位机构49,所述双向推杆41通过安装座与合抱装置2固定连接,双向推杆41两端左右对称安装有连接板,连接板内端通过轴承连接有旋转杆42,旋转杆42外表面安装有凸显机构43,凸显机构43与连接板之间安装有连杆,凸显机构43结构与显示机构33结构一致,凸显机构43内端安装有成型柱44,成型柱44外表面滑动连接有圆环45,圆环45结构与滑动环35结构一致,成型柱44内部设置有柱形空腔,柱形空腔腔壁均匀设置有多个滑孔,滑孔内部滑动连接有顶升机构46,顶升机构46结构与顶起机构36结构一致,顶升机构46与柱形空腔腔壁固定连接,每两个顶升机构46之间设置有转动机构47,转动机构47结构与滑动机构37结构一致,转动机构47与成型柱44滑动配合,凸显机构43外端中部安装有限位框48,限位框48内部均匀设置有多个限位机构49,限位机构49与旋转杆42固定连接,限位机构49结构与卡接机构39结构一致,具体工作时,首先,通过人工的方式启动双向推杆41,双向推杆41通过旋转杆42带动凸显机构43合拢,从而带动成型柱44进行合拢,之后,人工启动进给推杆31,进给推杆31通过显示机构33带动塑型柱34与成型柱44配合,人工旋转旋转杆42,旋转杆42带动顶升机构46与成型柱44配合,人工启动出气装置5,出气装置5将热气注入成型柱44内,避免塑料在注塑时出现提前凝固的现象,避免三通管成型不完全,最后,合抱装置2进行合拢,人工通过挤塑机将塑料挤入合抱装置2与塑型柱34和成型柱44之间,圆环45在塑料注入后,逐渐进行移动,从而确保塑料注入的均匀性,避免三通管出现厚度不均匀的现象,人工改变出气装置5,出气装置5将冷气注入圆柱空腔和成型柱44内,从而对塑料进行冷却,提高了三通管成型的效率,人工旋转旋转杆42,旋转杆42带动顶升机构46与成型柱44分离,旋转杆42继续带动转动机构47进行转动,从而解除对三通管的连接,便于成型柱44与三通管的分离。
47.所述的成型柱44内端设置有半圆槽,半圆槽与塑型柱34滑动配合,具体工作时,半圆槽与塑型柱34配合,实现三通管成型的功能,便于注塑机将塑料注塑成三通管的形状。
48.所述的出气装置5包括气泵51和加热块52,所述气泵51与底板1固定连接,气泵51通过连接管连接有加热块52,加热块52通过连接软管分别与显示机构33和凸显机构43连通,具体工作时,在注塑前,人工启动加热块52,气泵51将冷气穿过加热块52,通过连接软管
注入塑型柱34和成型柱44内,从而对塑型柱34和成型柱44进行预热,避免塑料在注塑时出现提前凝固的现象,确保了三通管成型的成功率,在注塑后,人工关闭加热块52,冷风通过连接软管注入塑型柱34和成型柱44内,从而对三通管进行冷却成型,提高了三通管成型的效率。
49.注塑时:s1:首先,人工启动双向推杆41,双向推杆41通过旋转杆42带动凸显机构43合拢,从而带动成型柱44进行合拢,之后,人工启动进给推杆31,进给推杆31通过显示机构33带动塑型柱34与成型柱44进行配合,最后,人工启动合拢推杆24,合拢推杆24带动上模框23与下模框22配合;
50.s2:人工启动加热块52和气泵51,气泵51将冷气穿过加热块52并通过连接软管注入塑型柱34和成型柱44内,之后,注塑机将塑料挤入合拢的下模框22、上模框23与塑型柱34和成型柱44之间;
51.s3:人工关闭加热块52,气泵51将冷气通过连接软管注入塑型柱34和成型柱44内,便于塑料的快速冷却,之后,人工转动转动杆32,转动杆32带动顶起机构36移出滑动孔,转动杆32继续带动滑动机构37进行转动;
52.s4:人工转动旋转杆42,旋转杆42带动顶升机构46与成型柱44分离,旋转杆42继续带动转动机构47进行转动;
53.s5:首先,进给推杆31通过显示机构33带动塑型柱34复位,之后,双向推杆41通过旋转杆42带动凸显机构43分离,从而带动成型柱44进行复位,最后,合拢推杆24对上模框23进行顶升,从而将三通管取出,注塑完成。
54.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1