熔融树脂的注射方法和注射装置、以及使用该注射装置的注射拉伸吹塑成型机与流程
1.本发明涉及一种熔融树脂的注射方法和注射装置、以及具备该注射装置并成型中空体的注射拉伸吹塑成型机。
背景技术:
2.以往,在制造pet瓶等合成树脂制中空体的设备中,有一种以热型坯方式使预塑坯形成为中空体的注射拉伸吹塑成型机。该注射拉伸吹塑成型机以在平面上画圆的方式等间隔地依次配置有注射成型部、吹塑成型部以及取出部,其中,该注射成型部通过注射成型模使预塑坯成型,该吹塑成型部将上述预塑坯配置于吹塑成型模,进行拉伸并进行吹塑(吹入压缩空气)而形成中空体,该取出部将上述中空体向成型机外送出。
3.在注射拉伸吹塑成型机中,依次连续进行注射成型工序、吹塑成型工序和取出工序。并且,将上述注射成型工序、吹塑成型工序和取出工序连续的周期作为中空体的成型周期,每次重复中空体的成型周期时从取出部送出中空体。
4.注射成型工序是如下这样的工序,即:将由树脂材料熔融而成的熔融树脂,从注射装置注射到注射成型部的注射成型模中,使预塑坯成为高温而成型为能够进行拉伸和吹塑的状态。
5.在吹塑成型工序中,利用唇模将通过注射成型部成型的预塑坯移送到吹塑成型部,且配置于吹塑成型模。然后,针对预塑坯利用拉伸杆使预塑坯沿长度方向拉伸。此外,将来自吹入设备的压缩空气(吹塑空气)吹入预塑坯,使其膨胀并成为中空体。
6.在取出工序中,利用唇模将通过吹塑成型部形成的中空体移送到取出部。通过在唇模移动到取出部时,打开唇模并使中空体落下等,从而如上所述将中空体向成型机外送出。
7.在取出工序结束后,唇模向注射成型部移动,并装配于注射成型模。然后,通过注射上述熔融树脂,从而再次成型预塑坯,并且唇模成为对预塑坯的口部进行保持的状态,一边支撑预塑坯、中空体,一边向之后的吹塑成型部、取出部进行移送。
8.此外,在注射拉伸吹塑成型机中,将唇模以与注射成型部、吹塑成型部和取出部对应的方式在一个旋转板上配置于三处。进行了如下设定,即:旋转板通过进行规定角度的旋转(120度的旋转)、停止和升降,从而使每个唇模依次在注射成型部、吹塑成型部和取出部各处移动,并再次返回到注射成型部,之后重复进行相同的动作。
9.注射拉伸吹塑成型机的注射装置是对从进料斗供给的片状的树脂材料进行增塑混炼并注射熔融树脂的装置。并且,使用了同轴螺杆(inline screw)式的注射装置,其是通过将螺杆可旋转地并且可进退地配置于机筒的缸体中而构成的。
10.同轴螺杆式的注射装置通过螺杆的动作依次进行注射、保压和计量,并将注射、保压和计量作为一个注射周期,在每一个注射周期向注射成型模注射熔融树脂。并且设定为,将注射装置的一个注射周期的动作限制在与注射拉伸吹塑成型机的中空体的成型周期的
上述注射成型工序对应的时间内。
11.同轴螺杆式的注射装置并不限于与上述注射拉伸吹塑成型机的注射成型模连接的装置。较多地用作通过模具精加工为成型品的最终形态的成型机的注射装置。另外,针对同轴螺杆式的注射装置提出了各种方案。在专利文献1中示出了一种方案。
12.在专利文献1中,将配置于机筒的缸体中的螺杆分为供给部、压缩部和计量部进行了说明。示出了如下内容:从进料斗供给的树脂材料在供给部成为不连续的状态,并且树脂材料以该不连续的状态向压缩部送出,经增塑的熔融树脂的树脂温度大幅变化。此外,产生如下问题:因树脂温度大幅变化而使增塑能力降低,生产效率无法提高。
13.为了解决上述问题,在专利文献1中示出了如下内容:从注射开始时起使螺杆旋转并前进,使得在该前进时的旋转中,避免在供给部产生树脂材料的不足状态。
14.此外,示出了如下内容:在注射时使螺杆不旋转地前进,并在保压结束前使螺杆一边旋转一边后退。并且,示出了如下内容:通过此时的旋转,将稀疏地存在于供给部的树脂材料向前方送出,使供给部成为饱和状态。现有技术文献专利文献
15.专利文献1:日本专利公开平成09
‑
109200号公报
技术实现要素:
(一)要解决的技术问题
16.如上所述,就装配于注射拉伸吹塑成型机的注射装置而言,从进料斗向配置有螺杆的缸体供给树脂材料,通过螺杆的旋转和后退来进行树脂材料的增塑混炼和计量。并且,通过螺杆的前进,将熔融树脂注射填充到注射成型模中并注满,由此停止螺杆的前进,并在该状态下进行保压。
17.此外,近年来在注射拉伸吹塑成型机中,尝试通过在注射成型部中尽早使预塑坯脱模,由此来缩短注射成型工序、吹塑成型工序和取出工序所需的时间,提高中空体的生产效率。
18.但是,即使能够从熔融树脂的注射起尽早使上述预塑坯脱模,也难以缩短注射成型部的注射成型工序的时间。以下对此进行说明。
19.注射成型部的注射成型工序的时间为以下(1)~(3)的合计(注射时间+冷却时间+干循环),(1)向注射成型模注射并填充熔融树脂的注射时间(填充时间+保压时间);(2)在熔融树脂的注射填充结束后,进行冷却而使熔融树脂的温度降低至能够使预塑坯脱模为止的冷却时间;(3)开模、旋转、闭模的注射成型部的机构进行动作的干循环。
20.另一方面,就向注射成型部送入熔融树脂的注射装置而言,在与注射成型工序对应的时间内进行如下动作:(a)螺杆从注射开始位置前进而将熔融树脂向注射成型模注射并填充;(b)当注射填充了所需量的熔融树脂时,螺杆到达切断位置,停止螺杆的前进动作,并进行保压;
(c)保压后,进行树脂材料的增塑并进行计量(螺杆一边旋转一边后退,将所需量的熔融树脂向螺杆的前方送出)。
21.在使注射成型的预塑坯尽早脱模的情况下,(1)的注射时间与(2)的冷却时间的合计时间变短。并且,如上所述,注射成型工序的一个周期为:“注射时间(=填充时间+保压时间)”+“冷却时间”+“干循环”,因此,如果(1)的注射时间和(2)的冷却时间的合计时间缩短,则能够缩短注射成型工序的一个周期的时间。
22.另一方面,以往的注射装置的计量是在由注射成型部中的冷却和干循环所确保的时间内进行。但是,若注射成型工序的时间变短,则无法将从注射装置中的熔融树脂的注射开始到计量结束为止、即“填充”+“保压”+“计量”的注射周期的一个周期所需的时间限制在注射成型工序的一个周期的时间内(在该注射装置中,在填充熔融树脂时的动作以及进行保压时的动作中,螺杆不旋转)。
23.为了避免上述不良情况,例如设定为在干循环中产生一部分延迟(例如,在计时器中加入喷嘴前进开始,以包含与喷嘴接触动作相当的时间),将注射装置的动作限制在与注射成型工序对应的时间内。因此,无法充分地发挥使预塑坯尽早脱模的优点。
24.此外,作为其他对策,考虑提高单位时间内的螺杆转数。但是,树脂材料从螺杆的供给部向螺杆的前方侧移动的时间会缩短,难以使通过安装在机筒上的加热器进行的加热作用于树脂材料,无法充分地熔融。其结果为,存在发生熔融不良并导致熔融树脂的熔融状态不均匀的问题。作为另一对策,可以通过提高机筒温度设定的方法来进行改善,但是又会导致树脂温度过高的问题。由此,预塑坯温度与树脂温度设定提高的程度相应地变为高温,因此会导致使预塑坯冷却的注射冷却时间与初始设定相比变长且周期变长。因此,本发明人进行了深入研究,以不提高设定温度的方法来提供有效的对策。
25.因此,针对上述情况,本发明的目的在于,在向注射拉伸吹塑成型机的注射成型部送入熔融树脂的注射装置中,在注射开始时同时开始下一次注射的树脂的增塑混炼,并能够尽早结束计量,且不使干循环产生延迟。其结果为,本发明的目的在于,缩短注射拉伸吹塑成型机的中空体的成型周期。(二)技术方案
26.本发明考虑了上述问题而做出,提供一种熔融树脂的注射方法,其是通过进行填充、保压和计量的同轴螺杆式的注射装置来注射熔融树脂的方法,其特征在于,具备注射周期,在该注射周期中,在处于注射开始位置的螺杆一边旋转一边前进并进行了填充之后,从所述填充起继续一边使螺杆旋转一边依次进行保压和计量,在每一个注射周期的所述填充的开始时,开始进行生成在下一个注射周期中注射的量的熔融树脂的增塑混炼,在填充过程中,使在所述下一个注射周期中注射的、经增塑混炼的熔融树脂不向螺杆前方送出。
27.并且,在上述发明中,可以是,填充、保压和计量的在单位时间内的螺杆转数可变。
28.此外,另一个发明提供一种熔融树脂的注射装置,其是进行填充、保压和计量的同轴螺杆式的注射装置,其特征在于,
具备注射周期,在该注射周期中,在处于注射开始位置的螺杆一边旋转一边前进并进行了填充之后,从所述填充起继续一边使螺杆旋转一边依次进行保压和计量,在每一个注射周期的所述填充的开始时,开始进行生成在下一个注射周期中注射的量的熔融树脂的增塑混炼,在填充过程中,使在所述下一个注射周期中注射的、经增塑混炼的熔融树脂不向螺杆前方送出。
29.并且,在上述发明中,可以是,填充、保压和计量的在单位时间内的螺杆转数可变。
30.此外,另一个发明提供一种注射拉伸吹塑成型机,其具有:注射成型部,使预塑坯成型;吹塑成型部,对成型的所述预塑坯进行拉伸并进行吹塑而形成中空体;以及取出部,将通过吹塑成型部形成的所述中空体向成型机外送出,其特征在于,注射成型部具有:注射成型模、和向该注射成型模注射熔融树脂的上述注射装置。
31.并且,在上述发明中,优选为,注射成型部同时开始进行:成型周期中的注射成型工序中的注射、以及生成在下一个成型周期中的注射成型工序中注射的熔融树脂的动作。(三)有益效果
32.根据本发明,后退到注射开始位置的螺杆一边旋转一边前进来进行熔融树脂的注射。并且,当旋转的螺杆到达切断位置而填充完所需量的熔融树脂时,不停止旋转,接续上述填充,使螺杆旋转并进行保压(施加压力,以避免注射到模具中的熔融树脂通过浇口倒流,并抑制缩痕的产生)。当保压结束时,不停止旋转,接续上述保压,使螺杆旋转并进行计量(通过使螺杆旋转并后退,从而将所需量的熔融树脂向螺杆的前方送出)。
33.这样,处于注射开始位置的螺杆一边旋转一边前进,因此在开始注射的同时进行螺杆的旋转。
34.并且,由于在开始注射的同时螺杆进行旋转,因此从开始注射的时刻起,进行生成下一次注射量的熔融树脂的增塑混炼。因此,能够尽早开始生成下一次注射量(与下一个注射周期的注射对应的量)的熔融树脂。
35.并且,与从在注射装置中开始保压起使螺杆旋转并开始进行下一次注射量的增塑混炼的情况相比,并且与以往那样从保压结束而使螺杆后退并开始计量起开始进行下一次注射量的增塑混炼的情况相比,能够尽早完成下一次注射量的熔融树脂的生成。
36.因此,能够使由填充、保压和计量构成的、注射装置的注射周期的一个周期的时间(生成下一次注射量的熔融树脂的时间)尽早结束,并且也能够与现有方法相比延长。
37.此外,根据本发明,通过连续地使螺杆进行旋转,能够不断地持续提供剪切热,并且通过以与填充时、保压时和计量时相应的转数进行旋转,从而能够更好地持续提供剪切热,并且可将到目前为止螺杆不旋转的时间作为重叠时间用于旋转时间,因此能够在相同的周期内延长增塑混炼时间。由此,能够制作促进了低温混炼分配的(均匀的无温度斑的)树脂。
38.此外,根据本发明,注射装置使后退到注射开始位置的螺杆一边旋转一边前进来进行熔融树脂的注射。并且,当旋转的螺杆到达切断位置而填充完所需量的熔融树脂时,不停止旋转,接续上述填充,使螺杆旋转并进行保压。当保压结束时,不停止旋转,接续上述保压,使螺杆旋转并进行计量。
39.这样,处于注射开始位置的螺杆一边旋转一边前进,因此注射装置在开始注射的
同时进行螺杆的旋转。
40.并且,由于在开始注射的同时螺杆进行旋转,因此从开始注射的时刻起,开始进行生成下一次注射量的熔融树脂的增塑混炼。因此,能够尽早开始生成下一次注射量的熔融树脂。
41.此外,与从在注射装置中开始保压起使螺杆旋转并开始进行下一次注射量的增塑混炼的情况相比,并且与以往那样从保压结束而使螺杆后退并开始计量起开始进行下一次注射量的增塑混炼的情况相比,能够尽早完成下一次注射量的熔融树脂的生成。
42.因此,能够使由填充、保压和计量构成的注射周期的时间(生成下一次注射量的熔融树脂的时间)尽早结束,并且也能够与现有方法相比延长。
43.此外,根据本发明,通过连续地使螺杆进行旋转,能够不断地持续提供剪切热,并且通过以与填充时、保压时和计量时相应的转数进行旋转,从而能够更好地持续提供剪切热,并且可将到目前为止螺杆不旋转的时间作为重叠时间用于旋转时间,因此能够在相同的周期内延长增塑混炼时间。由此,能够制作促进了低温混炼分配的(均匀的无温度斑的)树脂。
44.此外,根据本发明,能够使由填充、保压和计量构成的、注射装置的注射周期的一个周期的时间尽早结束,因此能够缩短注射成型工序的一个周期所需的时间。因此,能够缩短中空体的成型周期所需的时间,并能够提高中空体的生产效率。
45.此外,根据本发明,能够缩短各中空体的成型周期中的注射成型工序所需的时间。因此,能够缩短每个中空体的成型周期所需的时间,从而提高中空体的生产效率。
附图说明
46.图1是以俯视角度概要地示出注射拉伸吹塑成型机的一例的说明图。图2是概要地示出注射拉伸吹塑成型机的成型周期的进行的说明图。图3是概要地示出注射装置的一例的说明图。图4是概要地示出注射装置的注射周期的说明图。图5是以图表来表示试验中的实施例和比较例的一个周期的螺杆移动位置信息的说明图。图6是用表来表示试验中的实施例的成型品重量测定的偏差确认、瓶子采集期间的注射的偏差确认和机筒温度的说明图。图7是用表来表示试验中的比较例的成型品重量测定的偏差确认、瓶子采集期间的注射的偏差确认和机筒温度的说明图。附图标记说明1
‑
注射拉伸吹塑成型机;2
‑
注射成型部;5
‑
注射成型模;6
‑
注射装置;7
‑
机筒;8
‑
缸体;9
‑
螺杆;10
‑
进料斗;11
‑
加热器;410、420、430
‑
中空体的成型周期;110、120、130
‑
注射成型工序;210、220、230
‑
吹塑成型工序;310、320、330
‑
取出工序;510
‑
填充;520
‑
保压;530
‑
计量。
具体实施方式
47.(注射拉伸吹塑成型机)
接着,基于图1至图7所示的实施方式来对本发明进行详细说明。图1是制造合成树脂制的中空体的注射拉伸吹塑成型机。如图1所示,注射拉伸吹塑成型机1以在平面上画圆的方式以120℃的角度依次配置有注射成型部2、吹塑成型部3、取出部4。
48.注射成型部2向注射成型模注射熔融树脂,成型高温度的预塑坯。尤其是在本实施方式的注射拉伸吹塑成型机1中,构成为在吹塑成型部3可进行拉伸吹塑的状态下能够使预塑坯尽早脱模。
49.成型的预塑坯由作为注射成型模的一部分装配的唇模保持并脱模。然后,将成型的预塑坯移送到吹塑成型部3并配置于吹塑成型模。吹塑成型部3使唇模所保持的上述预塑坯拉伸,并利用高压空气等进行吹塑来成型中空体。
50.吹塑成型的中空体以被唇模保持的状态移送到取出部4。取出部4是将通过吹塑成型部3形成的中空体向成型机外送出的部分,当唇模从上述吹塑成型部3向取出部4移动时,唇模打开而解除对中空体的约束。
51.如上所述,从唇模脱离的中空体被送出到成型机外。然后,释放了中空体的唇模再次向注射成型部2移动,并作为预塑坯的注射成型模的一部分进行装配。
52.注射拉伸吹塑成型机1将如上所述通过注射成型部2成型的预塑坯利用唇模移送到吹塑成型部3,并将通过吹塑成型部3吹塑成型的中空体利用唇模移送到取出部4,在取出部4,上述唇模释放中空体。
53.(成型周期)如图2所示,在注射拉伸吹塑成型机1中,连续地进行如下的一系列工序,即:注射成型预塑坯的注射成型工序110、120、130、
…
;使通过注射成型工序110、120、130
…
成型的预塑坯以上述方式吹塑成型为中空体的吹塑成型工序210、220、230
…
;以及将通过吹塑成型工序210、220、230
…
成型的中空体通过取出部送出到成型机外的取出工序310、320、330、
…
。并且,使注射成型工序110、120、130、
…
;吹塑成型工序210、220、230
…
;以及取出工序310、320、330、
…
成为一系列而构成为中空体的成型周期410、420、430
…
。
54.唇模在注射成型部2、吹塑成型部3和取出部4依次移动并进行上述的动作,然后再次返回到注射成型部2,因此中空体的成型周期410、420、430
…
持续进行。
55.此外,在本注射拉伸吹塑成型机1中,唇模设置于三处,唇模能够同时对应注射成型部2、吹塑成型部3和取出部4这三个位置。例如,三处的唇模装配于旋转板,使旋转板向一个方向旋转120度并停止,在该停止时下降,并在注射冷却结束后上升,并且之后进行向一个方向旋转120度的动作,之后重复同样的动作,由此能够使唇模的对应位置依次前进。
56.并且,在注射拉伸吹塑成型机1中,三处的唇模同时改变对应的位置而依次移动,中空体的成型周期和下一个成型周期分别错开一个工序来进行。
57.图2概要地示出了注射拉伸吹塑成型机1中的一个中空体的成型周期,例如是图2的成型周期410和下一个成型周期420错开一个工序来进行的状态。如上所述,一个中空体的成型周期410由注射成型工序110、吹塑成型工序210和取出工序310连续而构成。并且,错开一个工序来进行的下一个成型周期420由注射成型工序120、吹塑成型工序220和取出工序320连续而构成。此外,相对于成型周期420而言,下一个成型周期430由注射成型工序130、吹塑成型工序230和取出工序330连续而构成。
58.如图2所示,在注射拉伸吹塑成型机1中,中空体的成型周期410、420、430
…
依次错开一个工序来进行,并在各成型周期410、420、430、
…
中成型中空体。
59.如图1所示,上述注射成型部2具有注射成型模5和注射装置6,该注射装置6在注射成型工序110、120、130
…
中向注射成型模5注射熔融树脂。另外,注射成型模5由唇模、注射芯模和注射腔模构成(也包含热流道装置等),在图1中示出了配置有注射腔模的位置来表现注射成型模5。并且,为了容易说明注射成型部2的配置,没有图示进行移动及停止并设置在注射腔模上的上述的唇模、和进入注射腔模内侧的注射芯模。
60.(注射装置)图3概要地示出注射装置6。注射装置6是同轴螺杆式的装置,其是通过将螺杆9可旋转并且可前进以及后退地配置在机筒(加热筒)7的缸体8内部而构成的。并且,注射装置6从进料斗10向螺杆9的供给部供给片状的树脂材料,并通过螺杆9的动作使供给的树脂材料从压缩部移动到计量部。通过该移动而产生剪切发热,同时由加热器11进行加热,并且通过螺杆旋转来进行搅拌,使树脂材料增塑并进行混炼,生成熔融树脂。
61.设置为,将生成的熔融树脂向螺杆9的前方送出,并将位于该螺杆9前方的熔融树脂向上述注射成型模5注射。在机筒7的外周配置有加热器11,该加热器11用于促使树脂材料的增塑容易进行。
62.注射装置6在上述成型周期410、420、430
…
中的注射成型工序110、120、130
…
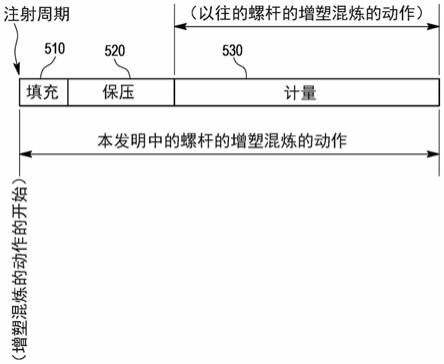
的时间进行:向注射成型模送入熔融树脂的填充510;保持对送入注射成型模的熔融树脂施加压力的状态来抑制倒流的保压520;以及将用于向注射成型模注射的所需量的熔融树脂向螺杆9的前方送入的计量530。并且,将填充510、保压520和计量530作为成一系列连续地重复的注射周期,注射周期的一个周期为注射(填充+保压)+计量(参照图4)。并且设置为,注射周期与成型机主体侧的进展配合地,即,如后所述那样与成型周期的进展配合地重复进行。
63.(注射成型工序
‑
注射)在中空体的成型周期410、420、430
…
各自的注射成型工序110、120、130
…
中进行填充510时,螺杆9处于注射开始位置。并且,在本实施方式中,在注射装置6的注射开始时处于注射开始位置的螺杆9一边旋转一边前进。通过该旋转的螺杆9的前进,将所需量的熔融树脂向注射成型模注射。
64.注射装置6的填充510通过施加用于使螺杆9前进的液压来进行。此外,关于熔融树脂的所需量的填充510的结束,当基于测量的螺杆位置而判定为螺杆9到达了保压切换位置时,切换为保压用的背压。另外,本注射装置6的螺杆9在到达了切断位置的时刻,不会被止动部等机构强制停止。
65.注射装置6例如在与成型周期410的注射成型工序110对应的时刻,如上述那样使螺杆9从开始注射起进行旋转。通过该螺杆9的旋转,开始生成用于在下一个成型周期420中的注射成型工序120中进行填充510的熔融树脂。即设置为,开始注射和开始生成下一次注射量的熔融树脂是同时进行的。
66.在填充510时,对螺杆9施加使螺杆9前进的液压。并且,由于螺杆前方的树脂压力(注射压)升高,环阀(位于螺杆前端的环状的流路开闭阀)关闭。因此,即使在通过螺杆9的
旋转而开始生成熔融树脂的状态下,熔融树脂也不会从计量部向螺杆的前方流动。
67.(注射成型工序
‑
保压)在注射成型工序110、120、130
…
中结束了熔融树脂的填充510的注射装置6从上述填充510的动作起继续一边使螺杆9旋转一边进行保压520。此外,在注射成型工序110、120、130、
…
的注射成型模中,从注射填充向冷却转移,使由填充的熔融树脂构成的预塑坯冷却。
68.在注射装置6中,在保压520时向螺杆6施加设定为保压用的背压。并且,螺杆6从填充510起继续进行旋转,继续生成上述下一次注射量的熔融树脂。
69.(注射成型工序
‑
计量)在上述注射成型工序110、120、130
…
中结束了熔融树脂的保压520的注射装置6从上述保压520中的螺杆旋转动作起继续一边使螺杆9旋转一边后退,进行计量530。设置为,将注射装置6的计量530的动作限制在注射成型部2中的开模、旋转、闭模的干循环时间内。
70.在注射装置6的计量530时,螺杆9一边旋转一边在施加有上述背压的状态下后退。关于计量530,如上所述,对树脂材料进行增塑混炼,并将所需量的熔融树脂向螺杆9的前方送出。并且设置为,螺杆9一边将所需量的熔融树脂向前方送出,一边后退,若到达注射开始位置,则停止上述后退。
71.在本实施方式中,若螺杆9后退到注射开始位置,则停止螺杆9的旋转,但是也可以保持继续进行该旋转的状态。
72.关于注射拉伸吹塑成型机1的注射成型部2,如果中空体的成型周期410的注射成型工序110结束,则进行下一个成型周期420的注射成型工序120。并且,在上述注射成型工序120中,注射装置6再次进行填充510、保压520、计量530的动作。在此时的填充510时,也如上所述同时开始进行用于生成下一次注射量(在下一次的注射成型工序130中注射的量)的熔融树脂的增塑混炼动作。
73.在本实施方式的注射装置6中,从注射开始的时刻起,进行生成下一次注射量的熔融树脂的增塑混炼,因此与以往的在保压完成后使螺杆旋转的注射装置相比,能够尽早开始下一次注射量的熔融树脂的生成。并且,与以往的注射装置相比,能够尽早结束下一次注射量的熔融树脂的生成。
74.此外,在注射拉伸吹塑成型机1中,错开一个工序来进行的中空体的成型周期410、420、430、
…
各自的注射成型工序110、120、130
…
所需的时间能够缩短。因此,缩短了中空体的成型周期410、420、430
…
所需的时间,从而提高了中空体的生产效率。
75.在本实施方式的注射装置6中,上述螺杆9在填充510、保压520和计量530中连续旋转,但是单位时间内的螺杆转数在填充510、保压520和计量530中不需要相同。单位时间内的螺杆转数在填充510、保压520和计量530的每一个中可变,能够在填充510、保压520和计量530中分别适当设定。另外,对于能够使上述的单位时间内的螺杆转数在填充510、保压520和计量530的每一个中可变这一点而言,当然也包括在填充510、保压520和计量530的每一个中改变单位时间内的螺杆转数的情况。
76.[实施例](试验)
对于成型瓶子的注射拉伸吹塑成型机,准备实施本发明的实施例和比较例进行了试验。接下来对试验进行说明。
[0077]
首先,对于使用本实施例和本比较例的注射拉伸吹塑成型机制造的瓶子而言,树脂材料采用聚对苯二甲酸乙二醇酯(pet)。设定的瓶子重量为96.5g。此外,关于注射成型模,在实施例和比较例中均设定为四个。进行了试验来获取以下的实施例和比较例这两种成型法的瓶子品质和成型数据,并对瓶子品质、成型数据进行了比较。
[0078]
根据本实施例的注射拉伸吹塑成型机,确定了成型良好的瓶子所需的成型条件。此外,与在注射成型部的注射成型工序中设定的注射时间的开始(注射装置的注射开始)同时地,开始使螺杆旋转而对树脂材料进行增塑混炼并生成熔融树脂的动作。此外,相对于与瓶子的成型周期(中空体的成型周期)的注射成型工序对应的时间,为了使注射装置的一个周期(注射周期)被最大限度地使用,设定了生成上述熔融树脂的动作(螺杆的旋转)的时间。具体而言,确定了螺杆转数(38rpm)。
[0079]
(比较例)在上述注射拉伸吹塑成型机中,本比较例是与以往成型同样地在注射装置的保压后使螺杆开始旋转的成型机。也就是说,是在注射装置保压后通过螺杆旋转进行计量的注射拉伸吹塑成型机。此外,在本比较例中设定为,保压后的计量的螺杆转数与上述实施例的螺杆转数相同(38rpm)。
[0080]
(实施例的结果)本实施例的注射拉伸吹塑成型机的成型周期中的注射成型工序的时间为14.9秒。具体为,注射时间5.50秒+冷却时间5.00秒+干循环4.40秒。进行熔融树脂的生成的螺杆转数为上述的38rpm。pet制瓶子为合格品,有透明感。
[0081]
本实施例的注射装置在开始注射的同时开始螺杆旋转,但是注射成型部的注射填充时间与比较例(现有成型法)同样为1.75秒。
[0082]
如上所述,注射成型部的实施例的注射填充时间与比较例的注射填充时间同样为1.75秒。因此可以认为,在实施例的该期间的填充过程中,没有发生熔融树脂向螺杆前方的送入。
[0083]
在本实施例中,根据图5的图表可以判断为:进行注射并到达了切断位置(带圆圈的数字1)的螺杆在注射完成后立即开始后退。并且可以认为:螺杆进行旋转并继续进行生成熔融树脂的动作,从而将生成的熔融树脂向螺杆的前方送出。也就是说,在注射之后立即开始计量的动作。本实施例的注射装置进行上述计量的动作的时间(计量时间)是从注射时间减去了注射填充时间所得到的(5.50
‑
1.75)3.75秒、和在冷却时间与干循环之间进行计量的8.32秒的合计的12.07秒。参照图5的图表。
[0084]
在注射时间中(填充和保压时间中)进行旋转的螺杆的螺杆行程(计量行程)为20.5mm(145.7
‑
125.2),相对于注射行程57.9mm(183.1
‑
125.2)为35%左右的计量。参照图5的图表。
[0085]
另外,对品质检查的瓶子连续进行9次注射,并算出了树脂压力变动(机筒喷嘴内
的树脂压力变动)的标准差(未图示),其不是特别大,能够判断为稳定。
[0086]
(比较例的结果)本比较例是在注射装置中的保压后使螺杆旋转来进行计量的成型法。本比较例的注射拉伸吹塑成型机的成型周期中的注射成型工序的时间为18.1秒。如果将螺杆转数设定为与上述实施例相同的38rpm来进行成型,则在实施例中的注射成型工序中的时间内来不及计量。因此,注射成型工序的时间如上所述设为18.1秒。瓶子品质与使用实施例的成型法进行成型的情况相同。
[0087]
(关于图5所示的图表)在图5的图表中,实线表示本实施例。单点划线表示本比较例。如图5所示,本实施例的螺杆切断位置为125.2mm,注射时间结束的位置(保压中的螺杆移动后的位置)为135.0mm,回弹位置(附加了保压后的回弹量的位置)为145.7mm。即,注射时间(填充和保压时间+回弹的时间)内的本实施例的计量行程为20.5mm(“回弹位置:145.7mm
”‑“
螺杆切断位置:125.2mm”)。在本实施例和本比较例中,螺杆切断位置相同。在本实施例的填充过程中,如果在螺杆前方出现熔融树脂的积存,则该积存应该比该螺杆切断位置更靠后方。在本实施例和本比较例中,由于螺杆切断位置相同,因此推测为:在填充过程中没有向螺杆的前方进行送入。
[0088]
另外,在图6和图7的表中示出了连续9次注射的成型数据(瓶子重量的偏差确认、机筒温度)。图6表示实施例,图7表示比较例。就机筒温度设定而言,f部表示机筒前部的温度设定值,m部表示机筒中央部的温度设定值。此外,r部表示机筒后部的温度设定值。
[0089]
根据本实施例和本比较例的对比可知:在本发明中,能够使注射装置的注射周期的一个周期的时间尽早结束。因此,能够缩短注射拉伸吹塑成型机的中空体的成型周期所需的时间,能够提高中空体的生产效率。
[0090]
上述实施方式和上述实施例仅例示了本发明的一个方式,本发明不限于上述实施方式、实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1