模具的制作方法
1.本发明涉及注塑技术领域,尤其涉及一种模具。
背景技术:
2.具有金属转轴的注塑件通过金属转轴将本体与旋转体连接,金属转轴的两侧只有狭小空间露设于本体与旋转体之间与模具接触。因此,目前对具有金属转轴的注塑件进行注塑时,需要克服金属转轴固定问题,既要保证金属转轴定位牢固;又要保证定位精准。现有模具由于对金属转轴紧固和定位较差,易在注塑过程中发生窜动移位和错位,易压坏模具影响生产。
技术实现要素:
3.基于此,有必要提供一种模具,旨在解决现有模具在对具有金属转轴的注塑件进行注塑时,对金属转轴紧固和定位较差的技术问题。
4.为了解决上述技术问题,本发明采用的技术方案为:
5.一种模具,包括:
6.第一模体,设有第一注塑槽,所述第一模体包括两个相对设置的支撑件,所述支撑件收容于所述第一注塑槽,所述支撑件设有凹槽,两个所述凹槽一一对应金属转轴的两个端部,以将金属转轴定位于所述第一注塑槽,所述支撑件设有第一磁吸件,所述第一磁吸件用于磁性吸附所述端部,所述第一模体设有第二磁吸件,所述第二磁吸件位于两个所述支撑件之间,所述第二磁吸件用于磁性吸附所述金属转轴,以配合所述第一磁吸件将所述端部固定于所述凹槽内;及
7.第二模体,设有第二注塑槽,所述第一注塑槽和所述第二注塑槽相对设置并围设形成注塑腔。
8.在所述模具的一些实施例中,所述第一磁吸件和所述第二磁吸件的磁场方向垂直于所述金属转轴的轴向。
9.在所述模具的一些实施例中,所述第一磁吸件包括第一磁吸部,所述第一磁吸部靠近所述凹槽设置,所述第一磁吸部呈圆柱状且沿垂直于所述轴向方向延伸。
10.在所述模具的一些实施例中,所述支撑件设有通孔,所述通孔沿垂直于所述轴向贯穿所述支撑件,所述第一磁吸件收容于所述通孔,所述第一磁吸部包括靠近所述凹槽的第一端,所述第一端与所述通孔的孔壁围设形成沉槽,所述沉槽露设于所述凹槽。
11.在所述模具的一些实施例中,所述第一磁吸件还包括第二磁吸部,所述第一磁吸部和所述第二磁吸部之间形成轴肩,所述支撑件上设有止挡部,所述模具还包括堵头,所述堵头用于密封所述通孔并能够驱动所述第一磁吸件向所述凹槽移动,以使所述轴肩抵接于所述止挡部。
12.在所述模具的一些实施例中,所述第二磁吸部上设有第一导向部,所述支撑件设有第二导向部,所述第二导向部收容于所述通孔,所述第一导向部与所述第二导向面配合,
以使所述第一磁吸件能够沿垂直于所述轴向相对所述支撑件移动。
13.在所述模具的一些实施例中,所述模具用于对具有金属转轴的注塑件的注塑,所述注塑件包括本体、旋转体和金属转轴,所述本体和所述旋转体通过所述金属转轴旋转连接,所述支撑件伸入所述本体和所述旋转体之间,以使所述凹槽的槽底与所述端部贴合,所述第一磁吸件的数量为多个且绕所述轴向分布。
14.在所述模具的一些实施例中,所述第一模体还包括脱模件,所述脱模件用于所述注塑件与所述第一模体脱离,所述第二磁吸设于所述脱模件,各所述第一磁吸件的合力方向与所述脱模件驱动所述注塑件的方向之间呈一定空间夹角。
15.在所述模具的一些实施例中,所述第二磁吸件沿平行于所述轴向方向延伸。
16.在所述模具的一些实施例中,所述第一模体包括两个相对设置的定位件,所述定位件收容于所述第一注塑槽,各所述定位件一一对应沿所述轴向相对于各所述端部。
17.实施本发明实施例,将具有如下有益效果:
18.上述方案的模具,除了对具有金属转轴的注塑件具备极佳的注塑效能之外,其还能对金属转轴起到紧固和定位作用。具体而言,该模具包括围设形成注塑腔的第一模体及第二模体。其中,第一模体包括相对设置的支撑件。该支撑件设有凹槽,两个所述凹槽一一对应金属转轴的两个端部,以将金属转轴定位,支撑件设有磁性吸附端部的第一磁吸件。第一模体设有位于两个支撑件之间的第二磁吸件。第二磁吸件能够增加模具相对金属转轴磁性吸附的面积,如此通过第一磁吸件和第二磁吸件沿金属转轴的轴向分布并产生磁性吸附的共同作用,能够将端部固定于所述凹槽内,从而防止金属转轴在注塑过程中发生窜动移位和错位,避免压坏模具,进而提升注塑件的成品率。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.其中:
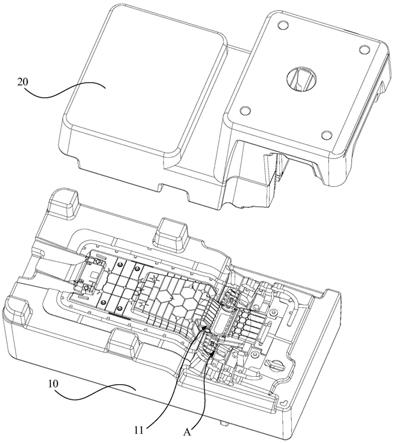
21.图1为一个实施例中模具的爆炸结构示意图;
22.图2为图1所示模具中a部放大结构示意图;
23.图3为图1所示模具中第一模体与金属转轴的装配示意图;
24.图4为图3中b
‑
b向剖视图;
25.图5为图4中d部放大结构示意图;
26.图6为图3中c
‑
c向剖视图;
27.图7为图6中e部放大结构示意图;
28.图8为图7中f部放大结构示意图;
29.图9为图1所示模具中第一磁吸件的轴视图;
30.图10为图1所示模具中第二模体的示意图;
31.图11为图10中g部放大结构示意图;
32.图12为图1所示模具中第一模体与注塑件的装配示意图;
33.图13为图12中h
‑
h向剖视图;
34.图14为图13中i部放大结构示意图;
35.图15为本实施例中注塑件的局部示意图。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.本发明实施例提供的模具用于对注塑件进行注塑,尤其用于对具有金属转轴的注塑件的注塑;当然在本发明的其他实施例中,该模具还能够用于对其他具有金属件的注塑件进行注塑,亦或应用于其他注塑件的其他加工工序,此处不作唯一限定。
38.请一并结合图1至图3、图5、图7和图15,现对本模具提供的模具进行说明。该模具包括第一模体10及第二模体20。其中,第一模体10设有第一注塑槽11。第一模体10包括两个相对设置的支撑件12。支撑件12收容于第一注塑槽11。支撑件12设有凹槽121。两个凹槽121一一对应金属转轴31的两个端部311,以将金属转轴31定位于第一注塑槽11。支撑件12设有第一磁吸件13。第一磁吸件13用于磁性吸附端部311。第一模体10设有第二磁吸件14。第二磁吸件14位于两个支撑件12之间。第二磁吸件14用于磁性吸附金属转轴31,以配合第一磁吸件13将端部311固定于凹槽121内。如图10和图11所示,第二模体20设有第二注塑槽21。第一注塑槽11和第二注塑槽21相对设置并围设形成注塑腔。
39.综上,实施本发明实施例,将具有如下有益效果:上述方案的模具,除了对具有金属转轴31的注塑件具备极佳的注塑效能之外,其还能对金属转轴31起到紧固和定位作用。具体而言,该模具包括围设形成注塑腔的第一模体10及第二模体20。其中,第一模体10包括相对设置的支撑件12。该支撑件12设有凹槽121,两个凹槽121一一对应金属转轴31的两个端部311,以将金属转轴31定位,支撑件12设有磁性吸附端部311的第一磁吸件13。第一模体10设有位于两个支撑件12之间的第二磁吸件14。第二磁吸件14能够增加模具相对金属转轴31磁性吸附的面积,如此通过第一磁吸件13和第二磁吸件14沿金属转轴31的轴向分布并产生磁性吸附的共同作用,能够将端部311固定于凹槽121内,从而防止金属转轴31在注塑过程中发生窜动移位和错位,避免压坏模具,进而提升注塑件的成品率。
40.在一个实施例中,如图4至图7所示,第一磁吸件13和第二磁吸件14的磁场方向垂直于金属转轴31的轴向。如此能够保证金属转轴31在第一磁吸件13和第二磁吸件14形成的磁场中相对稳定。金属转轴31受到的磁力较大且均垂直轴向,避免金属转轴31需要移动至磁场强度最大处而从凹槽121内脱出。本实施例中,端部311至少部分收容于凹槽121内,且上述部分至少部分呈圆柱面。因此,本实施例中,凹槽121的截面呈半圆状,以与圆柱面贴合。前文提及的磁场方向沿凹槽121的径向指向其圆心。可以理解为在其他实施例中,端部311收容于凹槽121的部分还可以为其他形状,相对应的凹槽121的截面形状与上述部分的形状相匹配即可,以提高金属转轴31在第一注塑槽11内定位的稳定性。另外,金属转轴31上可设置轴肩部,以使端部311具有径向尺寸变化。轴肩部可以支撑件12配合,以防止金属转轴31沿轴向窜动。
41.在一个实施例中,如图7和图9所示,第一磁吸件13包括第一磁吸部131。第一磁吸部131靠近凹槽121设置。第一磁吸部131呈圆柱状且沿垂直于轴向方向延伸。第一磁吸部131呈圆柱状,使得其产生作用于端部311的磁力更均匀,进一步提高端部311收容于凹槽121内的稳定性。
42.在一个实施例中,如图7至图9所示,支撑件12设有通孔122,通孔122沿垂直于轴向贯穿支撑件12。第一磁吸件13收容于通孔122。第一磁吸件13能够利用通孔122的导向作用向凹槽121一侧移动。进一步地,第一磁吸部131包括靠近凹槽121的第一端1311。第一端1311与通孔122的孔壁围设形成沉槽123,沉槽123露设于凹槽121。由于第一端1311与孔壁围设形成凹槽121,能够保证第一磁吸件13位于通孔122内且不具有位于凹槽121内的部分,从而避免在金属转轴31装配以及之后的注塑和脱模过程中第一磁吸件13磨损金属转轴31。沉槽123的深度尽可能浅,以尽可能缩短第一端1311与金属转轴31的距离。
43.在一个实施例中,如图7至图9所示,第一磁吸件13还包括第二磁吸部132,第一磁吸部131和第二磁吸部132之间形成轴肩133。支撑件12上设有止挡部。模具还包括堵头40,堵头40用于密封通孔122并能够驱动第一磁吸件13向凹槽121移动,以使轴肩133抵接于止挡部。如此通过轴肩133和止档部的配合能够将第一磁吸件13移动至预设位置进行定位,以保证第一磁吸件13作用于金属转轴31的磁力达到预期且避免第一端1311伸入凹槽121与金属转轴31接触,将其划伤。堵头40的设置能够防止注塑时产生的流体,例如,熔融状的注塑料或注塑时产生的高温气体,进入模具内部的控制部分,造成对控制部分的破坏。本实施例中,堵头40为铜制堵头40。其与支撑件12可拆连接,以方便调整位于通孔122内的第一磁吸件13的位置,以及在第一磁吸件13的磁力减弱或损坏时对其进行充磁和更换。
44.在一个实施例中,如图9所示,第二磁吸部132上设有第一导向部,支撑件12设有第二导向部,第二导向部收容于通孔122,第一导向部与第二导向面配合,以使第一磁吸件13能够沿垂直于轴向相对支撑件12移动。本实施例中,第一导向部为第二磁吸部132的外壁。而第二导向部位于通孔122的孔壁上。第一导向部和第二导向部均为圆柱面且相匹配,以使第一磁吸件13能够相对支撑件12移动。可以理解为在其他实施例中,第二磁吸部132还可以为棱柱结构,第一导向部由相邻外壁相交形成,同样的,第二导向部的截面与棱柱结构相匹配。如此通过第一导向部和第二导向部的配合,方便第一磁吸件13相对支撑件12移动。同时,由于第一导向部和第二导向部的棱形结构,还能够防止第一磁吸件13相对支撑件12旋转,进一步提高第一磁吸件13与支撑件12装配的稳定性。
45.在一个实施例中,如图7、图9和图12至14所示,模具用于对具有金属转轴31的注塑件的注塑,注塑件包括本体32、旋转体33和金属转轴31,本体32和旋转体33通过金属转轴31旋转连接,支撑件12伸入本体32和旋转体33之间,以使凹槽121的槽底与端部311贴合,第一磁吸件13的数量为多个且绕轴向分布。由于本体32与旋转体33之间的间隙34较小,金属转轴31只有狭小空间露设于本体32与旋转体33之间。因此,支撑件12设置的相对较薄才能够伸入本体32和旋转体33之间。而第一磁吸件13的数量为多个且绕轴向分布能够增强模具对端部311的磁吸面积,以保证在较小的支撑件12尺寸下仍能使金属转轴31能够稳定收容于第一注塑槽11内。本实施例中,第一磁吸件13包括第一磁吸部131和第二磁吸部132。第一磁吸部131和第二磁吸部132均呈圆柱状且尺寸较小,从而降低了在支撑件12上开设通孔122的难度。同时,较小尺寸的第一磁吸部131和第二磁吸部132使得开设的通孔122对支撑件12
强度的衰减有限,从而使支撑件12仍具有较高强度,以避免在金属转轴31装配过程中以及注塑和脱模过程中发生断裂。如图6和图7所示。第一模体10还包括第一本体15和调节机构16。调节机构16能够调节支撑件12的相对第一本体15的位置,以保证支撑件12支撑金属转轴31的稳定性。同时在脱模过程中,通过调节机构16驱动支撑件12能够辅助完成注塑件的脱模。进一步地,第一本体15上设有导向孔,调节机构16能够驱动支撑件12沿导向孔相对第一本体15移动,以调节支撑件12的位置。同时调节机构16和支撑件12之间设有导向件17。支撑件12和调节机构16均设有开槽以用于收容支撑件12。导向件17和导向孔共同作用以进一步提高支撑件12移动的精度,保证后续第一磁吸件13对金属转轴31磁性吸附的稳定性。
46.在一个实施例中,如图2、图4、图5和图7所示,第一模体10还包括脱模件18,脱模件18用于注塑件与第一模体10脱离,第二磁吸件14设于脱模件18,如此在脱模过程中第二磁吸件14能够通过对金属转轴31产生吸力使得注塑件更稳定的贴合脱模件18,方便稳定控制注塑件的脱模。进一步地,各第一磁吸件13的合力方向与脱模件18驱动注塑件的方向之间呈一定空间夹角。由于各第一磁吸件13的合力方向与脱模件18驱动注塑件的方向之间呈一定空间夹角,使得在脱模过程中各第一磁吸件13的合力能够提供一个侧向力,方便注塑件相对脱模件18驱动方向平行或与脱模件18驱动方向具有较小夹角的外表面与模具分离。当端部311远离凹槽121后,第一磁吸件13对端部311的吸力减小,同时第二磁吸件14产生的吸力也能够避免注塑件从脱模件18上脱落。最终在脱模件18的驱动下完成注塑件的脱模。本实施例中脱模件18通过顶升机构驱动,以实现对注塑件的驱动。
47.在一个实施例中,如图2、图4和图5所示,第二磁吸件14沿平行于轴向方向延伸。如此能够增加第二磁吸件14相对金属转轴31的磁吸面积,增大第二磁吸件14对金属转轴31的吸力,以配合第一磁吸件13将端部311固定于凹槽121内。脱模件18上设有通槽,通槽沿平行于轴向方向贯穿脱模件18。第二磁吸件14互补于通槽,如此在尽可能提高第二磁吸件14的体积、增加其磁场强度的同时,保证第二磁吸件14不对脱模件18的移动进行干扰。
48.在一个实施例中,如图2和图5,第一模体10包括两个相对设置的定位件19,定位件19收容于第一注塑槽11,各定位件19一一对应沿轴向相对于各端部311。如此通过定位件19能够对金属转轴31进行粗定位,能够配合第一磁吸件13和第二磁吸件14将金属转轴31定位于第一注塑槽11。同时,第一磁吸件13和第二磁吸件14能够对金属转轴31产生磁力,以将端部311紧固于凹槽121内。
49.在一个实施例中,如图11所示,第二模体20包括两个相对设置的卡件22,卡件22收容于第二注塑槽21,卡件22能够将端部311抵接于凹槽121的槽底。如此能够进一步将金属转轴31紧固,防止其装配时以及注塑发生窜动移位和错位。进一步地,卡件22上设有卡槽221。卡槽221与端部311相匹配,以进一步提高金属转轴31与模具之间的连接稳定性。
50.本实施例中,第一磁吸件13和第二磁吸件14均为永磁铁。可以理解为在其他实施例中,第一磁吸件13和第二磁吸件14中的至少一者还可以为电磁铁,通过电流控制磁场的大小以方便控制对金属转轴31的吸力,例如,在金属转轴31装配前期可降低磁场,待通过定位件19完成粗定位后,再提高磁场。还可以在注塑过程中增加磁场强度以紧固金属转轴31。
51.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
52.以上所揭露的仅为本模具较佳实施例而已,当然不能以此来限定本模具之权利范围,因此依本模具权利要求所作的等同变化,仍属本模具所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1