一种木塑条挤出系统及其使用方法与流程
1.本发明涉及木塑条加工工艺技术领域,尤其涉及一种木塑条挤出系统及其使用方法。
背景技术:
2.木塑门是一种木门替代产品,其具有木门的优点,但是耐用性和经济性更佳。
3.木塑条是木塑门的一个组件,用于组成木塑门的边框。木塑条的加工一般包括螺杆挤出形成坯条,然后对坯条进行冷却成型,再对冷却成型后的坯条进切断即可。
4.现有技术cn110744741a提供了一种双螺杆挤压造粒装置,其可以用来加工木塑条,只需将切断组件替换为切刀即可。但是,该装置用于切断成条时,冷却成型程度不够,导致坯条质地较软,切断时切刀两侧会有相对位移,最终导致在切断处会存在明显的飞边和毛刺,影响了木塑条的外观。
5.现有技术中的其他加工系统同样存在这样的问题,要解决此问题,需要采用更长的冷却成型距离对坯条进行冷却成型,但是距离增长后会使得整个生产线的占地增加,同时,对坯条进行牵引也需要更强的驱动力,另一方面驱动力太强也会导致坯条被压坏等其他问题。
技术实现要素:
6.针对现有技术中所存在的不足,本发明提供了一种木塑条挤出系统,其解决了现有技术中坯条在切断成木塑条时会产生飞边和毛刺的问题。
7.根据本发明的实施例,一种木塑条挤出系统,其包括挤出机,所述挤出机上安装有料斗,物料经料斗进入挤出机后挤出形成坯条;还包括对所述坯条进行冷却成型的冷却成型机构和对经冷却成型后的所述坯条进行烘干的烘干机构;
8.还包括对经烘干后的坯条进行切断的切断机构;
9.所述切断机构和所述烘干机构之间还设置有牵引机构;
10.所述冷却成型机构包括冷却成型箱和冷却成型槽,所述坯条穿过所述冷却成型箱后穿过所述冷却成型槽,所述冷却成型箱和所述冷却成型槽内均有冷却水。
11.上述实施例中,设置的冷却成型机构经过两次冷却成型,使得坯条能够更好地成型,从而使得坯条的强度更大,在切断机构切断时,坯条不会有位移,从而能够避免飞边和毛刺的产生。
12.进一步地,所述冷却成型机构还包括安装槽,所述冷却成型箱和所述冷却成型槽均安装在所述安装槽内且位于所述安装槽的同一端,所述安装槽底部设置有排出斗;所述安装槽上还安装有远离所述冷却成型箱和所述冷却成型槽的冷吹风组件以对坯条上的水渍进行吹除。
13.进一步地,所述冷吹风组件包括设置在所述坯条上方的若干冷吹风机,所述安装槽上固定安装有供所有所述冷吹风机安装的第一安装架;
14.所述冷却成型箱的两端端面上分别开设有供所述坯条进入和离开的第一方口,所述冷却成型箱的顶面上固定安装有进水管、底面上开设有出水管,冷却水从所述进水管进入所述冷却成型箱、然后从所述出水管进入所述安装槽内;
15.所述冷却成型槽的两端端面上分别开设有供所述坯条进入和离开的第二方口,所述冷却成型槽上端敞开,冷却水从敞开处的一端进入所述冷却成型槽、然后漫流到所述安装槽内。
16.进一步地,所述烘干机构包括设置在所述坯条上方的若干热吹风机和设置在所述坯条正下方的电加热板;
17.还包括供所述热吹风机和所述电加热板固定安装的第二安装架。
18.进一步地,所述牵引机构包括上下对置的环形第一链板和环形第二链板,所述坯条夹持在所述第一链板和所述第二链板之间;
19.还包括供所述第一链板和所述第二链板安装的第三安装架,所述第三安装架上固定安装有对所述第一链板和所述第二链板进行同步驱动的第一电机。
20.进一步地,所述第三安装架远离所述烘干机构的一端端面滚动安装有位于所述坯条上方的毛刷辊且所述毛刷辊的辊面与所述坯条接触。
21.进一步地,所述第三安装架上还固定安装有位于所述毛刷辊正下方的抽风机且所述抽风机的入风口位于所述坯条下方。
22.进一步地,所述切断机构包括切断台,所述切断台的台面上固定安装有第四安装架,所述第四安装架上安装有气缸且所述气缸的活塞固定连接有切刀,所述切刀向下穿过所述第四安装架后在所述切断台上垂直上下,所述坯条在所述切断台上滑动过程中被所述切刀切断。
23.进一步地,所述切断台的台面上凹陷设置有供所述切刀的刀刃容入的凹槽,所述切断台靠近所述牵引机构的一端固定连接有导向板,所述导向板与所述切断台连接的一端与所述切断台的台面平滑过渡且所述导向板的另一端向所述牵引机构倾斜。
24.根据本发明的实施例,本发明还提供了上述木塑条挤出系统的使用方法,其包括如下步骤:
25.原料经挤出机挤出形成坯条并进入冷却成型箱中进行第一次冷却成型、从所述冷却成型箱中导出后进入冷却成型槽中进行第二次冷却成型,所述坯条从所述冷却成型槽导出后经冷吹风机吹干水渍,坯条继续移动经过烘干后穿过第一链板和第二链板之间,最后经切刀切断;其中,
26.所述挤出机的参数为:
27.第一加热区为120~130℃,第二加热区为140~150℃,第三加热区为175~185℃,第四加热区为185~195℃,第五加热区为145~155℃,第六加热区为195~200℃,第七加热区为170~180℃,第八加热区为180~185℃,第九加热区为180~185℃,第十加热区为175~180℃;
28.所述冷却成型箱中冷却水的温度为5~8℃,所述冷却成型槽中冷却水的温度为8~12℃;
29.所述冷吹风机吹出的风为常温,烘干温度为45~60℃。
30.相比于现有技术,本发明具有如下有益效果:
31.能够有效地避免切断处产生的飞边和毛刺,同时不会导致木塑条的表面出现摩擦压痕;
32.采用两次冷却成型高效地促进坯条成型,同时配合更大的牵引力,能够缩短整体挤出系统的长度,具体地,能够在现有技术中水冷或风冷生产系统长度的基础上缩短1/3左右的长度,大大减少了挤出系统的占地;
33.在本发明中提供的设备参数下,经本挤出系统挤出加工所得的木塑条具有很高的质量等级,其中飞边和毛刺率能够达到0~0.5%的超低水平。
附图说明
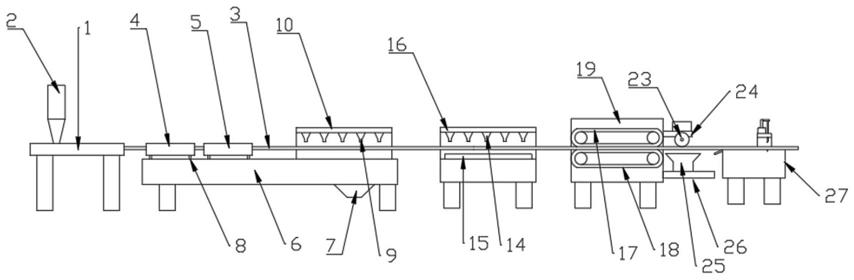
34.图1为本发明实施例的总体结构示意图;
35.图2为本发明实施例的冷吹风机与坯条之间的位置关系示意图;
36.图3为本发明实施例的冷却成型箱的结构示意图;
37.图4为本发明实施例的冷却成型槽的结构示意图;
38.图5为本发明实施例的一个第一电机时第一电机与两个主动辊的连接示意图;
39.图6为本发明实施例的切断机构放大结构示意图;
40.图7为本发明实施例的第二电机和毛刷辊之间的安装结构示意图(一);
41.图8为本发明实施例的第二电机和毛刷辊之间的安装结构示意图(二);
42.上述附图中:
43.挤出机1、料斗2、坯条3、冷却成型箱4、冷却成型槽5、安装槽6、排出斗7、立柱8、冷吹风机9、第一安装架10、进水管11、出水管12、导向筒13、热吹风机14、电加热板15、第二安装架16、第一链板17、第二链板18、第三安装架19、第一电机20、主动辊21、齿轮22、毛刷辊23、第一安装板24、抽风机25、第二安装板26、切断台27、第四安装架28、气缸29、切刀30、凹槽31、导向板32、第二电机33、辊筒34、连接杆35、安装环36、第三安装板37、尖端部38。
具体实施方式
44.下面结合附图及实施例对本发明中的技术方案进一步说明。
45.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
46.如图1所示,本实施例提供了一种木塑条挤出系统,其包括挤出机1,所述挤出机1上安装有料斗2,物料经料斗2进入挤出机1后挤出形成坯条3;
47.木塑条挤出系统还包括对所述坯条3进行冷却成型的冷却成型机构和对经冷却成型后的所述坯条3进行烘干的烘干机构;
48.木塑条挤出系统还包括对经烘干后的坯条3进行切断的切断机构;
49.所述切断机构和所述烘干机构之间还设置有牵引机构,牵引机构用于提供驱动力辅助坯条3移动(具体地,挤出机1挤出时产生的坯条3具有向前移动的动能,在牵引机构的辅助下实现坯条3的长距离移动),即从挤出机1拉出坯条3并推进坯条3向切断机构移动,在
切断机构处进行切断成木塑条;
50.所述冷却成型机构包括冷却成型箱4和冷却成型槽5,所述坯条3穿过所述冷却成型箱4后穿过所述冷却成型槽5,所述冷却成型箱4和所述冷却成型槽5内均有冷却水。
51.上述实施例中,设置的冷却成型机构经过两次冷却成型,使得坯条3能够更好地成型,从而使得坯条3的强度更大,在切断机构切断时,坯条3不会有位移,从而能够避免飞边和毛刺的产生;
52.设置的冷却成型箱4对坯条3进行第一次冷却成型,继而进入冷却成型槽5内进行第二次冷却成型,在牵引时坯条3能够抵御更大的作用力而不被压坏,保证了牵引作用力的安全施加。
53.如图1所示,所述冷却成型机构还包括安装槽6,所述冷却成型箱4和所述冷却成型槽5均安装在所述安装槽6内且位于所述安装槽6的同一端,所述安装槽6底部设置有排出斗7;所述安装槽6上还安装有远离所述冷却成型箱4和所述冷却成型槽5的冷吹风组件以对坯条3上的水渍进行吹除,吹除的水渍则掉落到下方的安装槽6内,通过排出斗7离开系统;其中设置冷吹风组件将水渍吹离的同时,进一步对坯条3进行了风冷,使得坯条3快干且再次对坯条3进行了第三次冷却成型。
54.具体地,冷却成型箱4和冷却成型槽5的下端面上均固定连接有立柱8,通过这些立柱8冷却成型箱4和冷却成型槽5得以安装在安装槽6内,同时冷却成型箱4和冷却成型槽5位于安装槽6的上方,即冷却成型箱4和冷却成型槽5内的冷却水与安装槽6中的水(即从冷却成型箱4和冷却成型槽5流到安装槽6内的水)不接触,避免了安装槽6中的水导致冷却成型箱4或冷却成型槽5升温,对冷却造成不良影响,冷却水分别单独从外源进入冷却成型箱4和冷却成型槽5,然后从冷却成型箱4和冷却成型槽5中导出后直接落到安装槽6内,最后通过底部的排出斗7排至系统外;
55.为提高冷却水的利用效率,还可以将排出的冷却水收集后重新经制冷作业,然后返回到冷却成型箱4和冷却成型槽5中,循环利用,从而提高水资源的利用效率。
56.如图1、2所示,所述冷吹风组件包括设置在所述坯条3上方的若干冷吹风机9,所述安装槽6上固定安装有供所有所述冷吹风机9安装的第一安装架10,冷吹风机9的出风口朝下且倾斜对着坯条3的上板面,更容易将坯条3上面的水渍吹离;
57.进一步地,如图2所示,将冷吹风机9分别设置在坯条3两侧,从两个方向上倾斜吹动,具有更佳的水渍吹离效果;
58.为了方便坯条3的进入和离开,如图3所示,所述冷却成型箱4的两端端面上分别开设有供所述坯条3进入和离开的第一方口,所述冷却成型箱4的顶面上固定安装有进水管11、底面上开设有出水管12,来自外源的冷却水从所述进水管11进入所述冷却成型箱4、然后从所述出水管12进入所述安装槽6内;其中,设置的进水管11可以是多根,也可以遍布在冷却成型箱4的两个侧壁以及顶壁上,使得冷却水以立体的方式进入冷却成型箱4内,使得冷却水在冷却成型箱4内的各处水温均较低值,达到更佳的冷却成型效果;
59.进一步地,如图3所示,为了向坯条3提供导向使得其更容易穿过冷却成型箱4,冷却成型箱4的两端端面上分别固定安装有围绕在第一方口外的导向筒13,导向筒13也为方形且导向筒13远离冷却成型箱4的一端宽度和高度均大于与冷却成型箱4相连的一端,即坯条3更容易进入冷却成型箱4内,在坯条3出口端的导向筒13则可以不设置,设置该导向筒13
使得冷却成型箱4能够转变方向进行安装,即当一端的导向筒13损坏时,可以将冷却成型箱4倒过来再进行使用,不会影响正常运行;
60.如图4所示,所述冷却成型槽5的两端端面上分别开设有供所述坯条3进入和离开的第二方口,所述冷却成型槽5上端敞开,冷却水从敞开处(可以通过外设的水管将冷却水引入)的一端进入所述冷却成型槽5、然后漫流到所述安装槽6内;特别地,与冷却成型箱4不同的是,进入冷却成型槽5的坯条3经第一次冷却成型后具有了一定的成型度,具有了一定的强度,因此在冷却成型槽5上不用设置与冷却成型箱4上的导向筒13类似的导向结构,坯条3能够正常进出冷却成型槽5。
61.特别地,设置的冷却成型箱4和冷却成型槽5在安装槽6上的正投影均位于安装槽6内,这样使得离开冷却成型箱4和冷却成型槽5的冷却水顺利进入安装槽6内,不会流到安装槽6外的底面上去。
62.如图1所示,所述烘干机构包括设置在所述坯条3上方的若干热吹风机14和设置在所述坯条3正下方的电加热板15;其中,热吹风机14对坯条3的上方进行加温,电加热板15对坯条3的下方进行加温,达到立体的加温效果,使得在电加热板15和热吹风机14之间的坯条3更快的烘干表面水,避免水分影响后续的牵引步骤;烘干机构还包括供所述热吹风机14和所述电加热板15固定安装的第二安装架16。
63.如图1所示,所述牵引机构包括上下对置的环形第一链板17和环形第二链板18,所述坯条3夹持在所述第一链板17和所述第二链板18之间,第一链板17和第二链板18分分别在坯条3的上板面和下板面上环形移动,以提供摩擦作用力实现对坯条3的驱动,其中第一链板17和第二链板18均为硅胶链板,这样能够避免对坯条3的表面造成擦伤,保证坯条3的外观不受摩擦作用的不良影响;
64.如图1所示,牵引机构还包括供所述第一链板17和所述第二链板18安装的第三安装架19,所述第三安装架19上固定安装有对所述第一链板17和所述第二链板18进行同步驱动的第一电机20。可以设置两个第一电机20,且两个第一电机20分别与转动安装在第三安装架19上的两个主动辊21连接,主动辊21和与之对应的从动辊之间套装有第一链板17或第二链板18,两个第一电机20同步、同速转动,即可驱动第一链板17和第二链板18;
65.如图5所示,第一电机20也可以只设置一个,第一电机20的转动轴和两个主动辊21之间则可以通过齿轮22(也可以通过皮带或者其他传动方式)实现驱动连接,实现对第一链板17和第二链板18的同步驱动。
66.在前段(即切断以前的工序段),坯条3表面有水、或者第一链板17和第二链板18的摩擦,在坯条3上可能存在灰尘等杂质,如图1所示,所述第三安装架19远离所述烘干机构的一端端面滚动安装有位于所述坯条3上方的毛刷辊23且所述毛刷辊23的辊面与所述坯条3接触,其中,第三安装架19上固定安装有第一安装板24,毛刷辊23转动安装在第一安装板24上。毛刷辊23的辊面即由若干刷毛的尖端组成,辊面与坯条3接触,坯条3在移动时带动毛刷辊23转动,辊面即可对坯条3上板面上的灰层等进行清除,确保坯条3的清洁度。
67.如图1所示,所述第三安装架19上还固定安装有位于所述毛刷辊23正下方的抽风机25且所述抽风机25的入风口位于所述坯条3下方,同样地,第三安装架19上固定安装有第二安装板26,抽风机25安装在第二安装板26上。抽风机25对坯条3下板面上的杂质进行吸除,同时也将经毛刷辊23刷下的杂质吸入,避免杂质散落。
68.如图1、6所示,所述切断机构包括切断台27,穿过牵引机构的坯条3进入到切断台27上,坯条3在切断台27上移动,所述切断台27的台面上固定安装有第四安装架28,所述第四安装架28上安装有气缸29且所述气缸29的活塞固定连接有切刀30,所述切刀30向下穿过所述第四安装架28后在所述切断台27上垂直上下,向下与下方的坯条3接触并继续向下与切断台27接触,即将坯条3切断,然后由气缸29驱动返回初始位置(即回到坯条3上方与坯条3相离的位置)即所述坯条3在所述切断台27上滑动过程中被所述切刀30切断,最终形成木塑条。
69.如图1、6所示,所述切断台27的台面上凹陷设置有供所述切刀30的刀刃容入的凹槽31,切刀30在向下移动时能够移动到坯条3的下方,彻底将坯条3切断;
70.坯条3长度较长,在其刚从牵引机构导出时,其端部会因重量大而下垂,如图1、7所示,为了方便坯条3进入切断台27,所述切断台27靠近所述牵引机构的一端固定连接有导向板32,所述导向板32与所述切断台27连接的一端与所述切断台27的台面平滑过渡且所述导向板32的另一端向所述牵引机构倾斜,这样使得坯条3从牵引机构前移时,能够与导向板32的斜面(即倾斜的上表面)接触,从而在斜面的导向下移动到切断台27上去。
71.特别地,在同等长度的冷却成型距离上(即安装槽6的长度),本系统能够提高坯条3的强度。具体地,同样采用1m长的木塑条,将其一端固定,另一端水平延伸,水平延伸的一端端部下降的距离中,本实施例提供的距离为2~5cm,采用现有技术(以cn110744741a为例)提供的距离为7~13cm。
72.如图1、7、8所示,本实施例中的毛刷辊23也可以由另设的第二电机33带动,具体地,第二电机33安装在第一安装板24,第二电机33的转动轴与毛刷辊23固定连接;其中毛刷辊23包括辊筒34和与辊筒34一端轴向固定连接的连接杆35,连接杆35与第二电机33连接,刷毛设置在辊筒34的外壁上。
73.如图7、8所示,为了提高毛刷筒对坯条3的清洁效率,所述辊筒34的两端还固定连接有安装环36,两所述安装环36相对的环壁上均设置有刷毛,在毛刷辊23转动时,辊筒34和安装环36上的刷毛均与坯条3相抵(辊筒34上与坯条3上端面、安装环36上与坯条3的壁面)辊筒34上的刷毛和安装环36上的刷毛分别对坯条3的上端面和两个侧壁进行刷除,使得坯条3清洁效果更佳。
74.进一步地,如8所示,第一安装板24的侧边上固定连接有第三安装板37,所述连接杆35穿过所述第三安装板37后与所述第二电机33连接,此时,第二电机33的转动轴和连接杆35均位于第一安装板24下方,第二电机33则一部分位于第一安装板24上方、另一部分位于第一安装板24下方,第二电机33安装更稳定,其中连接杆35与第三安装板37之间滑动连接,即第三安装板37为连接杆35提供了滑动支撑点,保证辊筒34正常转动同时增强第一安装板24对辊筒34的支撑强度,使得毛刷筒更稳定的运行。
75.特别地,辊筒34上的刷毛还可以设置成波浪形,如图1、7、8所示,刷毛在辊筒34外壁上形成波浪形的刷毛环,波浪形的刷毛环即在辊筒34外壁上形成若干尖端部38(即波浪形的波峰端),这样使得辊筒34上的刷毛与坯条3的上端面为间断接触,避免刷毛因刷动得过激烈导致坯条3的上端面被划伤,同时,刷毛环的间断部紧抵在坯条3上,辊筒34转动时尖端部38的刷毛将坯条3上的灰尘等扬起,此时下方的抽风机25则可以顺利地将扬起的灰尘吸入,设置的尖端部38之间的间隔则提供了灰尘扬起所需的空间,使得灰尘更高效地被下
方的抽风机25抽走,抽风机25同时也将安装环36上刷毛刷除的灰尘一并吸走。
76.本实施例提供的木塑条挤出系统的使用方法包括如下步骤:
77.原料经挤出机1挤出形成坯条3并进入冷却成型箱4中进行第一次冷却成型、从所述冷却成型箱4中导出后进入冷却成型槽5中进行第二次冷却成型,所述坯条3从所述冷却成型槽5导出后经冷吹风机9吹干水渍,坯条3继续移动经过烘干后穿过第一链板17和第二链板18之间,最后经切刀30切断。
78.本实施例还提供了上述挤出机1的工作参数,即:第一加热区为120~130℃,第二加热区为140~150℃,第三加热区为175~185℃,第四加热区为185~195℃,第五加热区为145~155℃,第六加热区为195~200℃,第七加热区为170~180℃,第八加热区为180~185℃,第九加热区为180~185℃,第十加热区为175~180℃;
79.挤出机1的参数在上述区间内,所得的木塑条具有较佳的质量和外观等级。
80.同时,本实施例中所述冷却成型箱4中冷却水的温度为5~8℃,所述冷却成型槽5中冷却水的温度为8~12℃;所述冷吹风机9吹出的风为常温(18~23℃),烘干温度为45~60℃。
81.本实施例中的挤出机1参数中,当第一加热区为126℃,第二加热区为145℃,第三加热区为182℃,第四加热区为192℃,第五加热区为150℃,第六加热区为198℃,第七加热区为176℃,第八加热区为182℃,第九加热区为182℃,第十加热区为178℃时;配合下述参数:所述冷却成型箱4中冷却水的温度为7℃,所述冷却成型槽5中冷却水的温度为10℃;所述冷吹风机9吹出的风为常温,烘干温度为53℃时,木塑条切断后飞边和毛刺率为0~0.5%;特别地,此时同样采用1m长的木塑条,将其一端固定,另一端水平延伸,水平延伸的一端端部下降的距离中,本实施例提供的距离为2cm。
82.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1