一种方形低烟无卤塑料颗粒成型挤出装置的制作方法
1.本发明涉及塑料颗粒生产技术领域,具体为一种方形低烟无卤塑料颗粒成型挤出装置。
背景技术:
2.塑料颗粒指颗粒状的塑料,一般分为200多种,细分达几千种。常见的塑料颗粒有通用塑料,工程塑料,特种塑料。通用塑料:聚丙烯、聚乙烯、聚氯乙烯、聚苯乙烯、聚酯、聚氨酯等。工程塑料:尼龙、聚四氟、聚甲醛、聚碳有机硅等。特种塑料:热固性塑料、功能高分子塑料,比如人工肾。
3.利用塑料的可挤压性与可模塑性,首先将松散的粒状或粉状原料从注塑机送入高温的料筒内加热,熔融塑化,使之成为粘流态熔体,以一定的压力和速度充入模具,经过保压、冷却后开启模具,就可获得一定形状和尺寸的塑料制品。
4.挤出成型在塑料加工中又称为挤塑,在非橡胶挤出机加工中利用液压机压力于模具本身的挤出称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。
5.挤出成型是一种高效、连续、低成本、适应面宽的成型加工方法,是高分子材料加工中出现较早的一门技术,经过100多年的发展,挤出成型是聚合物加工领域中生产品种最多、变化最多、生产率高、适应性强、用途广泛、产量所占比重最大的成型加工方法。挤出成型是塑料材料加工最主要的形式之一,它适合于除某些热固性塑料外的大多数塑料材料,约50%的热塑性塑料制品是通过挤出成型完成的,同时,也大量用于化学纤维和热塑性弹性体及橡胶制品的成型;挤压成型方法能生产管材、棒材、板材片材、异型材、电线电缆护层、单丝等各种形态的连续型产品,还可以用来混合、塑化、造粒、着色和高分子材料的共混改性等。并且,以挤出成型为基础,配合吹胀、拉伸等方法的挤出——吹塑成型技术和挤出——拉幅成型技术是制造薄膜和中空制品等的重要方法。
6.挤出机是依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型,塑料物料从料斗进入到挤出机,在螺杆的转动带动下将其向前进行输送,物料在向前运动的过程中,接受料筒的加热、螺杆带来的剪切以及压缩作用使得物料熔融,因而实现了在玻璃态、高弹态和粘流态的三态间的变化。
7.目前,市场上大多数的塑料颗粒成型挤出装置,在生产塑料颗粒时,通过进料斗,将塑料原料加入套体内,通过螺杆推送,经由出料口挤压,从而制得塑料颗粒,然而现有的塑料颗粒成型挤出装置在生产中存在以下缺陷:一、经由出料口挤压直接制得塑料颗粒,然而塑料温度较高,容易粘接在一起,使得制品成果较差,而且出料口处产出的塑料颗粒效率较低,影响生产效率;二、在生产中对大批次的原料从进料斗中加入,容易造成原料在进料斗处堵塞,影响装置的上料;三、在生产结束后,需要对装置进行清理维护,套体和出料口连接处不便于拆卸清理,增加了工作人员的工作强度;因此,亟需一种方形低烟无卤塑料颗粒成型挤出装置来解决上述问题。
技术实现要素:
8.鉴于现有技术中所存在的问题,本发明公开了一种方形低烟无卤塑料颗粒成型挤出装置,采用的技术方案是,包括机箱、套体和切割台,所述套体为右端通透的圆柱形壳体,所述套体内部缠绕有电热丝,所述套体内转动连接有尺寸相匹配的螺杆,所述机箱内设有驱动电机和控制装置,所述螺杆由所述驱动电机驱动,所述套体的左端设有进料斗,所述套体的右端通过螺栓连接有出料口,所述出料口右端的出料端口为矩形,所述出料口通过连接板连接切割台,所述切割台上设有支撑架,所述支撑架上设有电动推杆,所述电动推杆上连接有安装架,所述安装架上可拆卸连接有若干切刀,所述切割台右侧设有溜板,所述控制装置与所述驱动电机、所述电热丝和所述电动推杆电性连接。
9.作为本发明的一种优选技术方案,所述螺杆上还设有皮带轮,所述皮带轮通过皮带连接有转杆,所述转杆在所述套体与所述机箱上转动连接,且所述转杆靠近所述套体一端设有转盘,所述转盘上设有撞击块,所述撞击块与所述进料斗位置相对应,且与所述进料斗滑动连接,在螺杆上设置皮带轮,皮带轮通过皮带带动转轴转动,从而带动转盘转动,使转盘上的撞击块对进料斗进行撞击,避免一次性加入较多的塑料原料导致在进料斗处堵塞,影响对装置的上料。
10.作为本发明的一种优选技术方案,所述撞击块采用橡胶材质,在所述撞击块与所述进料斗碰撞时,不会产生噪音,不会造成声音污染,还能够避免塑料原料堵塞所述进料斗。
11.作为本发明的一种优选技术方案,所述套体与所述出料口相接处分别设有凸起和外沿,所述凸起和所述外沿上均开设有螺纹孔,所述螺纹孔内转动连接有所述螺栓;所述套体上还铰接有卡接件,所述卡接件为“冂”字形,包括左竖端、右竖端和横端,所述左竖端与所述套体铰接,且铰接处设有扭簧,所述右竖端与所述外沿滑动连接,所述外沿上开设有与所述右竖端位置相对应、尺寸相匹配的凹槽。
12.作为本发明的一种优选技术方案,所述卡接件设有四组,且围绕所述出料口中心处对阵列设置,在套体和出料口之间设置螺栓和卡接件,使用螺栓固定后,再使用卡接件将套体和出料口之间进行限位,加强二者的连接强度,同时也便于生产后的清洗维护。
13.作为本发明的一种优选技术方案,所述安装架上开设有安装槽,所述安装槽设置有多组,所述安装槽内滑动连接有所述切刀,所述切刀包括刀柄和刀体,所述刀柄上开设有容纳槽,所述容纳槽内设有压缩弹簧和限位球,所述限位球与所述容纳槽之间滑动连接,所述安装架上还开设有与所述限位球位置相对应、尺寸相匹配的限位槽,通过采用出料口将塑料原料挤压成塑料板材,并通过使用电动推杆来控制切刀将塑料板材切割成塑料颗粒,挤压成板材提高了材料的密度,同时板材状长方体出料口,更大程度的提升出料数量,同时产量得以提升。
14.作为本发明的一种优选技术方案,所述限位球在自然状态下,所述限位球的球心与所述刀柄端面齐平,在安装或对所述切刀进行维护时,便于所述切刀的安装和拆卸。
15.作为本发明的一种优选技术方案,所述控制装置包括微处理器和电机变频器、电动推杆控制器,所述电动推杆控制器与所述电动推杆电性连接,所述电机变频器与所述驱动电机电性连接,所述微处理器与所述电热丝、所述电机变频器和所述电动推杆控制器电性连接,通过采用微处理器来协调驱动电机和电动推杆之间的工作,能够使电动推杆带动
切刀对长方体塑料板材进行有序切割,提高工作效率。
16.本发明的有益效果:本发明通过在螺杆上设置皮带轮,皮带轮通过皮带带动转轴转动,从而带动转盘转动,使转盘上的撞击块对进料斗进行撞击,避免一次性加入较多的塑料原料导致在进料斗处堵塞,影响对装置的上料;在套体和出料口之间设置螺栓和卡接件,使用螺栓固定后,再使用卡接件将套体和出料口之间进行限位,加强二者的连接强度,同时也便于生产后的清洗维护;通过采用出料口将塑料原料挤压成塑料板材,并通过使用电动推杆来控制切刀将塑料板材切割成塑料颗粒,挤压成板材提高了材料的密度,同时板材状的长方体出料口,更大程度的提升出料数量,同时产量得以提升。
17.进一步的,通过采用微处理器来协调驱动电机和电动推杆之间的工作,能够使电动推杆带动切刀对长方体塑料板材进行有序切割,提高工作效率。
附图说明
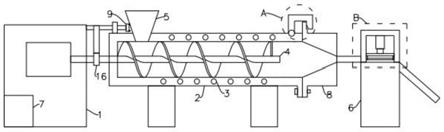
18.图1为本发明结构示意图;
19.图2为本发明转盘结构示意图;
20.图3为本发明b处放大图;
21.图4为本发明出料口结构示意图;
22.图5为本发明a处放大图;
23.图6为本发明b处仰视结构示意图;
24.图7为本发明b处局部示意图一;
25.图8为本发明b处局部示意图二。
26.图中:1
‑
机箱、2
‑
套体、3
‑
电热丝、4
‑
螺杆、5
‑
进料斗、6
‑
切割台、7
‑
控制装置、8
‑
出料口、9
‑
转盘、10
‑
电动推杆、11
‑
安装架、12
‑
切刀、13
‑
限位球、14
‑
压缩弹簧、15
‑
卡接件、16
‑
皮带轮。
具体实施方式
27.实施例1
28.如图1至图8所示,本发明公开了一种方形低烟无卤塑料颗粒成型挤出装置,采用的技术方案是,包括机箱1、套体2和切割台6,所述套体2为右端通透的圆柱形壳体,所述套体2内部缠绕有电热丝3,所述套体2内转动连接有尺寸相匹配的螺杆4,所述螺杆4的最大直径与所述套体2内部直径相同,所述机箱1内设有驱动电机和控制装置7,所述螺杆4由所述驱动电机驱动,所述驱动电机的输出与所述螺杆4连接,所述套体2的左端设有进料斗5,所述套体2的右端通过螺栓连接有出料口8,所述出料口8右端的出料端口为矩形,经由所述套体2内的所述螺杆4挤压推送,经过所述出料口8,可挤压成长方体塑料板材,所述出料口8通过连接板连接切割台6,所述连接板顶面与所述出料口8底面和所述切割台6顶面齐平,保证长方体塑料板材能够在所述连接板上移动至所述切割台6上,所述切割台6上设有支撑架,所述支撑架上设有电动推杆10,所述电动推杆10上连接有安装架11,所述电动推杆10的固定端与所述支撑架连接,所述电动推杆10的伸缩端与所述安装架11连接,所述安装架11上可拆卸连接有若干切刀12,所述安装架11为底面通透的矩形壳体,所述切刀12在所述安装架11上横纵阵列分布,所述切割台6右侧设有溜板,所述溜板用于对所述塑料颗粒的收集,
所述控制装置7与所述驱动电机、所述电热丝3和所述电动推杆10电性连接。
29.作为本发明的一种优选技术方案,所述螺杆4上还设有皮带轮16,所述皮带轮16通过皮带连接有转杆,所述转杆在所述套体2与所述机箱1上转动连接,所述转杆左端与所述机箱1通过轴承座转动连接,所述转杆中部通过支撑架与所述套体2转动连接,且所述转杆右端有转盘9,所述转盘9上设有撞击块,所述撞击块设在所述转盘9圆周处,所述撞击块与所述进料斗5位置相对应,且与所述进料斗5滑动连接。
30.作为本发明的一种优选技术方案,所述撞击块采用橡胶材质。
31.作为本发明的一种优选技术方案,所述套体2右端设有凸起,所述出料口8左端设有外沿,所述凸起和所述外沿位置相对应,且尺寸相匹配,所述凸起和所述外沿上均开设有螺纹孔,所述螺纹孔内转动连接有所述螺栓;所述套体2上还铰接有卡接件15,所述卡接件15为“冂”字形,包括左竖端、右竖端和横端,所述左竖端与所述套体2铰接,且所述左竖端与所述套体2之间压装有扭簧,所述右竖端与所述外沿滑动连接,所述外沿上开设有与所述右竖端位置相对应、尺寸相匹配的凹槽。
32.作为本发明的一种优选技术方案,所述卡接件15设有四组,且围绕所述出料口8中心处对阵列设置。
33.作为本发明的一种优选技术方案,所述安装架11上开设有多组安装槽,所述安装槽内滑动连接有所述切刀12,所述切刀12包括刀柄和刀体,所述刀柄上开设有容纳槽,所述容纳槽内滑动连接有限位球13,所述限位球13与所述容纳槽之间压装有压缩弹簧14,所述安装架11上还开设有与所述限位球13位置相对应、尺寸相匹配的限位槽。
34.作为本发明的一种优选技术方案,所述限位球13在自然状态下,所述限位球13的球心与所述刀柄端面齐平,所述限位槽的深度与所述限位球13的半径。
35.作为本发明的一种优选技术方案,所述控制装置7包括微处理器和电机变频器、电动推杆控制器,所述电动推杆控制器与所述电动推杆10电性连接,所述电机变频器与所述驱动电机电性连接,所述微处理器与所述电热丝3、所述电机变频器和所述电动推杆控制器电性连接。
36.本发明的工作原理:使用时,先将装置接电,转动卡接件15,使其围绕与套体2铰接处转动,并使扭簧蓄力,将出料口8上的外沿对准套体2上的凸起,使用螺栓将二者固定限位,松开卡接件15,将其对准出料口8上的凹槽,并向下挤压,使卡接件15嵌入凹槽内,通过控制装置7内的微处理器控制电热丝3工作,对套体2进行加热,将塑料原料通过进料斗5加入套体2内,控制驱动电机转动,带动螺杆4在套体2内转动,将加热后的塑料原料向出料口8处挤压推动,在螺杆4转动的同时,带动皮带轮16转动,通过皮带带动转轴转动,使转盘9带动撞击块撞击进料斗5,避免塑料原料堵塞在进料斗5处,影响进料,塑料原料经由出料口8处的挤压成长方体塑料板材,通过连接板移动至切割台6上,微处理器可通过驱动电机的转动圈数,来检测出塑料板材向前移动的距离,控制电动推杆10带动切刀12对塑料板材进行切割,切割成塑料颗粒,并从切割台6右侧的溜板,使其存放至收集箱内;在对切刀12进行维护时,可拉外拉动切刀12的刀柄,限位球13与安装架11相挤压,限位球13在容纳槽内滑动,并挤压压缩弹簧14,可将切刀12取出,便于对切刀12进行清理维护。
37.另外,电动推杆控制装置采用先达牌xdha220
‑
24型电动推杆控制装置,电机变频器采用rmspd系列变频器,为市面上可购买到的产品,属于现有技术;微处理器采用stm32芯
片,用来启停电机,stm32的管脚及连接方式本领域技术人员可参考教材或厂商出版的技术手册获得技术启示
38.本发明涉及的电路连接为本领域技术人员采用的惯用手段,可通过有限次试验得到技术启示,属于公知常识。
39.本文中未详细说明的部件为现有技术。
40.上述虽然对本发明的具体实施例作了详细说明,但是本发明并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化,而不具备创造性劳动的修改或变形仍在本发明的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1