纤维增强桁架结构和金属连接件的一体化增材制造方法与流程
1.本发明涉及增材制造技术领域,尤其涉及一种纤维增强桁架结构和金属连接件的一体化增材制造方法。
背景技术:
2.深空探测是当前和未来航天领域的重点发展方向。目前,除空间站之外,所有航天器均是在地面完成制造和试验验证后,通过运载火箭送入轨道。由于运载火箭外包络体积限制、结构承载冲击强度约束等原因,传统的“地面制造、在轨展开”方式严重制约了航天器载荷的尺寸,极大地限制了航天器性能提升。
3.空间大型桁架结构广泛应用于大型天线、在轨探测长基线和大型支撑结构等,其在设计及使用时需满足高刚度、大尺寸、轻量化等典型功能需求,通常采用纤维增强复合材料制造而成。
4.另外,金属材料可制造成具有高面型精度的部件,力学性能方面具有各向同性,可用于安装载荷的连接件等。
5.综合以上航天器任务需求分析,面向大型空间结构的太空制造需同时突破金属材料、纤维复合材料的太空增材制造技术。同时,如何实现大型桁架结构及金属连接件的一体化增材制造制造,尤其是在轨制造,是本领域技术人员急需解决的技术问题。
技术实现要素:
6.本发明的目的就是提供一种纤维增强桁架结构和金属连接件的一体化增材制造方法,该方法不仅可以打印单一材质的杆件结构,而且可以完成不同材质的复杂结构的加工制造,可以在轨实现以纤维增强复合材料为主体的大型零部件或大型桁架结构的连续制造。
7.本发明是通过以下技术方案实现的,一种纤维增强桁架结构和金属连接件的一体化增材制造方法,包括以下步骤:
8.s1、在基板上打印纤维复合材质的桁架结构杆件;
9.s2、在需要设置金属连接件的位置,设置打印路径,并预留底孔或底槽;
10.s3、将预先备好的与所述底孔或底槽相适配的金属预埋件放入该底孔或底槽;
11.s4、以所述金属预埋件为基底,进行金属材质增材制造,打印出第一个金属台阶段,并在所述金属台阶周围打印纤维复合材料;
12.s5、以第一个所述金属台阶为基底,打印出一段直径小于所述金属台阶段的连接段,并在其周围打印纤维复合材料;
13.s6、继续以已形成的金属材质为基底,打印金属连接件。
14.在上述技术方案的基础,本发明还可以有以下进一步的改进方案。
15.进一步,步骤s1中,所述杆件被打印为中空结构;步骤s2中,同时按实心杆打印方式设置打印路径。
16.进一步,步骤s2中,所述底孔或底槽为圆形或锥形。
17.进一步,步骤s3中,所述预埋件与所述底孔或底槽为过盈配合。
18.进一步,步骤s5后,至少再打印出一个金属台阶段。
19.进一步,所述金属台阶段为柱形或锥形。
20.进一步,在预埋件与纤维复合材质之间、金属材质与纤维复合材质之间打印粘接剂层。
21.进一步,所述粘接剂层为树脂材质。
22.进一步,所用的所有打印原料均为丝材。
23.进一步,步骤s1中,所述基板与水平面呈预设夹角放置,初始打印时打印头在倾斜向上的一面且垂直于所述基板的方向上开始打印。
24.本发明所提供的一种纤维增强桁架结构和金属连接件的一体化增材制造方法,不仅可以用于地面桁架结构的增材制造,而且可以在轨制造要求更高的桁架结构,还可通过桁架结构中的金属连接件安装大型载荷。可以解决采用传统增材制造中成品件材质单一的问题,尤其可以解决桁架结构中的纤维复合杆件中镶嵌金属连接件的问题,大大提升了产品性能及生产效率。
附图说明
25.图1为本发明所提供的一种纤维增强桁架结构和金属连接件的一体化增材制造方法中放置预埋件前所形成的剖面结构示意图;
26.图2、图3为两种不同台阶形式的杆件中不同材质相互融合的结构示意图;
27.图4为通过本发明所公开的增材制造方法进行实时图2所示具体结构的分步实施示意图;
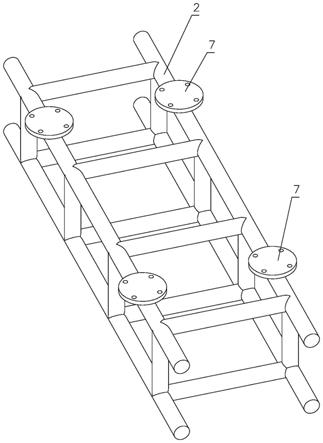
28.图5为采用本发明提供的增材制造方法加工成型后的一种带有金属连接件的桁架结构示意图。
29.其中,图中的件号表示为:
30.1、基板,2、杆件,3、金属台阶段,4、连接段,5、预埋件,6、结合剂层,7、连接头,8、底槽。
具体实施方式
31.以下结合附图对本发明的原理、特征及有益技术效果进行描述,需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。所举实例只用于解释本发明,并非用于限定本发明的范围。
32.本发明所提供的纤维增强桁架结构和金属连接件增材制造方法的具体实施例中,可以包括如下步骤:
33.s1、在基板1上打印纤维复合材质的桁架结构杆件2;纤维复合材料可以为碳纤维材料。
34.为便于在杆件2外侧形成连接头7,同时结合3d打印的特点,可以将基板1倾斜放置,如图2、图3所示,使基板1与水平面呈预设夹角放置,角度可以为30
°
至70
°
,优选40
°
至50
°
,具有更好的结合效果,可以产生最佳的力学性能。初始打印时打印头在倾斜向上的一
面且垂直于所述基板1的方向上开始打印。这样可以便于金属材料在杆件2中形成嵌套融合,并且和杆件2的轴线成一定的夹角向杆件2外侧延伸,随着打印的进行,逐渐形成一个嵌套融合,进而在杆件2外侧形成一个金属基底,便于继续打印金属连接头7所需的结构。
35.s2、在需要设置金属连接件的位置,设置打印路径,并预留底孔或底槽8;
36.s3、将预先备好的与所述底孔或底槽8相适配的金属预埋件5放入该底孔或底槽8;需要说明的是,该底孔或底槽8可以为圆形或锥形,如图1至图3所示,采用圆形或锥形时,便于预埋件5的塞入,相应的预埋件5也设为圆形或锥形,并且为了结合紧密,预埋件5与底孔或底槽8之间为过盈配合连接。
37.s4、以所述金属预埋件5为基底,进行金属材质增材制造,打印出第一个金属台阶段3,并在所述金属台阶周围打印纤维复合材料;其中,预埋件5和金属材料均可以为铝合金材料。
38.s5、以第一个所述金属台阶为基底,打印出一段直径小于所述金属台阶段3的连接段4,并在其周围打印纤维复合材料;此后,可以继续再打印第二个、第三个金属台阶,直至杆件2表面,如图2、图3所示,这样可以使得纤维复合材质的杆件2内镶嵌着具有多个台阶的金属基底,由于台阶的作用,可以与纤维复合材质形成相互作用,避免了连接头7受力后容易滑出的问题出现。需要指出的是,台阶段的外部形状可以为如图2所示的圆柱形,也可以为如图3所示的圆锥形,还可以为其它形状的结构形式。
39.s6、继续以已形成的金属材质为基底,打印金属连接件,如图2及图5所示,该金属连接件可以为法兰盘时连接头7,也可以为其它结构形式。
40.作为一种优选的实施方式,步骤s1中,所述杆件2被打印为中空结构;这时需要在步骤s2中,同时按实心杆打印方式设置打印路径。也就是说,在一些应用中,杆件2的整体结构只需要中空的管型结构即可满足强度要求,这时就没必要全部实心打印,打印为中空管型结构即可节省材料,同时可以提高生产效率。但是在需要设置连接头7的位置,为了制作出金属的基底,可以在该位置采用实心方式打印,以便形成金属材质与纤维复合材质的相互融合,以满足强度的需要。
41.在上述打印过程中,各种打印原材料均可以使用丝材,这样便于打印设备的材料输入与切换。为了使得金属材质与纤维复合材质之间结合紧密,增强融合效果,提高桁架结构的性能,预埋件5与纤维复合材质之间、金属材质与纤维复合材质之间打印结合剂层6,该结合剂层6为流动性较好的热塑性聚合物,比如树脂材料。也即在金属材质与纤维复合材质的结合面处,均增加一层结合剂的打印。
42.为更进一步的阐述本发明所提供的一种纤维复合桁架结构和金属连接件的增材制造方法,下面以制造如图2所示结构的制件为例,结合图4进行分步说明。
43.请参见图4中步骤(1)至(14):
44.步骤(1):在倾斜布置的基板上打印纤维复合材质的桁架中空结构的杆件,并且在需要设置金属连接件的位置,设置打印路径,并预留圆形底槽,底槽的轴线方向与基板的板面垂直;
45.步骤(2):放入与底槽过盈配合的预埋件;
46.步骤(3):以金属预埋件为基底,进行金属材质增材制造,打印出第一个锥形金属台阶段;
47.步骤(4):在第一个金属台阶周围打印纤维复合材料;
48.步骤(5):在金属材料与纤维复合材料之间的间隙中注入粘接剂;
49.步骤(6):继续在金属材料上增材制造,打印出一段直径小于所述金属台阶段的连接段;
50.步骤(7):在该连接段周围打印纤维复合材;
51.步骤(8):在金属材料与纤维复合材料之间的间隙中注入粘接剂;
52.步骤(9):在金属材料上继续增材制造出第二个锥形台阶;
53.步骤(10):在第二个台阶周围打印纤维复合材料;
54.步骤(11):在金属材料与纤维复合材料之间的间隙中注入粘接剂;
55.步骤(12):继续在金属材质上增材制造与连接段相同直径尺寸的第二段连接段,直至杆件外表面;
56.布置(13):在第二段连接段周围打印纤维复合材料,将金属材质的部分形成全部包围的相互嵌套结构;
57.步骤(14):在金属材料与纤维复合材料之间由于打印盲区造成的间隙中注入粘接剂。
58.通过上述步骤,即可得到纤维增强和金属连接件结合为一体的桁架结构,在金属材质的端部,可以根据需要继续进行增材制造以得到具有高型面精度要求的载荷安装面,也可以为其它结构形式,比如法兰连接面等。
59.上述的增材制造方法的实施例,具体说明了桁架结构中杆件和连接件如何进行融合的原理及方法,可以理解的是,整个桁架结构的其余部分通过现有的打印方式即可实现。
60.通过本发明所提供的一种纤维增强桁架结构和金属连接件的增材制造方法,可以实现纤维复合材质与金属材质的融合,能够制造出一种更为复杂的桁架结构,即纤维复合桁架结构内镶嵌有金属连接件。而且通过本发明所提供的方法制造出的这种桁架结构,不仅可以用于地面应用,而且可以用于在轨增材制造。用于在轨制造时,比如用于空间大型天线结构,可有效减轻结构的质量同时提高卫星的承载能力。尤其是连接头部分,可作为超大型结构的装配基准,实现在轨安装。
61.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
62.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
63.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第
一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
64.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
65.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1