一种桌面级的3d打印弹性材料拉丝机
1.本发明属于挤出式的3d打印材料领域,具体涉及一种桌面级的3d打印弹性材料拉丝机。
背景技术:
2.随着3d打印机的普及,越来越多的单位和个人用上了3d打印设备,随之而来的便是3d打印耗材的增加,其中最重要的便是3d打印本身的材料。市面上普通的3d打印材料分为粉末型和线型两大类,其中线型3d打印材料使用最为广泛。在将3d打印的材料由不同的形状转化为线型的过程中,需要使用到一种器械——拉丝机,目前市场上的线材拉丝机基本上采用了螺旋挤压的方式,通过螺杆传送材料颗粒,然后挤压拉丝。但是螺旋挤压机构因为各部件间的间隙较大,所以只能挤压融化后为软体的材料,而弹性材料在融化后会变为液体,所以很难使用螺旋挤压机进行挤压。而且目前的螺旋挤压机无法针对实验室、个人diy等小场合需要的小尺寸、少量材料进行生产。
技术实现要素:
3.针对现有技术的不足,本发明提出了一种桌面级的3d打印弹性材料拉丝机,增加挤压装置的密封性,使用步进电机作为动力源,驱动丝杆连接的推进滑块和挤压滑块的运动,通过挤压滑块的挤压使已经融化的弹性材料通过喷口挤出形成线材,还可以通过更换不同的喷头挤压出不同直径的线材。
4.一种桌面级的3d打印弹性材料拉丝机,包括连接部分、驱动部分、传送部分和加热挤压部分。
5.连接部分包括装置底座和外壳。驱动部分包括步进电机。传送部分包括丝杆、推进滑块和挤压滑块。加热挤压部分包括加热器和喷头。
6.外壳和步进电机固定在装置底座上,丝杆支承在外壳内;丝杆一端伸出外壳并与步进电机的输出轴连接;推进滑块滑动连接在外壳的内部;丝杆与推进滑块的一端构成螺旋副;推进滑块的另一端与挤压滑块的内端形成转动副;外壳内腔的头端设置有内螺纹;挤压滑块上的外螺纹与外壳内螺纹旋接;内螺纹的螺旋升角大于挤压滑块与外壳之间的自锁角;加热器固定在外壳内腔的头端;喷头设置在外壳头端端面上;外壳上部设置有进料口,进料口位于靠近加热器的位置。
7.作为优选,连接部分还包括第一轴承和第二轴承,第一轴承的外圈固定在外壳靠近步进电机的端部,内圈与丝杆固定;第二轴承的外圈固定在挤压滑块的一端,内圈与推进滑块的另一端固定。
8.作为优选,所述第一、第二轴承均为型号为6300的深沟球轴承。
9.作为优选,驱动部分还包括联轴器,用于连接丝杆与步进电机连接。
10.作为优选,传送部分还包括定位杆。定位杆固定在外壳内部,与推进滑块滑动连接,限制推进滑块的自由度,使其进行轴向运动。
11.作为优选,所述加热器为ptc恒温加热器。
12.作为优选,ptc恒温加热器包括陶瓷和热敏电阻,陶瓷用来通电加热,提供热量。热敏电阻用于监控内部温度。
13.作为优选,包括一组不同尺寸的喷头,与外壳头端端面可拆卸连接。
14.打开加热器,将3d打印的原材料颗粒通过进料口放入外壳内部,加热空间通过加热器提供的稳定热量来融化原料颗粒。然后启动步进电机驱动丝杠旋转,丝杠的转动使推进滑块做轴向运动,挤压滑块将在推进滑块的推动下沿着外壳内部的螺纹做螺旋运动,实现对加热空间中已融合的弹性材料的挤压。由于挤压滑块与外壳内部螺旋连接,因此两者的接触面更大,液态的弹性材料更难渗透到拉丝机的其他部位,即增强了挤压部分的密封强度。受到挤压的弹性材料从喷头喷出,与空气接触后冷却成丝状。
15.本发明具有以下有益效果:
16.1、针对现有的拉丝机进行了改装,传送部分由步进电机驱动,简化了传送部分的结构,设备结构简单,降低制作成本,并设计了可更换式的喷头,可以实现不同直径的3d打印线材的制备。
17.2、改进了挤压部分的机械结构,将挤压滑块与外壳内部由滑动连接改进为螺旋连接,增大了挤压滑块与外壳内部的接触面,保证融化后的液体弹性材料不会泄露,增强了挤压部分的密封强度,实现对弹性材料的挤压拉丝。
18.3、本发明的体积更小、操作更简单,非专业人员亦可以迅速掌握。更适合在实验室、个人diy等小场合使用。
附图说明
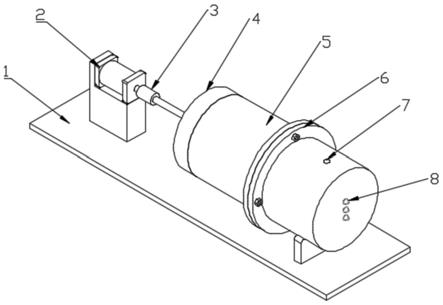
19.图1为实施例中3d打印弹性材料拉丝机整体结构示意图;
20.图2为实施例中3d打印弹性材料拉丝机的剖面图;
21.图3为实施例中推挤滑块的结构示意图;
22.图4为实施例中挤压滑块的剖面图;
23.图5为实施例中外壳的剖面图。
24.图6为实施例中加热装置的正视图。
具体实施方式
25.以下结合附图对本发明作进一步的解释说明;
26.如图1、图2所示,一种桌面级的3d打印弹性材料拉丝机,包括包括装置底座1、步进电机2、联轴器3、外壳左部4、外壳中部5、外壳右部6、进料口7、喷嘴8、ptc恒温加热器9、挤压滑块10、第一轴承11、推进滑块12、定位杆13、螺丝14、第二轴承15和丝杆16。
27.外壳左部4、外壳中部5和外壳右部6依次通过螺丝14固定,组成外壳。
28.外壳和步进电机2固定在装置底座1上,丝杆16支承在外壳内,丝杆16的一端伸出外壳,通过联轴器3与步进电机2的输出端连接,另一端穿过第一轴承15的内圈与通过定位杆13滑动固定在外壳内部的推进滑块12螺旋连接。第一轴承15的外壳固定在靠近步进电机2的端部。推进滑块12的另一端通过第二轴承11与挤压滑块10的内端形成转动副。其中联轴器3为10mm的夹壳联轴器。
29.如图3所示,推进滑块12的第一段是直径为60mm的圆柱,圆柱中心有和丝杆配合的螺纹孔,用来接受丝杠传递过来的螺旋运动。第一段圆柱的中心轴线上有直径为4mm的通孔,用来安装定位杆13,定位杆13可以限制推进滑块12的自由度,使其只能沿着外壳的内径做轴向运动。推进滑块12的第二段是直径为40mm的圆柱,圆柱中心有直径为16mm的通孔,用于保证推进滑块做轴向运动的时候丝杠不会与其产生干涉。
30.挤压滑块10通过设置在外壳内部的螺纹与外壳螺旋连接,螺纹的螺旋升角大于挤压滑块10与外壳的自锁角。如图4所示,挤压滑块10是直径为96mm的圆柱,在圆柱的外围有一圈螺纹,其主要作用是和外壳内壁的螺纹配合,保证加热室的密封性。圆柱的左端有直径为68mm的孔,用于安装第二轴承11,轴承孔在右端有直径为16mm的圆柱孔,作为安全裕度,防止丝杠和挤压滑块产生干涉。挤压滑块在推动滑块的推动下,沿着外壳内径的螺纹线做轴向运动加螺旋运动,轴向运动可以用来挤压加热室内已经融化的柔性材料原料;而螺纹的配合可以保证加热室的密封性,防止融化为液体的柔性材料泄露。
31.如图5所示,外壳为外径140mm、长度300mm的圆柱,内径为100mm。在外壳右部6的内部设置有一个直径为110mm、长度为20mm的圆柱体空腔,用于安装加热器9形成加热空间。外壳右端沿着垂直轴线分布三个螺纹孔,用于安装喷嘴8。外壳右部6的上端设置有进料口7。
32.如图6所示,加热器9为o型ptc恒温加热器,包括陶瓷和热敏电阻,其中陶瓷主要用来通电加热为该装置提供热量,而热敏电阻主要是用来监控整个腔体内部的温度,将信息传递给外部的控制器,从而保证腔体内部有恒定的温度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1