一种高强度复合塑钢板材的制备方法及其应用与流程
1.本发明属于复合材料制备方法技术领域,具体涉及一种高强度复合塑钢板材的制备方法及其应用。
背景技术:
2.目前国内水利工程中大量使用的钢板、混凝土、浆砌石、松木桩等传统材料;大量开采砂石、木材本身就是破环生态环境的行为;在国家提倡“以塑代钢”“环保生态”的发展要求下,开始出现了塑料制品替代的钢板、混凝土、浆砌石、松木桩等传统材料;但存在塑料制品加工工艺影响产品性能的问题,导致产品成型难,强度低,性能不达标的问题;因此,解决加工工艺对产品性能的影响,是目前需要解决的问题。
技术实现要素:
3.为了解决上面问题,本发明提供了一种高强度复合塑钢板材的制备方法,包含以下步骤:
4.s1.将树脂、补强剂、抗氧剂、改性剂、稳定剂加入搅拌装置中进行搅拌得到混合物a;
5.s2.将混合物a加入双螺杆挤出机的加料搅拌段;
6.s3.加料搅拌段温度升温后加入润滑助剂和相容剂得到混合物b;
7.s4.将混合物b输送到冷却段;
8.s5.将混合物b输送到双螺杆挤出机的熔融段;
9.s6.将熔融段熔融的混合物b输送到熔体输送段;
10.s7.将熔融的混合物b输送到均化段,经过排气段,通过口模挤出成型高强度复合塑钢板材。
11.优选地,所述s1中搅拌得到混合物a的搅拌条件为在300~500r/min的搅拌条件下搅拌10
‑
30min。
12.优选地,所述s3加料搅拌段温度升温至65
‑
75℃时加入润滑助剂和相容剂,再继续升温至78
‑
85℃。
13.优选地,所述s4冷却段温度降至20
‑
40℃。
14.优选地,所述s5熔融段的温度设置为120
‑
160℃。
15.优选地,所述s6熔体输送段的温度设置为120
‑
160℃。
16.优选地,所述s7中口模处温度为125
‑
145℃。
17.优选地,所述s1中树脂为聚氯乙烯。
18.优选地,所述s1中补强剂为活性钙。
19.本发明第二方面提供了一种高强度复合塑钢板材在水利工程领域中的应用。
20.有益效果
21.通过本发明制备方法制备的高强度复合塑钢板材具有易成型,强度高的特点。
22.通过本发明制备方法制备的高强度复合塑钢板材不含铅、汞等有害物质,可替代传统护坡方式中使用的钢板、混凝土、浆砌石、松木桩等传统材料,可以减少沙石开采。
23.通过本发明制备方法制备的高强度复合塑钢板材具有施工简便快捷,施工对周边影响小,施工对自然环境气候影响较小。
24.通过本发明制备方法制备的高强度复合塑钢板材具有造价更低,不会生锈、腐蚀和剥落,无需后期维护;可应用在中小河流护坡、护岸、止水、挡水、围堰、农田水利灌排渠道、人工湖、景观湖、球场、亲水平台护岸、湖泊、湿地护坡、挡浪、水闸、堤坝防护、防管涌、海堤堤岸、船舶岸壁、渔港码头、海产、渔业养殖场所护岸、养殖鱼池、道路边坡、路基防护、山体消坡、垃圾处理场所挡水、隔墙中。
具体实施方式
25.下面结合具体实施方式对本发明提供技术方案中的技术特征作进一步清楚、完整的描述,并非对其保护范围的限制。
26.本发明中的词语“优选的”、“更优选的”等是指,在某些情况下可提供某些有益效果的本发明实施方案。然而,在相同的情况下或其他情况下,其他实施方案也可能是优选的。此外,对一个或多个优选实施方案的表述并不暗示其他实施方案不可用,也并非旨在将其他实施方案排除在本发明的范围之外。
27.一种高强度复合塑钢板材的制备方法,包含以下步骤:
28.s1.将树脂、补强剂、抗氧剂、改性剂、稳定剂加入搅拌装置中进行搅拌得到混合物a;
29.s2.将混合物a加入双螺杆挤出机的加料搅拌段;
30.s3.加料搅拌段温度升温后加入润滑助剂和相容剂得到混合物b;
31.s4.将混合物b输送到冷却段;
32.s5.将混合物b输送到双螺杆挤出机的熔融段;
33.s6.将熔融段熔融的混合物b输送到熔体输送段;
34.s7.将熔融的混合物b输送到均化段,经过排气段,通过口模挤出成型高强度复合塑钢板材。
35.在一种实施方式中,所述s7中排气段分为对空排气段和真空排气段。
36.在一种实施方式中,所述排气段将物料熔融混合时产生的气体在大气压下排到空气中去。
37.在一种实施方式中,所述真空排气段将对残留在物料中的气体,进一步强制排气。
38.申请人在实验中意外发现,真空排气段将对残留在物料中的气体强制排气,此时设备导程变小,熔体对螺槽的充满度大于1,故建立起压力,以便最后将已混合的物料由口模挤出成型。
39.在一种实施方式中,所述s1中搅拌得到混合物a的搅拌条件为在300~500r/min的搅拌条件下搅拌10
‑
30min。
40.在一种实施方式中,所述s3加料搅拌段温度升温至65
‑
75℃时加入润滑助剂和相容剂,再继续升温至78
‑
85℃。
41.申请人在实验中意外发现,已搅拌均匀的物料由输送至加温搅拌段,通过加热器
传给机筒的热量和旋转元件对物料的捏合,物料间的相互作用力得到了改变。
42.在一种实施方式中,所述s3加料搅拌段温度升温至70℃时加入润滑助剂和相容剂,再继续升温至80℃。
43.在一种实施方式中,所述s4冷却段温度降至20
‑
40℃。
44.在一种实施方式中,所述s4冷却段温度降至30℃。
45.申请人在实验中意外发现,通过对物料进行降温,可以调整物料中分子链段的排列顺序。
46.在一种实施方式中,所述s5熔融段的温度设置为120
‑
160℃。
47.在一种实施方式中,所述s5熔融段的温度设置为140℃。
48.申请人在实验中意外发现,在熔融段物料收到双螺杆挤出机捏合、挤压、剪切的作用,熔融段温度设置过高,会导致物料氧化,降低产品的性能。
49.在一种实施方式中,所述s6熔体输送段的温度设置为120
‑
160℃。
50.在一种实施方式中,所述s6熔体输送段的温度设置为140℃。
51.在一种实施方式中,所述s7中口模处温度为125
‑
145℃。
52.在一种实施方式中,所述s7中口模处温度为135℃。
53.在一种实施方式中,所述s1中树脂为聚氯乙烯。
54.在一种实施方式中,所述s1中补强剂为活性钙。
55.在一种实施方式中,所述活性钙为轻质碳酸钙。
56.在一种实施方式中,所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的混合物。
57.在一种实施方式中,所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的重量比为4:1:2。
58.在一种实施方式中,所述s1中改性剂为为acr改性剂。
59.在一种实施方式中,所述acr改性剂是由丙烯酸酯类单体通过乳液聚合工艺制得的acr树脂。
60.在一种实施方式中,所述s1中稳定剂为钙锌稳定剂。
61.在一种实施方式中,所述s3中润滑助剂包括润滑助剂a和润滑助剂b。
62.在一种实施方式中,所述润滑助剂a为pe蜡。
63.在一种实施方式中,所述润滑助剂b为环氧大豆油。
64.在一种实施方式中,所述润滑助剂a和润滑助剂b的重量比为1:1。
65.在一种实施方式中,所述s3中相容剂为氯乙烯
‑
醋酸乙烯共聚物。
66.本发明第二方面提供了一种高强度复合塑钢板材在水利工程领域中的应用。
67.实施例
68.实施例1
69.一种高强度复合塑钢板材的制备方法,包含以下步骤:
70.s1.按重量份计,将树脂85份、补强剂20份、抗氧剂2份、改性剂2份、稳定剂2.5份加入搅拌装置中进行搅拌得到混合物a;
71.s2.将混合物a加入双螺杆挤出机的加料搅拌段;
72.s3.按重量份计,加料搅拌段温度升温后加入润滑助剂6份和相容剂3份得到混合
物b;
73.s4.将混合物b输送到冷却段;
74.s5.将混合物b输送到双螺杆挤出机的熔融段;
75.s6.将熔融段熔融的混合物b输送到熔体输送段;
76.s7.将熔融的混合物b输送到均化段,经过排气段,通过口模挤出成型高强度复合塑钢板材。
77.所述s1中搅拌得到混合物a的搅拌条件为在300r/min的搅拌条件下搅拌30min。
78.所述s3加料搅拌段温度升温至70℃时加入润滑助剂和相容剂,再继续升温至80℃。
79.所述s4冷却段温度降至30℃。
80.所述s5熔融段的温度设置为140℃。
81.所述s6熔体输送段的温度设置为140℃。
82.所述s7中口模处温度为135℃。
83.所述s1中树脂为聚氯乙烯。
84.所述聚氯乙烯的购买厂家为内蒙古鄂尔多斯电力冶金股份有限公司氯碱化工分公司,型号为sg
‑
5。
85.所述s1中补强剂为轻质碳酸钙。
86.所述轻质碳酸钙购买厂家为江阴市广源超微粉有限公司,型号为yg。
87.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的混合物。
88.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的重量比为4:1:2。
89.所述s1中改性剂为acr改性剂。
90.所述acr改性剂是由丙烯酸酯类单体通过乳液聚合工艺制得的acr树脂。
91.所述acr改性剂购买厂家为淄博华星助剂有限公司,型号为acr
‑
zb
‑
401。
92.所述s1中稳定剂为钙锌稳定剂。
93.所述钙锌稳定剂中钙含量为16wt%,锌含量为9wt%。
94.所述钙锌稳定剂的购买厂家为衡水天星助剂有限公司。
95.所述s3中润滑助剂包括润滑助剂a和润滑助剂b。
96.所述润滑助剂a为pe蜡。
97.所述pe蜡购买厂家为宁海博尔化工有限公司,型号为br
‑
2。
98.所述润滑助剂b为环氧大豆油。
99.所述环氧大豆油购买厂家为济南铭威化工有限公司。
100.所述润滑助剂a和润滑助剂b的重量比为1:1。
101.所述s3中相容剂为氯乙烯
‑
醋酸乙烯共聚物。
102.所述氯乙烯
‑
醋酸乙烯共聚物购买厂家为湖北实顺生物科技有限公司,型号为lc
‑
201。
103.实施例2
104.一种高强度复合塑钢板材的制备方法,包含以下步骤:
105.s1.按重量份计,将树脂85份、补强剂20份、抗氧剂2份、改性剂2份、稳定剂2.5份加入搅拌装置中进行搅拌得到混合物a;
106.s2.将混合物a加入双螺杆挤出机的加料搅拌段;
107.s3.按重量份计,加料搅拌段温度升温后加入润滑助剂6份和相容剂3份得到混合物b;
108.s4.将混合物b输送到冷却段;
109.s5.将混合物b输送到双螺杆挤出机的熔融段;
110.s6.将熔融段熔融的混合物b输送到熔体输送段;
111.s7.将熔融的混合物b输送到均化段,经过排气段,通过口模挤出成型高强度复合塑钢板材。
112.所述s1中搅拌得到混合物a的搅拌条件为在500r/min的搅拌条件下搅拌10min。
113.所述s3加料搅拌段温度升温至70℃时加入润滑助剂和相容剂,再继续升温至80℃。
114.所述s4冷却段温度降至30℃。
115.所述s5熔融段的温度设置为140℃。
116.所述s6熔体输送段的温度设置为140℃。
117.所述s7中口模处温度为135℃。
118.所述s1中树脂为聚氯乙烯。
119.所述聚氯乙烯的购买厂家为内蒙古鄂尔多斯电力冶金股份有限公司氯碱化工分公司,型号为sg
‑
5。
120.所述s1中补强剂为轻质碳酸钙。
121.所述轻质碳酸钙购买厂家为江阴市广源超微粉有限公司,型号为yg。
122.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的混合物。
123.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的重量比为4:1:2。
124.所述s1中改性剂为acr改性剂。
125.所述acr改性剂是由丙烯酸酯类单体通过乳液聚合工艺制得的acr树脂。
126.所述acr改性剂购买厂家为淄博华星助剂有限公司,型号为acr
‑
zb
‑
401。
127.所述s1中稳定剂为钙锌稳定剂。
128.所述钙锌稳定剂中钙含量为16wt%,锌含量为9wt%。
129.所述钙锌稳定剂的购买厂家为衡水天星助剂有限公司。
130.所述s3中润滑助剂包括润滑助剂a和润滑助剂b。
131.所述润滑助剂a为pe蜡。
132.所述pe蜡购买厂家为宁海博尔化工有限公司,型号为br
‑
2。
133.所述润滑助剂b为环氧大豆油。
134.所述环氧大豆油购买厂家为济南铭威化工有限公司。
135.所述润滑助剂a和润滑助剂b的重量比为1:1。
136.所述s3中相容剂为氯乙烯
‑
醋酸乙烯共聚物。
137.所述氯乙烯
‑
醋酸乙烯共聚物购买厂家为湖北实顺生物科技有限公司,型号为lc
‑
201。
138.实施例3
139.一种高强度复合塑钢板材的制备方法,包含以下步骤:
140.s1.按重量份计,将树脂85份、补强剂20份、抗氧剂2份、改性剂2份、稳定剂2.5份加入搅拌装置中进行搅拌得到混合物a;
141.s2.将混合物a加入双螺杆挤出机的加料搅拌段;
142.s3.按重量份计,加料搅拌段温度升温后加入润滑助剂6份和相容剂3份得到混合物b;
143.s4.将混合物b输送到冷却段;
144.s5.将混合物b输送到双螺杆挤出机的熔融段;
145.s6.将熔融段熔融的混合物b输送到熔体输送段;
146.s7.将熔融的混合物b输送到均化段,经过排气段,通过口模挤出成型高强度复合塑钢板材。
147.所述s1中搅拌得到混合物a的搅拌条件为在500r/min的搅拌条件下搅拌10min。
148.所述s3加料搅拌段温度升温至50℃时加入润滑助剂和相容剂,再继续升温至60℃。
149.所述s4冷却段温度降至30℃。
150.所述s5熔融段的温度设置为140℃。
151.所述s6熔体输送段的温度设置为140℃。
152.所述s7中口模处温度为135℃。
153.所述s1中树脂为聚氯乙烯。
154.所述聚氯乙烯的购买厂家为内蒙古鄂尔多斯电力冶金股份有限公司氯碱化工分公司,型号为sg
‑
5。
155.所述s1中补强剂为轻质碳酸钙。
156.所述轻质碳酸钙购买厂家为江阴市广源超微粉有限公司,型号为yg。
157.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的混合物。
158.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的重量比为4:1:2。
159.所述s1中改性剂为acr改性剂。
160.所述acr改性剂是由丙烯酸酯类单体通过乳液聚合工艺制得的acr树脂。
161.所述acr改性剂购买厂家为淄博华星助剂有限公司,型号为acr
‑
zb
‑
401。
162.所述s1中稳定剂为钙锌稳定剂。
163.所述钙锌稳定剂中钙含量为16wt%,锌含量为9wt%。
164.所述钙锌稳定剂的购买厂家为衡水天星助剂有限公司。
165.所述s3中润滑助剂包括润滑助剂a和润滑助剂b。
166.所述润滑助剂a为pe蜡。
167.所述pe蜡购买厂家为宁海博尔化工有限公司,型号为br
‑
2。
168.所述润滑助剂b为环氧大豆油。
169.所述环氧大豆油购买厂家为济南铭威化工有限公司。
170.所述润滑助剂a和润滑助剂b的重量比为1:1。
171.所述s3中相容剂为氯乙烯
‑
醋酸乙烯共聚物。
172.所述氯乙烯
‑
醋酸乙烯共聚物购买厂家为湖北实顺生物科技有限公司,型号为lc
‑
201。
173.实施例4
174.一种高强度复合塑钢板材的制备方法,包含以下步骤:
175.s1.按重量份计,将树脂85份、补强剂20份、抗氧剂2份、改性剂2份、稳定剂2.5份加入搅拌装置中进行搅拌得到混合物a;
176.s2.将混合物a加入双螺杆挤出机的加料搅拌段;
177.s3.按重量份计,加料搅拌段温度升温后加入润滑助剂6份和相容剂3份得到混合物b;
178.s4.将混合物b输送到双螺杆挤出机的熔融段;
179.s5.将熔融段熔融的混合物b输送到熔体输送段;
180.s6.将熔融的混合物b输送到均化段,经过排气段,通过口模挤出成型高强度复合塑钢板材。
181.所述s1中搅拌得到混合物a的搅拌条件为在500r/min的搅拌条件下搅拌10min。
182.所述s3加料搅拌段温度升温至70℃时加入润滑助剂和相容剂,再继续升温至80℃。
183.所述s4熔融段的温度设置为140℃。
184.所述s5熔体输送段的温度设置为140℃。
185.所述s6中口模处温度为135℃。
186.所述s1中树脂为聚氯乙烯。
187.所述聚氯乙烯的购买厂家为内蒙古鄂尔多斯电力冶金股份有限公司氯碱化工分公司,型号为sg
‑
5。
188.所述s1中补强剂为轻质碳酸钙。
189.所述轻质碳酸钙购买厂家为江阴市广源超微粉有限公司,型号为yg。
190.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的混合物。
191.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的重量比为4:1:2。
192.所述s1中改性剂为acr改性剂。
193.所述acr改性剂是由丙烯酸酯类单体通过乳液聚合工艺制得的acr树脂。
194.所述acr改性剂购买厂家为淄博华星助剂有限公司,型号为acr
‑
zb
‑
401。
195.所述s1中稳定剂为钙锌稳定剂。
196.所述钙锌稳定剂中钙含量为16wt%,锌含量为9wt%。
197.所述钙锌稳定剂的购买厂家为衡水天星助剂有限公司。
198.所述s3中润滑助剂包括润滑助剂a和润滑助剂b。
199.所述润滑助剂a为pe蜡。
200.所述pe蜡购买厂家为宁海博尔化工有限公司,型号为br
‑
2。
201.所述润滑助剂b为环氧大豆油。
202.所述环氧大豆油购买厂家为济南铭威化工有限公司。
203.所述润滑助剂a和润滑助剂b的重量比为1:1。
204.所述s3中相容剂为氯乙烯
‑
醋酸乙烯共聚物。
205.所述氯乙烯
‑
醋酸乙烯共聚物购买厂家为湖北实顺生物科技有限公司,型号为lc
‑
201。
206.实施例5
207.一种高强度复合塑钢板材的制备方法,包含以下步骤:
208.s1.按重量份计,将树脂85份、补强剂20份、抗氧剂2份、改性剂2份、稳定剂2.5份加入搅拌装置中进行搅拌得到混合物a;
209.s2.将混合物a加入双螺杆挤出机的加料搅拌段;
210.s3.按重量份计,加料搅拌段温度升温后加入润滑助剂6份和相容剂3份得到混合物b;
211.s4.将混合物b输送到冷却段;
212.s5.将混合物b输送到双螺杆挤出机的熔融段;
213.s6.将熔融段熔融的混合物b输送到熔体输送段;
214.s7.将熔融的混合物b输送到均化段,经过排气段,通过口模挤出成型高强度复合塑钢板材。
215.所述s1中搅拌得到混合物a的搅拌条件为在500r/min的搅拌条件下搅拌10min。
216.所述s3加料搅拌段温度升温至70℃时加入润滑助剂和相容剂,再继续升温至80℃。
217.所述s4冷却段温度降至30℃。
218.所述s5熔融段的温度设置为180℃。
219.所述s6熔体输送段的温度设置为180℃。
220.所述s7中口模处温度为135℃。
221.所述s1中树脂为聚氯乙烯。
222.所述聚氯乙烯的购买厂家为内蒙古鄂尔多斯电力冶金股份有限公司氯碱化工分公司,型号为sg
‑
5。
223.所述s1中补强剂为轻质碳酸钙。
224.所述轻质碳酸钙购买厂家为江阴市广源超微粉有限公司,型号为yg。
225.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的混合物。
226.所述s1中抗氧剂为亚磷酸酯、2,6
‑
二叔丁基对甲基苯酚、2,6
‑
二叔丁基
‑4‑
甲基苯酚的重量比为4:1:2。
227.所述s1中改性剂为acr改性剂。
228.所述acr改性剂是由丙烯酸酯类单体通过乳液聚合工艺制得的acr树脂。
229.所述acr改性剂购买厂家为淄博华星助剂有限公司,型号为acr
‑
zb
‑
401。
230.所述s1中稳定剂为钙锌稳定剂。
231.所述钙锌稳定剂中钙含量为16wt%,锌含量为9wt%。
232.所述钙锌稳定剂的购买厂家为衡水天星助剂有限公司。
233.所述s3中润滑助剂包括润滑助剂a和润滑助剂b。
234.所述润滑助剂a为pe蜡。
235.所述pe蜡购买厂家为宁海博尔化工有限公司,型号为br
‑
2。
236.所述润滑助剂b为环氧大豆油。
237.所述环氧大豆油购买厂家为济南铭威化工有限公司。
238.所述润滑助剂a和润滑助剂b的重量比为1:1。
239.所述s3中相容剂为氯乙烯
‑
醋酸乙烯共聚物。
240.所述氯乙烯
‑
醋酸乙烯共聚物购买厂家为湖北实顺生物科技有限公司,型号为lc
‑
201。
241.性能测试:
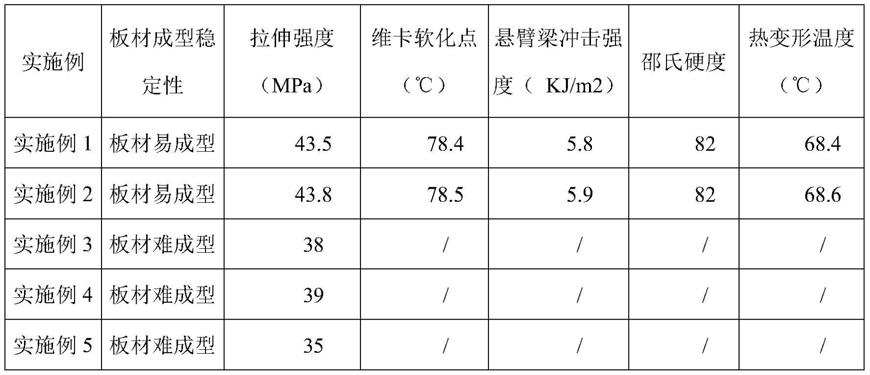
242.对实施例1
‑
5制备的高强度复合塑钢板材进行以下性能测试,测试数据见表1。
243.1.维卡软化点:按照gb/t1633
‑
2000的标准,采用负荷为50n,加热速率为50℃/h的条件进行测试。
244.2.悬臂梁冲击强度:通过gb/t1843
‑
2008的标准进行测试。
245.3.热变形温度:通过gb/t1634.2
‑
2019的标准进行测试。
246.4.拉伸强度:按照gb/t1040.2
‑
2006的标准,测试速度为5mm/min进行测试拉伸强度。
247.表1
[0248][0249]
前述的实例方式仅是说明性的,用于解释本发明所述方法的一些特征。所附的权利要求旨在要求可以设想的尽可能广的范围,且本文所呈现的实施例仅是根据所有可能的实施例的组合的选择的实施方式的说明。因此,申请人的用意是所附的权利要求不被说明本发明的特征的示例的选择限制。在权利要求中所用的一些数值范围也包括了在其之内的子范围,这些范围中的变化也应在可能的情况下解释为被所附的权利要求覆盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1