制备片状料件的设备及方法与流程
1.本发明属于物料生产技术领域,特别涉及一种制备片状料件的设备及方法。
背景技术:
2.大多数治疗药物通过使用皮下注射进入人体,这是一种低成本、快速和直接的给药方式。然而患者自身却不能较容易地使用注射器,且注射器带来的疼痛和恐惧也进一步限制了患者的依从性。微针(包括尺寸为微米级的针头)上载药并经皮给药,这是解决上述问题的方法之一。微针经皮给药方式可实现无痛感的药物传输,提高了患者的依从性和安全性。同时微针还能实现药物等定量和定位输送,可以做到精确给药,给药效果好。除此之外,微针还可以用作皮肤预处理,具有增强皮肤渗透性的能力。因此,微针具有较好的临床应用前景。但是单个微针贴片的生产还存在无法连续大批量生产,以及生产效率低,结构复杂,废料无法回收等问题。当然除了微针贴片的生产外,其他片状料件的生产也有基本相同的问题,如硅胶片、面膜等片状美容产品。
3.因此,有必要开发一种制备片状料件的设备及方法,以解决现有片状料件生产中所存在的技术问题。
技术实现要素:
4.本发明的目的在于提供一种制备片状料件的设备及方法,能够实现片状料件的连续且大批量自动化生产,提高片状料件的生产效率。
5.为实现上述目的,本发明提供一种制备片状料件的设备,包括第一模切机构、第一剥离机构和第二模切机构,所述第一模切机构设置在第一切割工位,所述第一剥离机构设置在第一剥离工位,所述第二模切机构设置在第二切割工位;
6.所述设备被配置为:当第一载体材料将目标物原片输送至所述第一切割工位时,所述第一模切机构用于切割所述目标物原片,以得到多个片状结构;
7.所述设备还被配置为:当所述第一载体材料将多个所述片状结构输送至所述第一剥离工位时,所述第一剥离机构用于剥离所述第一载体材料和多个所述片状结构,且被剥离的多个所述片状结构被输送至贴合工位;
8.所述设备还被配置为:当第二载体材料将粘贴胶带材料输送至所述第二切割工位时,所述第二模切机构用于切割所述粘贴胶带材料,以得到多个背胶贴,且多个所述背胶贴由所述第二载体材料输送至所述贴合工位;
9.所述设备还被配置为:在所述贴合工位,多个所述片状结构与多个所述背胶贴粘附贴合,以得到多个片状料件。
10.可选的,所述设备还包括第二剥离机构,所述第二剥离机构设置在第二剥离工位;
11.所述设备还被配置为:当所述第二载体材料将多个所述片状料件输送至所述第二剥离工位时,所述第二剥离机构用于剥离所述第二载体材料和多个所述片状料件。
12.可选的,所述设备还包括排废胶带材料和第一收废料机构;所述排废胶带材料设
置在所述第一切割工位的上游,并与所述第一载体材料的至少一侧边缘粘接;
13.所述第一收废料机构设置在所述第一切割工位的下游,并与所述排废胶带材料连接;
14.所述设备被配置为:在所述第一切割工位,所述排废胶带材料粘接所述目标物原片的废料,且所述第一收废料机构回收相粘接的所述排废胶带材料和所述目标物原片的废料。
15.可选的,所述设备还包括第一压合机构,设置在第一压合工位,所述第一压合工位设置在所述第一切割工位的上游;
16.所述设备被配置为:在所述第一压合工位,所述第一压合机构将两股独立的所述排废胶带材料压合在所述第一载体材料的相对侧的两边缘。
17.可选的,所述第一压合机构包括能够转动的第一压辊和压合第一支撑辊,所述第一压辊用于将所述排废胶带材料压合在所述第一载体材料上,所述压合第一支撑辊用于在所述第一载体材料背离所述排废胶带材料的一侧进行支撑,所述压合第一支撑辊的位置与所述第一压辊的位置相对应。
18.可选的,所述设还包括第二收废料机构,设置在所述第一剥离工位的下游,并与所述第一载体材料连接;所述第二收废料机构用于回收所述第一剥离工位被剥离的所述第一载体材料。
19.可选的,所述第一模切机构包括能够自转的第一圆刀,所述第一圆刀的外表面设置有第一刀片,所述第一刀片的数量与所述片状结构的数量一致,所述第一刀片的形状与所述片状结构的形状相同,所述第一圆刀的自转轴线水平设置且与目标物原片的输送方向垂直,所述第一载体材料的移动速度为:所述第一圆刀的转速和所述第一圆刀的周长的乘积。
20.可选的,所述第一圆刀的转速为(0,100r/min],所述第一载体材料的移动速度为(0,60m/min]。
21.可选的,所述第一模切机构还包括能够转动的模切第一支撑辊,所述第一圆刀和所述模切第一支撑辊分别设置在所述第一载体材料的相对两侧,所述模切第一支撑辊与所述第一圆刀的位置相对应。
22.可选的,所述第一模切机构还包括能够转动的模切第二支撑辊和第二压辊,所述模切第一支撑辊和所述模切第二支撑辊均设置在所述第一载体材料的同一侧,所述第二压辊和所述模切第二支撑辊分别设置在所述第一载体材料的相对两侧;所述第二压辊和所述模切第二支撑辊的位置相对应,并均设置在所述模切第一支撑辊的上游。
23.可选的,所述第一剥离机构包括第一剥离刀,所述第一剥离刀具有第一边和第二边,所述第一剥离刀的第一边和第二边形成第一夹角;
24.所述第一剥离刀用于在所述第一载体材料背离所述片状结构的一侧通过所述第一边和所述第二边顶住所述第一载体材料,并使所述第一载体材料在所述第一剥离刀处由水平的延伸方向转变至向下倾斜的延伸方向,所述第一载体材料的水平延伸方向与向下倾斜的延伸方向形成第三夹角,所述第三夹角的角度大于或等于330
°
。
25.可选的,所述设备还包括第一张紧机构,设置在所述第一模切机构的下游,并用于张紧所述第一载体材料。
26.可选的,所述第一张紧机构包括第一张紧辊和第二张紧辊,所述第一张紧辊和所述第二张紧辊设置在所述第一载体材料的相对两侧。
27.可选的,所述设备还包括第二压合机构,设置在第二压合工位,所述第二压合工位设置在所述第二切割工位的上游;
28.所述设备被配置为:在所述第二压合工位,所述第二压合机构将所述粘贴胶带材料压合在所述第二载体材料上。
29.可选的,所述第二压合机构包括能够转动的第二压辊和压合第二支撑辊,所述第二压辊用于将所述粘贴胶带材料压合在所述第二载体材料上,所述压合第二支撑辊用于在所述第二载体材料背离所述粘贴胶带材料的一侧进行支撑,所述压合第二支撑辊的位置与所述第二压辊的位置相对应。
30.可选的,所述第二模切机构包括能够自转的第二圆刀,所述第二圆刀的外表面设置有第二刀片,所述第二刀片的数量与所述背胶贴的数量一致,所述第二刀片的形状与所述背胶贴的形状相同,所述第二圆刀的自转轴线水平设置且与目标物原片的输送方向垂直,所述第二载体材料的移动速度为:所述第二圆刀的转速和所述第二圆刀的周长的乘积。
31.可选的,所述第二圆刀的转速为(0,100r/min],所述第二载体材料的移动速度为(0,60m/min]。
32.可选的,所述第二模切机构还包括能够转动的模切第二支撑辊,所述第二圆刀和所述模切第二支撑辊分别设置在所述第二载体材料的相对两侧,所述模切第二支撑辊与所述第二圆刀的位置相对应。
33.可选的,所述设备还包括第三收废料机构和/或第四收废料机构;所述第三收废料机构设置在所述第二压合机构的下游,并用于回收在所述第二压合工位被剥离的所述粘贴胶带材料上的离型纸;所述第四收废料机构设置在所述第二模切机构的下游,并用于回收所述粘贴胶带材料的废料。
34.可选的,所述第二剥离机构包括第二剥离刀,所述第二剥离刀具有第一边和第二边,所述第二剥离刀的第一边和第二边形成第二夹角;
35.所述第二剥离刀用于在所述第二载体材料背离所述片状料件的一侧通过所述第一边和所述第二边顶住所述第二载体材料,并使所述第二载体材料在所述第二剥离刀处由水平的延伸方向转变至向下倾斜的延伸方向,所述第二载体材料的水平延伸方向与向下倾斜的延伸方向形成第四夹角,所述第四夹角的角度大于或等于330
°
。
36.可选的,所述设备还包括第二张紧机构,设置在所述第二剥离机构的下游,并用于张紧所述第二载体材料。
37.可选的,所述第二张紧机构包括第三张紧辊和第四张紧辊,所述第三张紧辊和所述第四张紧辊设置在所述第二载体材料的相对两侧。
38.可选的,所述设备还包括吹气机构,用于在所述贴合工位向所述第二载体的方向吹气;所述吹气机构的吹气方向与水平方向的夹角角度为(0
°
,90
°
]。
39.可选的,所述吹气机构包括多孔气刀。
40.可选的,所述设备还包括通信连接的贴合位置检测装置和贴合位置调整装置;
41.所述贴合位置检测装置用于识别所述贴合工位上的片状料件的贴合状态;
42.所述贴合位置调整装置用于根据所述贴合状态调整所述第一载体材料的位置。
43.可选的,所述贴合位置检测装置包括视觉识别装置,所述视觉识别装置用于获取所述片状料件的图像信息,并根据所述图像信息识别所述片状料件的贴合状态。
44.可选的,所述贴合位置调整装置包括能够水平和/或竖直移动的调整平台,所述调整平台设置在所述第一剥离工位之前,所述调整平台用于托举所述第一载体材料,且所述第一载体材料在被剥离之前保持为水平状态。
45.可选的,所述第一载体材料具有第一水平部分和与所述第一水平部分呈夹角的第一倾斜部分;
46.所述第二载体材料在所述贴合工位具有第二水平部分;
47.所述第一水平部分和所述第二水平部分水平对齐,且所述第一水平部分和所述水平部分具有间隙,所述间隙为0.5~5.0mm。
48.可选的,所述设备还包括第三张紧机构,设置在所述贴合工位的下游以及所述第二剥离工位的上游,并用于张紧所述第二载体材料。
49.可选的,所述第三张紧机构包括第五张紧辊和第六张紧辊,设置在所述第二剥离工位的前方,所述第五张紧辊和所述第六张紧辊分别设置在所述第二载体材料的相对两侧。
50.可选的,所述设备还包括第五收废料机构,设置在所述第二剥离机构的下游,并与所述第二载体材料连接;所述第五收废料机构用于回收剥离的所述第二载体材料。
51.可选的,所述第一载体材料的移动速度与所述第二载体材料的移动速度相同;
52.所述第一模切机构包括能够自转的第一圆刀,所述第一圆刀的外表面设置有第一刀片,所述第一刀片的形状与所述片状结构的形状相同,所述第一圆刀的自转轴线水平设置且与目标物原片的输送方向垂直;
53.所述第二模切机构包括能够自转的第二圆刀,所述第二圆刀的外表面设置有第二刀片,所述第二刀片的形状与所述背胶贴的形状相同,所述第二圆刀的自转轴线水平设置且与粘贴胶带的输送方向垂直;
54.所述第一圆刀的转速与所述第二圆刀的转速相同。
55.为实现上述目的,本发明还提供一种制备片状料件的方法,包括:
56.提供第一载体材料、第二载体材料、粘贴胶带材料和目标物原片;
57.由所述第一载体材料承托所述目标物原片输送至第一切割工位,在所述第一切割工位,通过第一模切机构切割所述目标物原片,以得到多个片状结构;
58.由所述第一载体材料承托多个所述片状结构输送至第一剥离工位,在所述第一剥离工位,通过第一剥离机构剥离所述第一载体材料和多个所述片状结构,且被剥离的多个所述片状结构被输送至贴合工位;
59.由所述第二载体材料承托所述粘贴胶带材料输送至第二切割工位,在所述第二切割工位,通过第二模切机构切割所述粘贴胶带材料,以得到多个背胶贴,且多个所述背胶贴由所述第二载体材料输送至所述贴合工位;
60.在所述贴合工位,将多个所述片状结构与多个所述背胶贴粘附贴合,以得到多个片状料件。
61.可选的,得到片状料件之后,所述方法还包括:
62.由所述第二载体材料承托多个所述片状料件输送至第二剥离工位,在所述第二剥
离工位,通过第二剥离机构剥离所述第二载体材料和多个所述片状料件。
63.可选的,所述方法还包括:
64.在所述第一切割工位的上游,在所述第一载体材料的至少一侧边缘上粘接排废胶带材料;以及在所述第一切割工位切割,通过所述排废胶带材料粘接所述目标物原片的废料,并与所述第一载体材料分离,同时还通过下游的第一收废料机构回收相粘接的所述目标物原片的废料和所述排废胶带材料。
65.可选的,在所述第一载体材料的至少一侧边缘上粘接排废胶带材料的方法包括:
66.通过上游的第一压合机构在第一压合工位将两股独立的所述排废胶带材料压合在所述第一载体材料的两相对侧的边缘。
67.可选的,所述方法还包括:
68.通过下游的第二收废料机构回收所述第一剥离工位被剥离的所述第一载体材料。
69.可选的,通过第一模切机构切割所述目标物原片的方法包括:
70.提供第一圆刀,并在所述第一圆刀的外表面上设置第一刀片,所述第一刀片的形状与所述片状结构的形状相同;
71.驱动所述第一圆刀自转,所述第一圆刀的自转轴线水平设置且与目标物原片的输送方向垂直;
72.通过所述第一圆刀的自转切割运动中的所述第一载体材料上的目标物原片,得到片状结构;
73.其中,所述第一载体材料的移动速度为:所述第一圆刀的转速和所述第一圆刀的周长的乘积。
74.可选的,通过第一剥离机构剥离所述第一载体材料和多个所述片状结构的方法包括:
75.提供第一剥离刀,所述第一剥离刀具有第一边和第二边,所述第一剥离刀的第一边和第二边形成第一夹角;
76.在所述第一载体材料背离所述片状结构的一侧,利用所述第一剥离刀的第一边和第二边顶住所述第一载体材料,并使所述第一载体材料在所述第一剥离刀处由水平的延伸方向转变至向下倾斜的延伸方向,所述第一载体材料的水平延伸方向与向下倾斜的延伸方向形成第三夹角,所述第三夹角的角度大于或等于330
°
。
77.可选的,所述第二载体材料承托所述粘贴胶带材料的方法包括:
78.通过上游的第二压合机构在第二压合工位将所述粘贴胶带材料压合在所述第二载体材料上。
79.可选的,通过第二模切机构切割所述粘贴胶带材料的方法包括:
80.提供第二圆刀,并在所述第二圆刀的外表面上设置第二刀片,所述第二刀片的形状与所述背胶贴的形状相同;
81.驱动所述第二圆刀自转,所述第二圆刀的自转轴线水平设置且与粘贴胶带的输送方向垂直;
82.通过所述第二圆刀的自转切割运动中的所述第二载体材料上的粘贴胶带材料,得到背胶贴。
83.可选的,通过第二剥离机构剥离所述第二载体材料和多个所述片状料件的方法包
括:
84.提供第二剥离刀,所述第二剥离刀具有第一边和第二边,所述第二剥离刀的第一边和第二边形成第二夹角;
85.在所述第二载体材料背离所述片状料件的一侧,利用所述第二剥离刀的第一边和第二边顶住所述第二载体材料,并使所述第二载体材料在所述第二剥离刀处由水平的延伸方向转变至向下倾斜的延伸方向,所述第二载体材料的水平延伸方向与向下倾斜的延伸方向形成第四夹角,所述第四夹角的角度大于或等于330
°
。
86.可选的,所述方法还包括:
87.通过下游的第三收废料机构回收在所述第二压合工位被剥离的所述粘贴胶带材料上的离型纸,并通过下游的第四收废料机构回收所述粘贴胶带材料的废料。
88.可选的,所述方法还包括:
89.在所述贴合工位,通过吹气机构向所述第二载体材料的方向进行吹气,所述吹气机构的吹气方向与水平方向的夹角角度为(0
°
,90
°
]。
90.可选的,所述夹角角度为30
°
~90
°
。
91.可选的,所述方法还包括:
92.通过贴合位置检测装置识别所述贴合工位处片状料件的贴合状态,并通过贴合位置调整装置根据所述贴合状态调整所述第一载体材料的位置。
93.可选的,通过贴合位置检测装置识别所述贴合工位处片状料件的贴合状态的方法包括:
94.将贴合位置检测装置设置为视觉识别装置,通过所述视觉识别装置获取所述片状料件的图像信息,并根据所述图像信息获取所述片状料件的贴合状态。
95.可选的,通过贴合位置调整装置根据所述贴合状态调整所述第一载体材料的位置的方法包括:
96.提供调整平台,将所述调整平台设置在所述第一剥离工位之前;
97.通过所述调整平台托举所述第一载体材料,且所述第一载体材料在被剥离之前保持为水平状态;
98.通过所述调整平台的水平和/或竖直移动调整所述第一载体材料的位置。
99.可选的,所述方法还包括:
100.将所述第一模切机构配置为包括能够自转的第一圆刀,所述第一圆刀的外表面设置有第一刀片,所述第一刀片的形状与所述片状结构的形状相同,所述第一圆刀的自转轴线水平设置且与目标物原片的输送方向垂直;
101.将所述第二模切机构配置为包括能够自转的第一圆刀,所述第一圆刀的外表面设置有第一刀片,所述第一包括能够自转的第二圆刀,所述第二圆刀的外表面设置有第二刀片,所述第二刀片的形状与所述背胶贴的形状相同,所述第二圆刀的自转轴线水平设置且与粘贴胶带的输送方向垂直;以及,
102.将所述第一载体材料的移动速度与所述第二载体材料的移动速度设置为相同,并使所述第一圆刀和所述第二圆刀的转速设置为相同。
103.在上述制备片状料件的设备及方法中,通过第一模切机构、第一剥离机构和第二模切机构,可实现片状料件的自动裁切、自动剥离、自动贴合,能够实现片状料件的自动化
生产,生产效率高,易于实现连续且大批量的生产,降低生产成本。
104.在上述制备片状料件的设备及方法中,通过各个收废料机构和/或排废料胶带,能够实现废料的回收,节约了能源,进一步降低了生产成本。
105.在上述制备片状料件的设备及方法中,通过吹气机构在贴合工位进行吹气,可实现片状结构与背胶贴的更牢固粘附贴合,改善贴合效果。
106.在上述制备片状料件的设备及方法中,通过贴合位置检测装置识别贴合工位处片状料件的贴合状态,并通过贴合位置调整装置根据所述贴合状态调整所述第一载体材料的位置,可以确保片状结构和背胶贴的贴合精度,保证产品质量,特别的,贴合位置调整装置包括调整平台时,通过调整平台可托举第一载体材料,保证第一载体材料处于绷紧状态,从而确保切割和剥离的有效性,进一步保证加工精度。
附图说明
107.本领域的普通技术人员将会理解,提供的附图用于更好地理解本发明,而不对本发明的范围构成任何限定。其中:
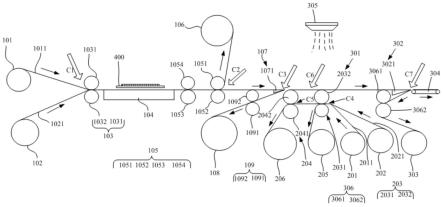
108.图1为本发明优选实施例的制备片状料件的设备的主视图,其中箭头指示物料的输送方向;
109.图2为本发明优选实施例的排废胶带材料粘附在第一载体材料的两相对侧边缘的状态示意图;
110.图3为本发明优选实施例的制备片状料件的工艺流程图;
111.图4a为本发明优选实施例的第一剥离工位处实施剥离以及贴合工位处实施贴合的局部结构示意图;
112.图4b为图4a中的第一剥离工位处第一载体材料的第一水平部分和第一倾斜部分呈第三夹角的结构示意图;
113.图5a为本发明优选实施例的第二剥离工位处实施剥离的局部结构示意图;
114.图5b为图5a中的第二剥离工位处第二载体材料的第二水平部分和第二倾斜部呈第四夹角的结构示意图;
115.图6为本发明优选实施例的多个片状结构与多个背胶贴粘附贴合的状态。
116.[附图标记说明如下]:
[0117]
400-目标物原片;500-片状结构;600-背胶贴;
[0118]
101-排废胶带材料卷;1011-排废胶带材料;102-载体第一材料卷;1021-第一载体材料;10211-第一水平部分;10212-第一倾斜部分;103-第一压合机构;1031-第一压辊;1032-压合第一支撑辊;104-放料平台;105-第一模切机构;1051-第一圆刀;1052-模切第一支撑辊;1053-模切第二支撑辊;1054-第二压辊;106-第一收废料机构;107-第一剥离机构;1071-第一剥离刀;108-第二收废料机构;109-第一张紧机构;1091-第一张紧辊;1092-第二张紧辊;
[0119]
201-粘贴胶带材料卷;2011-粘贴胶带材料;202-载体第二材料卷;2021-第二载体材料;20211-第二水平部分;20212-第二倾斜部分;203-第二压合机构;2031-第二压辊;2032-压合第二支撑辊;204-第二模切机构;2041-第二圆刀;2042-模切第二支撑辊;205-第三收废料机构;206-第四收废料机构;
[0120]
301-第三贴合机构;302-第二剥离机构;3021-第二剥离刀;303-第五收废料机构;304-下料传送带;305-吹气机构;3051-多孔气刀;306-第二张紧机构;3061-第三张紧辊;3062-第四张紧辊;307-贴合位置检测装置;308-贴合位置调整装置;3081-调整平台;309-第三张紧机构;3091-第五张紧辊;3092-第六张紧辊。
具体实施方式
[0121]
下面将结合示意图对本发明进行更详细的描述,其中表示了本发明的优选实施例,应该理解本领域技术人员可以修改在此描述的本发明,而仍然实现本发明的有利效果。因此,下列描述应当被理解为对于本领域技术人员的广泛知道,而并不作为对本发明的限制。
[0122]
为了清楚,不描述实际实施例的全部特征。在下列描述中,不详细描述公知的功能和结构,因为它们会使本发明由于不必要的细节而混乱。应当认为在任何实际实施例的开发中,必须做出大量实施细节以实现开发者的特定目标,例如按照有关系统或有关商业的限制,由一个实施例改变为另一个实施例。另外,应当认为这种开发工作可能是复杂和耗费时间的,但是对于本领域技术人员来说仅仅是常规工作。在下列段落中参照附图以举例方式更具体地描述本发明。根据下面说明,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
[0123]
此外,在本技术使用的术语是仅仅出于描述特定实施方式的目的,而非旨在限制本技术。在本技术中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。应当理解,本技术说明书中使用的“第一”、“第二”、“第三”、“第四”、“第五”、“第六”、“第七”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部件。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个;“多个”表示两个及两个以上的数量。除非另行指出,“前部”、“后部”、“下部”和/或“上部”等类似词语只是为了便于说明,而并非限于一个位置或者一种空间定向。“包括”或者“包含”等类似词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。
[0124]
本文中,“前方”是相对于“后方”而言的;“前方”是指物料先到达的位置,“后方”相对于“前方”为后收到物料的位置,“前后”是沿着物料的传输方向的水平方向,“左右”是垂直于物料的传输方向的水平方向;“向前”是指物料由前方向后方输送的方向。如图1中,垂直于纸面的方向为左右方向,平行于纸面的方向为前后方向。所应理解,本文中的物料可指未加工的产品,也可指加工后的产品。此外,术语“上游”是相对于“下游”而言的;“上游”相对于“下游”通常是先加工或先接收物料的位置;“下游”相对于“上游”通常是后加工或后接收物料的位置。
[0125]
下面结合附图,对本技术示例性实施方式进行详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互补充或相互组合。此外本发明中的目标物原片可以是微针原片,也可以是其他片状物的原片,如制备硅胶片的原片或制备面膜的原片等。
[0126]
图1示出了本发明优选实施例的制备片状料件的设备的主视图,其中箭头指示物料的输送方向,图6为本发明优选实施例的多个片状结构与多个背胶贴粘附贴合的结构状
态。
[0127]
请参考图1和图6,本实施例提供一种制备片状料件的设备,所制备的片状料件包括片状结构500和背胶贴600。所述片状结构500为片材结构,所述背胶贴600粘附在片状结构500的一面。如片状结构500为微针贴,微针贴包括基底以及基底的一面设置的多根微针,所述背胶贴600粘合在所述基底的另一面上。通常的,背胶贴600的一部分与片状结构500粘附,另一部分与片状结构500不粘附,背胶贴600与片状结构500不粘附的部分可与皮肤粘附。
[0128]
重点参考图1,并结合图4a~图4b以及图5a~图5b,所述制备片状料件的设备包括并行运行的第一生产线和第二生产线;所述片状结构500由第一生产线生产得到;所述背胶贴600由第二生产线生产得到;进一步的,所述片状结构500和所述背胶贴600可以预定形状和尺寸生产。
[0129]
所述第一生产线包括第一模切机构105和第一剥离机构107。优选,所述第一生产线还包括载体第一材料卷102,载体第一材料卷102通常设置在设备的最上游,载体第一材料卷102用于装载成卷的第一载体材料1021。第一载体材料1021为片材结构,通常为透明的低粘度膜。第一载体材料1021用于承托目标物原片400,并实现目标物原片400的传送。进一步的,所述第一生产线还包括排废胶带材料卷101,排废胶带材料卷101也设置在设备的最上游,排废胶带材料卷101用于装载成卷的排废胶带材料1011。
[0130]
优选的,所述第一生产线还包括第一收废料机构106、第二收废料机构108、第一压合机构103和放料平台104中的至少一个。所述第一收废料机构106设置在第一切割工位(箭头c2所指示的位置)的下游,并与排废胶带材料1011连接。所述第二收废料机构108设置在第一剥离工位(箭头c3所指示的位置)的下游,并与第一载体材料1021连接。所述第一压合机构103设置在第一压合工位(箭头c1所指示的位置),所述第一压合工位设置在所述第一切割工位的上游。所述放料平台104设置在所述第一压合工位的下游,以及所述第一切割工位的上游,用于承载目标物原片400。
[0131]
所述第二生产线包括第二模切机构204。优选,所述第二生产线还包括粘贴胶带材料卷201和载体第二材料卷202;粘贴胶带材料卷201用于装载成卷的粘贴胶带材料2011;载体第二材料卷202用于装载成卷的第二载体材料2021;第二载体材料2021用于承托粘贴胶带材料2011,进一步还用于承托贴合后的片状料件,第二载体材料2021还用于实现背胶贴600和片状料件的传送。优选的,所述第二生产线还包括第二压合机构203、第三收废料机构205和第四收废料机构206中的至少一个。所述第二压合机构203设置在第二压合工位(箭头c4所指示的位置),所述第二压合工位设置在第二切割工位的上游。所述第三收废料机构205设置在第二压合机构203的下游。所述第四收废料机构206设置在第二模切机构204的下游。
[0132]
所述制备片状料件的设备还包括第三生产线,与所述第一生产线和所述第二生产线串行运行。也就是说,所述第三生产线根据第一生产线生产的片状结构500和第二生产线生产的背胶贴600,生产片状料件。本文中的片状料件即为最终生产的产品。
[0133]
优选的,所述第三生产线还包括第二剥离机构302。优选的,所述第三生产线还包括第三贴合机构301和第五收废料机构303中的至少一个。进一步的,所述第三生产线还可包括下料传送带304。所述第三贴合机构301作为优选的结构,用于在贴合工位辅助片状结
构500和背胶贴600的贴合,使粘合效果更好。优选的,所述第三贴合机构301包括吹气机构305,所述吹气机构305在贴合工位向第二载体材料2021的方向进行吹气。其中所述第二剥离机构302设置在第二剥离工位(箭头c7所指示的位置)。所述第五收废料机构303设置在第二剥离机构302的下游,并与第二载体材料2021连接。
[0134]
所应理解,在贴合工位,根据从第一生产线上传送到贴合工位处的片状结构500的速度和位置,以及根据从第二生产线上传送到贴合工位处的背胶贴600的速度和位置,便可以在贴合工位使片状结构500和背胶贴600一一对准并自动粘合,其中背胶贴600的胶面朝上而粘附片状结构500。还应理解,本实施例的目标物原片400若为微针原片,则微针原片包括但不限于制备眼膜,还可以是制备其他片状微针产品。
[0135]
进一步的,所述设备还包括排废胶带材料输送机构和第一载体材料输送机构。参考图2,所述排废胶带材料输送机构负责将成卷的排废胶带材料1011沿其长度方向不断送出。所述第一载体材料输送机构与排废胶带材料输送机构并行设置,并负责将成卷的第一载体材料1021沿其长度方向不断送出。被送出的排废胶带材料1011通常位于被送出的第一载体材料1021的上方,排废胶带材料1011设置在第一切割工位的上游,排废胶带材料1011的宽度小于第一载体材料1021的宽度,排废胶带材料1011的两面具有粘性并用以粘附在第一载体材料1021的至少一侧边缘,且还用于粘附目标物原片400切割后的废料。
[0136]
本发明优选实施例中,被送出的排废胶带材料1011和被送出的第一载体材料1021在第一压合工位(箭头c1所指示的位置)由第一压合机构103进行压合,使排废胶带材料1011压合在第一载体材料1021上。进一步的,在所述第一压合工位,所述第一压合机构103将两股独立的排废胶带材料1011压合在第一载体材料1021的相对侧的两边缘,如图2所示。当然在其他实施例中,所述第一压合机构103可以在第一压合工位将单股排废胶带材料压1011压合在第一载体材料1021的一侧边缘上。
[0137]
继续参考图1,排废胶带材料压1011与第一载体材料1021压合后继续由第一载体材料1021向下游输送,然后优选在放料平台104的位置,第一载体材料1021与目标物原片400接合(包括粘接),使目标物原片400通过第一载体材料1021进行支撑并输送。优选的,目标物原片400覆盖第一载体材料1021和排废胶带材料1011。第一载体材料1021接合目标物原片400后继续向下游输送并带动目标物原片400移动至第一切割工位(箭头c2所指示的位置)。在所述第一切割工位,由第一模切机构105切割第一载体材料1021上的目标物原片400,形成多个具有预定形状和尺寸的片状结构500,多个片状结构500依然粘附在第一载体材料1021上,且在切割过程中需保证不会切割到第一载体材料1021。进一步的,目标物原片400切割后的废料粘附在排废胶带材料1011上,并由第一收废料机构106将目标物原片400切割后的废料和排废胶带材料1011一起卷走回收,即原先粘附在第一载体材料1021上的排废胶带材料1011脱离第一载体材料1021,而与目标物原片400的废料粘接进行回收。切割后形成的多个片状结构500继续由第一载体材料1021输送至第一剥离工位(箭头c3所指示的位置)。在所述第一剥离工位,由第一剥离机构107剥离(或分离)第一载体材料1021和片状结构500,被剥离的所有片状结构500被输送至贴合工位(箭头c6所指示的位置),且被剥离的第一载体材料1021优选由第二收废料机构108卷走回收。
[0138]
进一步的,所述第二生产线还包括第二载体材料输送机构和粘贴胶带材料输送机构。所述粘贴胶带材料输送机构负责将成卷的粘贴胶带材料2011沿其长度方向不断送出。
所述第二载体材料输送机构与粘贴胶带材料输送机构并行设置,并负责将成卷的第二载体材料2021沿其长度方向不断送出。被送出的粘贴胶带材料2011位于被送出的第二载体材料2021的下方或上方,通常为下方。粘贴胶带材料2011的一面具有粘性并用以局部粘附片状结构500,其由第二载体材料2021进行支撑并输送。
[0139]
被送出的粘贴胶带材料2011和被送出的第二载体材料2021优选在第二贴合工位(箭头c4所指示的位置)由第二压合机构203进行压合,使粘贴胶带材料2011压合在第二载体材料2021上,并同时在第二贴合工位剥离粘贴胶带材料2011上的离型纸,且优选由第三收废料机构205回收离型纸。所述第二压合机构203用于在第二压合工位将所述粘贴胶带材料2011压合在第二载体材料2021上。
[0140]
所述粘贴胶带材料2011通过第二载体材料2021继续向下游输送至第二切割工位(箭头c5所指示的位置),由第二模切机构204切割第二载体材料2021上的粘贴胶带材料2011,形成多个具有预定形状和尺寸的背胶贴600,多个背胶贴600依然接合在第二载体材料2021上,而粘贴胶带材料2011切割后的废料优选由第四收废料机构206进行回收。切割后形成的多个背胶贴600继续由第二载体材料2021输送至贴合工位。
[0141]
在贴合工位(箭头c6大致所指示的位置),多个片状结构500和多个背胶贴600粘附贴合,得到多个片状料件。在本实施例中,每个背胶贴600具有粘性的一面的部分与片状结构500的局部区域粘接,如图6所示。粘接贴合的片状结构500和背胶贴600依然由第二载体材料2021承托向下游输送。
[0142]
为了使背胶贴600和片状结构500更好的粘接贴合,优选由吹气机构305在贴合工位向第二载体材料2021的方向进行吹气,吹气方向与水平方向的夹角为(0
°
,90
°
],更优选为30
°
~90
°
,更优选90
°
。所述吹气机构305优选包括多孔气刀,吹气气流优选气流量为100~200l/min,气压值为0.4~0.7mpa,吹气气流可调。多孔气刀形成一排微气流束,孔径0.5~3mm,宽幅大于第二载体材料2021的宽度。
[0143]
如图1所示,在本发明优选实施例中,多个片状料件继续通过第二载体材料2021输送并到达第二剥离工位。在第二剥离工位(箭头c7大致所指示的位置),由第二剥离机构302剥离(或分离)第二载体材料2021和多个片状料件,被剥离的多个片状料件进一步可被输送至下料传送带304上,被剥离的第二载体材料2021优选由第五收废料机构303进行回收。
[0144]
所应理解,第一生产线和第二生产线始终分别依次连续地生产片状结构500和背胶贴600,从而在第三生产线上也始终依次连续地生产片状料件。也即,对于第一生产线,批量的目标物原片400依次有序地输送进行放料、模切,得到片状结构500并剥离后进入第三生产线;对于第二生产线,批量的粘贴胶带材料2011依次有序地输送进行压合、分离离型纸、模切,得到背胶贴600,背胶贴600进入第三生产线;对于第三生产线,不断地将片状结构500和背胶贴600进行粘接贴合,可进一步与第二载体材料2021剥离。还应理解,第二载体材料2021和第一载体材料2021实际上为同一种材料。
[0145]
本发明的制备片状料件的设备可实现片状料件的连续且大批量的生产,提高片状料件的生产效率,降低片状料件的生产成本。尤其优选制备片状料件的设备还可实现废料的回收,有效的节约能源,降低生产成本。
[0146]
参考图1,所述第一压合机构103可包括第一压辊1031和压合第一支撑辊1032,第一压辊1031设置在第一载体材料1021的上方,压合第一支撑辊1032设置在第一载体材料
1021的下方。排废胶带材料1011位于第一载体材料1021和第一压辊1031之间,第一压辊1031用于将排废胶带材料1011压合在第一载体材料1021上;压合第一支撑辊1032对第一载体材料1021进行支撑,以保证压合的稳定性。第一压辊1031通常为胶辊;压合第一支撑辊1032为金属辊,如不锈钢辊。第一压辊1031和压合第一支撑辊1032都能够转动。所述压合第一支撑辊1032的位置与第一压辊1031的位置相对应。
[0147]
本实施例中,所述放料平台104为可选的结构,目标物原片400可事先设置在放料平台104上,如部分放置在放料平台104上,部分直接放置在第一载体材料1021上。可选的,所述第一载体材料1021可跨过放料平台104的上方与目标物原片400结合,或可跨过放料平台104的下方与目标物原片400结合。
[0148]
进一步的,所述第一模切机构105包括能够自转的第一圆刀1051,第一圆刀1051的外表面设置有第一刀片,第一刀片的形状与片状结构500的形状相同。第一刀片的数量与片状结构500的数量相同。在第一切割工位,驱动第一圆刀1051自转,所述第一圆刀1051的自转轴线水平设置且与目标物原片400的输送方向垂直,如从图1的角度看,第一圆刀1051的自转轴线垂直于纸面;从而通过第一圆刀101的自转切割正在移动的第一载体材料1021上的目标物原片400,得到片状结构500。
[0149]
本实施例中,第一圆刀1051的转动速度与第一载体材料1021的移动速度相关,所述第一载体材料1021的移动速度为:所述第一圆刀1051的转速和第一圆刀1051的周长的乘积,因此,根据第一圆刀1051的直径来适应性调整第一载体材料1021的移动速度即可;从而保证第一圆刀1051能够连续地切割目标物原片400,并且在切割时确保不会切割第一载体材料1021。优选的,第一圆刀1051的转动速度转速为(0,100r/min],第一载体材料1021的移动速度为(0,60m/min]。
[0150]
所述第一模切机构105优选还包括模切第一支撑辊1052,对应于第一圆刀1051设置。模切第一支撑辊1052与第一圆刀1051分别设置在第一载体材料1021的相对两侧。模切第一支撑辊1052对第一载体材料1021进行支撑以便于模切(或切割),保证模切的稳定性,且模切第一支撑辊1052可转动。更优选所述第一模切机构105还包括模切第二支撑辊1053,设置在模切第一支撑辊1052的上游。所述模切第一支撑辊1052和模切第二支撑辊1053设置在第一载体材料1021的同一侧,且两者位置通常比较接近。所述模切第二支撑辊1053可进一步支撑第一载体材料1021,以进一步提供模切的支撑力,进一步保证模切的稳定性。模切第二支撑辊1053亦可转动。应理解,所述压合第一支撑辊1032、模切第二支撑辊1053和模切第一支撑辊1052都可由齿轮驱动转动,这些支撑辊还可实现第一载体材料1021的传送,且这些支撑辊优选为金属辊,如不锈钢辊。
[0151]
所述第一模切机构105优选还包括能够转动的第二压辊1054,所述第二压辊1054和模切第二支撑辊1053分别设置在第一载体材料1021的相对两侧;所述第二压辊1054和模切第二支撑辊1053的位置相对应;从而通过第二压辊1054压抵目标物原片400,如压抵微针原片的非针体区域,以使目标物原片400和第一载体材料1021更好的贴合。所述第二压辊1054通常为胶辊。
[0152]
所述第一收废料机构106可包括第一收废料卷筒,以卷收目标物原片400切割后的废料和排废胶带材料1011。
[0153]
如图4a所示,所述第一剥离机构107包括第一剥离刀1071,第一剥离刀1071具有第
一边和第二边,所述第一剥离刀1071的第一边和第二边形成第一夹角θ1,所述第一夹角θ1的角度小于或等于30
°
。所述第一剥离刀1071用于在第一载体材料1021背离片状结构500的一侧通过其第一边和第二边顶住第一载体材料1021,并使第一载体材料1021在第一剥离刀1071处形成由水平的延伸方向转变至向下倾斜的延伸方向,即第一载体材料1021通过第一剥离刀1071形成延伸方向不同的两部分。所述第一载体材料1021的两部分为第一水平部分10211和第一倾斜部分10212,第一水平部分10211沿水平方向延伸,第一倾斜部分10212向下以相对于重力方向倾斜的方向延伸。
[0154]
如图4b所示,所述第一载体材料1021的所述两部分在背离第一剥离刀1071的一侧形成第三夹角α1,所述第三夹角α1的角度大于或等于330
°
。在第一剥离工位,通过第一剥离刀1071改变第一载体材料1021的输送方向,使第一载体材料1021在第一剥离刀1071处形成较大的转弯,从而剥离第一载体材料1021与片状结构500。本技术对第一剥离刀1071的形状不作限定,如不限定为三角形,还可以是梯形。
[0155]
所述第二收废料机构108可包括第二收废料卷筒,以卷收被剥离的第一载体材料1021,以便重复使用。
[0156]
继续参考图1,所述第一生产线优选还包括第一张紧机构109,设置在第一模切机构105的下游,并用于张紧第一载体材料1021。所述第一张紧机构109可包括第一张紧辊1091和第二张紧辊1092,如设置在第二收废料机构108的上游。第一张紧辊1091和第二张紧辊1092设置在第一载体材料1021的相对两侧并压抵第一载体材料1021。第一张紧辊1091可为金属辊,如不锈钢辊,第二张紧辊1092可为胶辊。第一张紧辊1091和第二张紧辊1092都可转动,并可由齿轮带动其转动。所述第一张紧机构109中的张紧辊的位置和数量不作限定。而且张紧辊除用于张紧外,还可实现第一载体材料1021的输送。
[0157]
所述第二压合机构203可包括第二压辊2031和压合第二支撑辊2032,所述第二压辊2031用于将粘贴胶带材料2011压合在第二载体材料2021上,所述压合第二支撑辊2032用于在第二载体材料2021背离粘贴胶带材料2011的一侧进行支撑,所述压合第二支撑辊2032的位置与第二压辊2031的位置相对应。在第二压合工位,第二压辊2031和压合第二支撑辊2032配合将粘贴胶带材料2011和第一载体材料1021压合。第二压辊2031通常为胶辊,压合第二支撑辊2032为金属辊,如不锈钢辊。第二压辊2031和压合第二支撑辊2032都能够转动,并还可实现第二载体材料2021的输送。
[0158]
所述第二模切机构204包括能够自转的第二圆刀2041,第二圆刀2041的外表面设置有第二刀片,第二刀片的形状与背胶贴600的形状相同。第二刀片的数量与背胶贴600的数量相同。通过在第二切割工位,驱动第二圆刀2041自转,所述第二圆刀2041的自转轴线水平设置且与粘贴胶带2011的输送方向垂直,如从图1的角度看,第二圆刀2041的自转轴线垂直于纸面;从而通过第二圆刀2041的旋转切割正在移动的第二载体材料2021上的粘贴胶带材料2011,将粘贴胶带材料2011切割成所需的背胶贴600。
[0159]
本实施例中,第二圆刀2041的转动速度与第二载体材料2021的移动速度相关,所述第二载体材料2021的移动速度为:所述第二圆刀2041的转速和第二圆刀2041的周长的乘积,因此,根据第二圆刀2041的直径来适应性调整第二载体材料2021的移动速度即可;从而保证第二圆刀2041能够连续地切割粘贴胶带材料2011,且在切割时确保不会切割第二载体材料2021。优选的,第二圆刀2041的转速为(0,100r/min],第二载体材料2021的移动速度为
(0,60m/min]。
[0160]
优选的,所述第一圆刀1051和第二圆刀2041的转速相同。优选的,所述第一载体材料1021和第二载体材料2021的移动速度相同,以有效的确保在贴合工位片状结构500能够与背胶贴600贴合。
[0161]
所述第二模切机构204优选还包括模切第二支撑辊2042,模切第二支撑辊2042对应于第二圆刀2041的位置。所述第二圆刀2041和模切第二支撑辊2042分别设置在第二载体材料2021的相对两侧。模切第二撑辊2042对第二载体材料2021进行支撑以便于模切或切割,保证粘贴胶带材料2011切割的稳定性。模切第二支撑辊2042亦可转动,除了提供支撑力外,模切第二支撑辊2042还可实现第二载体材料2021的输送。模切第二支撑辊2042优选为金属辊,更优选为不锈钢辊。
[0162]
所述第三收废料机构205可包括第三收废料卷筒,以卷收粘贴胶带材料2011上剥离的离型纸。所述第四收废料机构206可包括第四收废料卷筒,以卷收粘贴胶带材料2011切割后的废料。
[0163]
如图5a所示,所述第二剥离机构302可包括第二剥离刀3021,所述第二剥离刀3021具有第一边和第二边,所述第二剥离刀3021的第一边和第二边形成第二夹角θ2,所述第二夹角θ2的角度小于或等于30
°
。所述第二剥离刀3021用于在第二载体材料2021背离所述片状料件的一侧通过其第一边和第二边顶住第二载体材料2021,并使所述第二载体材料2021在第二剥离刀3021处形成由水平的延伸方向转变至向下倾斜的延伸方向,即第二载体材料2021通过第二剥离刀3021形成延伸方向不同的两部分。所述第二载体材料2021的两部分为第二水平部分20211和第二倾斜部分20212,第二水平部分20211沿水平方向延伸,第二倾斜部分20212向下以相对于重力方向倾斜的方向延伸。
[0164]
如图5b所示,所述第二载体材料2021的所述两部分在背离所述第二剥离刀3021的一侧形成第四夹角α2,所述第四夹角α2的角度大于或等于330
°
。在第二剥离工位,通过第二剥离刀3021改变第二载体材料2021的输送方向,使第二载体材料20211在第二剥离刀3021处形成较大的转弯,从而剥离第二载体材料2021与片状料件。本技术对第二剥离刀3021的形状不作限定,如不限定为三角形,还可以是梯形。
[0165]
所述第五收废料机构303可包括第五收废料卷筒,以卷收第二剥离刀3021剥离的第二载体材料2021。
[0166]
所述第三生产线还包括第二张紧机构306,设置在第二剥离机构302的下游,并用于张紧第二载体材料2021。进一步的,所述第二张紧机构306包括第三张紧辊3061和第四张紧辊3062,如设置在第五收废料机构303的上游。第三张紧辊3061和第四张紧辊3062设置在第二载体材料2021的相对两侧并压抵第二载体材料2021。第三张紧辊3061可为金属辊,如不锈钢辊,且既用于张紧又用于传输第二载体材料2021,还用于支撑第二载体材料2021;第四张紧辊3062通常为胶辊,既用于张紧,又用于传输第二载体材料2021。第三张紧辊3061和第四张紧辊3062都可转动,并可由齿轮带动其转动,从而保证二次剥离过程的稳定性。所述第二张紧机构306中的张紧辊的位置和数量不作要求。
[0167]
如图4a所示,所述吹气机构305可包括多孔气刀3051,对着背胶贴700和片状料件500相结合的位置吹气。优选的,所述吹气机构305的位置能够调整,以改变多孔气刀3051的吹气位置。如所述吹气机构305能够上下和/或水平移动。此外,所述吹气机构305的数量还
可以是多个,既在第一剥离工位的上游进行吹气,以使片状结构500与第一载体材料1021牢固的结合并进行摊平,又可以在贴合工位进行吹气,以使片状结构500与背胶贴600牢固的结合并进行摊平。所述吹气机构305的吹气方向与水平方向的夹角角度为(0
°
,90
°
],更优选为30
°
~90
°
,如90
°
。
[0168]
进一步优选的,所述设备还包括贴合位置检测装置307,用于识别在贴合工位上片状料件的贴合状态,所述贴合状态包括贴合位置,以便根据贴合位置检测装置307所识别的贴合状态,判断片状料件500和背胶贴600的贴合位置是否符合要求;如果不符合要求,则调整第第一载体材料1021的位置,主要是左右位置,甚至于上下位置。本技术对贴合位置检测装置307的结构不作特别的限定,如可以是视觉识别装置。所述视觉识别装置用于获取所述片状料件的图像信息,并根据所述图像信息识别所述片状料件的贴合状态。
[0169]
所述制备片状料件的设备优选还包括贴合位置调整装置308,与所述贴合位置检测装置307通信连接,如有线或无线通信。贴合位置调整装置308根据片状料件的贴合状态调整第一载体材料1021的位置。优选的,如图4a所示,所述贴合位置调整装置308包括能够水平和/或竖直移动的调整平台3081,所述调整平台3081设置在所述第一剥离工位的上游,所述调整平台3081用于托举所述第一载体材料1021,且所述第一载体材料1021在被剥离之前仍然保持为水平状态(即第一水平部分10211)。优选的,所述制备片状料件的设备还包括控制器,与所述贴合位置调整装置308通信连接,所述控制器用于根据所述视觉识别装置所识别的片状料件的贴合状态,控制贴合位置调整装置308调节第一载体材料1021的位置。
[0170]
本实施例的控制器的种类没有特别的限制,可以是执行逻辑运算的硬件,例如,单片机、微处理器、可编程逻辑控制器(plc,programmable logic controller)或者现场可编程逻辑门阵列(fpga,field-programmable gate array),或者是在硬件基础上的实现上述功能的软件程序、功能模块、函数、目标库(object libraries)或动态链接库(dynamic-link libraries)。或者,是以上两者的结合。本领域技术人在本技术公开的内容基础上,应当知晓如何具体实现控制器与其他设备间的通信。此外,采用控制器为本实施例的优选方式,本领域技术人员可以采用其他技术手段,例如手动控制,机械控制,可以实现同样的技术效果。
[0171]
进一步的,所述第一载体材料1021的第一水平部分10211和第二载体材料2021的第二水平部分20211水平对齐,且第一载体材料1021的第一水平部分10211和第二载体材料2021的第二水平部分20211具有间隙g(参阅图5a),所述间隙g优选为0.5~5.0mm,以此进一步保证片状结构500能够与背胶贴600在贴合工位自动对准并贴合。此处,“水平对齐”是指第一水平部分10211和第二水平部分20211相对于地面的高度相同。
[0172]
如图5a和图5b所示,所述第三生产线优选还包括第三张紧机构309,设置在所述贴合工位的下游以及所述第二剥离工位的上游,用于张紧第二载体材料2021,保证剥离过程的稳定性。所述第三张紧机构309可包括第五张紧辊3091和第六张紧辊3092,设置在第二剥离刀3021的上游。第五张紧辊3091和第六张紧辊3092分别设置在第二载体材料2021的相对两侧并压抵第二载体材料2021。第六张紧辊3092可为金属辊,如不锈钢辊,既用于张紧又用于传输第二载体材料2021,还用于支撑第二载体材料2021;第五张紧辊3091通常为胶辊,既用于张紧,又用于传输第二载体材料2021。第五张紧辊3091和第六张紧辊3092都可转动,并可由齿轮带动其转动。
[0173]
参阅图3,本实施例的制备片状料件的工艺流程大致包括:
[0174]
首先通过步骤s1进行目标物原片上料,并同时通过步骤s2进行粘贴胶带材料的上料,目标物原片和粘贴胶带材料上料后都通过对应的载体材料进行支撑并传送;
[0175]
上料后,通过步骤s3模切(或切割)目标物原片,同时通过步骤s4模切粘贴胶带材料;模切后,得到片状结构和背胶贴;
[0176]
模切后,通过步骤s5将片状结构和背胶贴粘附贴合,得到片状料件;最后优选通过步骤s6将片状料件与载体材料分离即可。
[0177]
进一步的,本发明实施例还提供一种制备片状料件的方法,包括:
[0178]
提供第一载体材料1021、第二载体材料2021、粘贴胶带材料2011和目标物原片400;
[0179]
由第一载体材料1021承托目标物原片400输送至第一切割工位,在所述第一切割工位,通过第一模切机构105切割目标物原片400,得到多个片状结构500;
[0180]
由第一载体材料1021承托多个片状结构500输送至第一剥离工位,在所述第一剥离工位,通过第一剥离机构107剥离第一载体材料1021和多个片状结构500,且被剥离的多个片状结构500被输送至贴合工位;
[0181]
由第二载体材料2021承托粘贴胶带材料2011输送至第二切割工位,在所述第二切割工位,通过第二模切机构204切割粘贴胶带材料2011,得到多个背胶贴600,且多个背胶贴600由第二载体材料2021输送至所述贴合工位;
[0182]
在所述贴合工位,将多个片状结构500与多个背胶贴600粘附贴合,得到多个片状料件。
[0183]
进一步优选的,得到片状料件之后,所述制备片状料件的方法还包括:
[0184]
由第二载体材料2021承托多个片状料件输送至第二剥离工位,在所述第二剥离工位,通过第二剥离机构302剥离第二载体材料2021和多个所述片状料件。
[0185]
进一步的,所述制备片状料件的方法还包括:
[0186]
在所述第一切割工位的上游,在所述第一载体材料1021的至少一侧边缘上粘接排废胶带材料1011,以及在所述第一切割工位,通过排废胶带材料1011粘接目标物原片400的废料并与第一载体材料1021分离,同时还通过第一收废料机构106回收相粘接的目标物原片400的废料和排废胶带材料1011。
[0187]
进一步的,在第一载体材料1021的至少一侧边缘上粘接排废胶带材料1011的方法包括:
[0188]
通过第一压合机构103在第一压合工位将两股独立的排废胶带材料1011压合在第一载体材料1021的两相对侧的边缘。
[0189]
进一步的,所述方法还包括:
[0190]
通过第二收废料机构108回收所述第一剥离工位被剥离的第一载体材料1021。
[0191]
进一步的,所述第二载体材料2021承托粘贴胶带材料2011的方法包括:
[0192]
通过第二压合机构203在第二压合工位将粘贴胶带材料2011压合在第二载体材料2021上。
[0193]
进一步的,所述方法还包括:
[0194]
通过第三收废料机构205回收在所述第二压合工位被剥离的粘贴胶带材料2011上
的离型纸,并通过第四收废料机构206回收粘贴胶带材料2011的废料。
[0195]
进一步的,所述方法还包括:
[0196]
通过贴合位置检测装置307识别所述贴合工位处片状料件的贴合状态,并通过贴合位置调整装置308根据所述贴合状态调整第一载体材料1021的位置。
[0197]
进一步的,通过贴合位置调整装置308根据所述贴合状态调整第一载体材料1021的位置的方法包括:
[0198]
通过调整平台3081托举第一载体材料1021,且所述第一载体材料1021在被剥离之前保持为水平状态;
[0199]
通过调整平台3081的水平和/或竖直移动调整第一载体材料1021的位置。
[0200]
应理解,第一载体材料1021在被剥离之前的部分始终保持为水平状态。
[0201]
根据上述实施例提供的制备片状料件的设备,结构紧凑,工艺连续,可实现片状料件的连续大批量生产,生产效率高,并且贴合精度高,改善了片状料件的生产质量,降低了生产成本。
[0202]
应当理解,上述优选实施例仅用于说明本发明而非用于限制本发明的保护范围。此外,也应理解,本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1