一种UV辊涂固化装置及其生产工艺的制作方法
一种uv辊涂固化装置及其生产工艺
技术领域
1.本发明涉及uv辊涂领域,尤其涉及一种uv辊涂固化装置。
背景技术:
2.传统的uv辊涂加工制作的方式一直比较粗糙,比较随意,因此,在生产加工中常常会出现各种各样的问题,此外,长产中产生的废气也是随意排放,加工出来的产品会存在多种小瑕疵,这些小瑕疵对产品的整体质量或多或少会产生影响。
技术实现要素:
3.基于以上所述,本发明提供一种uv辊涂固化装置,以解决现有uv辊涂加工粗糙,产品易产生瑕疵的问题。
4.为达此目的,本发明采用以下技术方案:一种uv辊涂固化装置,包括涂布房、流平装置、uv固化装置、冷却装置和下料堆叠装置,所述涂布房位于整个装置的首端,所述流平装置的一端与涂布房相连接,其另一端与uv固化装置相连接,所述uv固化装置的首端与流平装置相连,uv固化装置的尾端与冷却装置相连,所述冷却装置的尾端与下料堆叠装置相连。
5.作为本发明的一种优选方式,所述流平装置包括有机架、保温胆、内置进风管、喷风管、回风管和辊轴,所述保温胆的四周通过机架进行固定,所述内置进风管固定在保温胆上内壁的中间部位处,所述保温胆的下内壁以及左右内壁上均安装有回风管,所述辊轴的两端与左右内壁上的回风管相连,所述喷风管与内置进风管相连,且喷风管位于辊轴的正上方,所述机架的顶端还加装有用于控制风管高度的升降机。
6.作为本发明的一种优选方式,所述流平装置的上方架设有燃烧炉。
7.作为本发明的一种优选方式,所述uv固化装置的上方架设有净化装置。
8.作为本发明的一种优选方式,所述冷却装置包括冷却箱、外壳和夹芯板箱体,所述冷却箱固定在外壳的顶端,所述夹芯板箱体固定在外壳的内部,所述冷却箱和夹芯板箱体之间通过冷却风管连接,所述夹芯板箱体内部设置有辊轴,在辊轴的上方设置有冷却吹风箱,在辊轴的下方设置有冷却吹风管,所述冷却吹风箱和冷却吹风管通过三通管与冷却风管相连接。
9.作为本发明的一种优选方式,所述冷却箱包括支架、制冷箱水槽、换热器和制冷箱阻水器,所述制冷箱水槽的两端固定在支架的底层,所述换热器的两端固定在支架上,且与制冷箱水槽垂直排列,所述制冷箱阻水器位于换热器的一侧,且与换热器相互平行,制冷箱阻水器的两端也固定在支架上。
10.作为本发明的一种优选方式,所述冷却装置与下料堆叠装置之间加装有产品检测架。
11.作为本发明的一种优选方式,所述冷却装置的首端还加装有uv反照装置。
12.一种uv辊涂固化装置的生产工艺,主要包括一下步骤:
步骤s01:工件被运送至涂布房内,在涂布房内进行上料涂布;步骤s02:工件经过上料涂布后,在运送到流平阶段之前会先进行火焰除油以去除工件表面多余的油料,然后在流平阶段进行加热流平,并且上方的燃烧炉会对腔内的废气进行燃烧,减少废气的排放;步骤s03:流平阶段的工序完成后,工件的表面还未完全固化,工件被运送至uv固化阶段,该阶段通过led灯照对工件表面进行固化处理;步骤s04:工件表面固化处理完成后,工件转运至冷却阶段,在冷却阶段中对工件进行冷却,并去除水汽;步骤s05;冷却阶段完成后的工件基本定型,工件会再次运转到一个检测区域,当检测完成后,合格的会在下料堆叠区域进行堆叠。
13.本发明的有益效果为:本发明设计一种全新的uv辊涂固化装置,通过对传统的流平装置、冷却装置和uv固化装置进行重新设计,并且对生产的工艺也进行相应的调整,确保了新的生产装置生产出来的产品不再存在瑕疵,且生产的过程中也不再会出现各种各样的问题。
附图说明
14.为了更清楚地说明本发明实施例中的技术方案,下面将对本发明实施例描述中所需要使用的附图作简单的介绍。
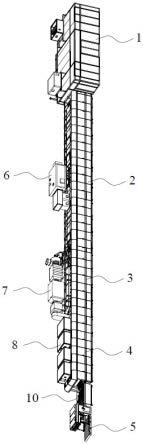
15.图1是本发明实施方式提供的一种uv辊涂固化装置总装图;图2是本发明实施方式提供的uv反照装置示意图;图3是本发明实施方式提供的流平装置示意图;图4是本发明实施方式提供的冷却装置示意图;图5是本发明实施方式提供的冷却箱示意图。
具体实施方式
16.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案作进一步的详细描述。
17.如图1-图5所示,本实施方式提供一种uv辊涂固化装置,包括涂布房1、流平装置2、uv固化装置3、冷却装置4和下料堆叠装置5,涂布房1位于整个装置的首端,流平装置2的一端与涂布房1相连接,其另一端与uv固化装置3相连接,uv固化装置3的首端与流平装置2相连,uv固化装置3的尾端与冷却装置4相连,冷却装置4的尾端与下料堆叠装置5相连。本发明设计一种全新的uv辊涂固化装置,通过对传统的流平装置2、冷却装置4和uv固化装置3进行重新设计,并且对生产的工艺也进行相应的调整,确保了新的生产装置生产出来的产品不再存在瑕疵,且生产的过程中也不再会出现各种各样的问题。
18.本实施方式中流平装置2包括有机架201、保温胆202、内置进风管203、喷风管204、回风管205和辊轴206,保温胆202的四周通过机架201进行固定,内置进风管203固定在保温胆202上内壁的中间部位处,保温胆202的下内壁以及左右内壁上均安装有回风管205,辊轴206的两端与左右内壁上的回风管205相连,喷风管204与内置进风管203相连,且喷风管204位于辊轴206的正上方,机架201的顶端还加装有用于控制风管高度的升降机207,此外,在
流平装置2的上方还加装有燃烧炉6,燃烧炉6可能将流平装置2内的废气进行充分燃烧,减少废气的排放,异曲同工的是,本实施方式中uv固化装置3的上方架设有净化装置7,净化装置7的功效与燃烧炉6大同小异。
19.本实施方式中的冷却装置4包括冷却箱8、外壳401和夹芯板箱体402,冷却箱8固定在外壳401的顶端,夹芯板箱体402固定在外壳401的内部,冷却箱8和夹芯板箱体402之间通过冷却风管403连接,夹芯板箱体402内部设置有辊轴404,在辊轴404的上方设置有冷却吹风箱405,在辊轴404的下方设置有冷却吹风管406,冷却吹风箱405和冷却吹风管406通过三通管407与冷却风管403相连接。该装置主要处理整个装置内部水汽及温度,整个装置的外壳部分都是相连接的,因此,整个装置相对密封,装置内产生的水汽通过冷却装置4进行处理,保证最终产品不夹杂水汽,而冷却箱8主要由支架801、制冷箱水槽802、换热器803和制冷箱阻水器804,制冷箱水槽802的两端固定在支架801的底层,换热器803的两端固定在支架801上,且与制冷箱水槽802垂直排列,制冷箱阻水器804位于换热器803的一侧,且与换热器803相互平行,制冷箱阻水器804的两端也固定在支架801上,优选的,本实施方式中的冷却装置4的首端还加装有uv反照装置9,uv反照装置能够很好的清除产品底面的残留的涂料,进一步提升产品的品质,经过冷却后,产品会转运到下料堆叠装置5处,从而完成整个工序,优选的,本实施方式中还在下料堆叠装置5和冷却装置4之间加装有产品检测架10,用以检测产品的质量。
20.一种uv辊涂固化装置的生产工艺,主要包括一下步骤:步骤s01:工件被运送至涂布房内,在涂布房内进行上料涂布;步骤s02:工件经过上料涂布后,在运送到流平阶段之前会先进行火焰除油以去除工件表面多余的油料,然后在流平阶段进行加热流平,并且上方的燃烧炉会对腔内的废气进行燃烧,减少废气的排放;步骤s03:流平阶段的工序完成后,工件的表面还未完全固化,工件被运送至uv固化阶段,该阶段通过led灯照对工件表面进行固化处理;步骤s04:工件表面固化处理完成后,工件转运至冷却阶段,在冷却阶段中对工件进行冷却,并去除水汽;步骤s05;冷却阶段完成后的工件基本定型,工件会再次运转到一个检测区域,当检测完成后,合格的会在下料堆叠区域进行堆叠。
21.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1