一种PET带打孔连接工艺的制作方法
一种pet带打孔连接工艺
技术领域
1.本发明涉及pet带加工技术领域,尤其涉及一种pet带打孔连接工艺。
背景技术:
2.对于全自动pet打捆机的工作方式来看,实现了对pet带的送出、收回张紧与捆扎被打捆物品,并对重叠的pet带进行焊接连接,现有的焊接方式是让重叠的两个pet带做高速相对运动,通过摩擦所产生的热量融化pet带的接触面,从而达到融合目的,但是对pet带的摩擦力难以准确控制,经常因用力过度而导致pet带损坏,连接不牢固。
技术实现要素:
3.本发明的目的在于针对现有技术的不足,提供一种pet带打孔连接工艺,通过打孔与超声波焊接组合操作,实现第一pet带与第二pet带融合连结为一体,连接稳定可靠,操作简便。
4.为实现上述目的,本发明的一种pet带打孔连接工艺,包括如下步骤:
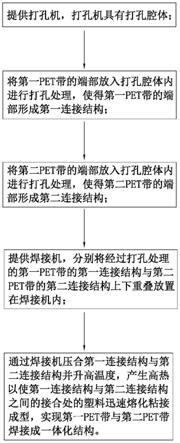
5.提供打孔机,打孔机具有打孔腔体;
6.将第一pet带的端部放入打孔腔体内进行打孔处理,使得第一pet带的端部形成第一连接结构;
7.将第二pet带的端部放入打孔腔体内进行打孔处理,使得第二pet带的端部形成第二连接结构;
8.提供焊接机,分别将经过打孔处理的第一pet带的第一连接结构与第二pet带的第二连接结构上下重叠放置在焊接机内;
9.通过焊接机压合第一连接结构与第二连接结构并升高温度,产生高热以使第一连接结构与第二连接结构之间的接合处的塑料迅速熔化粘接成型,实现第一pet带与第二pet带焊接成一体化结构。
10.优选的,所述第一连接结构包括呈梯形的第一连接头以及开设于第一连接头的多个第一连接孔,第一连接头的下底边与侧边之间的夹角为30度,多个第一连接孔呈倾斜阵列排布。
11.优选的,所述第二连接结构包括呈梯形的第二连接头以及开设于第二连接头的多个第二连接孔,第二连接头的下底边与侧边之间的夹角为150度,多个第二连接孔呈倾斜阵列排布。
12.优选的,所述焊接机包括焊接箱、活动设置于焊接箱的超声波焊头以及装设于焊接箱并驱动超声波焊头移动的液压伸缩杆,液压伸缩杆驱动超声波焊头移动,移动的超声波焊头对第一连接结构与第二连接结构进行焊接。
13.优选的,所述焊接机还包括位于焊接箱下方的置料平台以及开设于置料平台的置料槽,第一pet带与第二pet带放置于置料槽内,置料平台的两侧分别设置有用于对第一pet带压合定位的第一定位块以及用于对第二pet带压合定位的第二定位块。
14.优选的,所述焊接机还包括设置于焊接箱的控制面板,在焊接机工作前,通过控制面板预先设定好焊接参数。
15.优选的,所述焊接机还包括设置于超声波焊头旁侧的缓冲器,缓冲器挡止抵触于第二pet带起到缓冲保护作用。
16.优选的,所述打孔机包括壳体、转动设置于壳体外侧的手轮、与手轮连接的阀杆、装设于阀杆的齿轮、与齿轮啮合的齿条、装设于齿条底端的安装板、装设于安装板底部的多个打孔钉以及装设于打孔腔体底部的多个与打孔钉匹配的孔钉槽,转动手轮通过阀杆带动齿轮转动,转动的齿轮与齿条啮合并带动齿条移动,移动的齿条通过安装板带动多个打孔钉穿过放置于打孔腔体内的第一pet带、第二pet带进行打孔处理,打孔钉与孔钉槽相适配以保证顺利打孔。
17.优选的,还包括如下步骤:
18.对焊接成一体化结构的第一pet带与第二pet带之间的接合处进行去毛刺处理再粘贴保护胶带。
19.优选的,所述去毛刺处理采用刀具去除。
20.本发明的有益效果:本发明通过打孔与超声波焊接组合操作,实现第一pet带与第二pet带融合连结为一体,连接稳定可靠,操作简便。
附图说明
21.图1为本发明一种pet带打孔连接工艺的工艺流程示意图。
22.图2为本发明第一连接结构与第二连接结构的结构示意图。
具体实施方式
23.以下结合附图对本发明进行详细的描述。
24.如图1至图2所示,本发明的一种pet带打孔连接工艺,包括如下步骤:
25.提供打孔机,打孔机具有打孔腔体;
26.将第一pet带的端部放入打孔腔体内进行打孔处理,使得第一pet带的端部形成第一连接结构;
27.将第二pet带的端部放入打孔腔体内进行打孔处理,使得第二pet带的端部形成第二连接结构;
28.提供焊接机,分别将经过打孔处理的第一pet带的第一连接结构与第二pet带的第二连接结构上下重叠放置在焊接机内;
29.通过焊接机压合第一连接结构与第二连接结构并升高温度,产生高热以使第一连接结构与第二连接结构之间的接合处的塑料迅速熔化粘接成型,实现第一pet带与第二pet带焊接成一体化结构。
30.本发明通过打孔与超声波焊接组合操作,实现第一pet带与第二pet带融合连结为一体,连接稳定可靠,操作简便。
31.本实施例的第一连接结构包括呈梯形的第一连接头以及开设于第一连接头的多个第一连接孔,第一连接头的下底边与侧边之间的夹角为30度,多个第一连接孔呈倾斜阵列排布。具体地,第一连接头的下底边与侧边之间的夹角为30度,形成上窄下宽的梯形,多
个第一连接孔沿着侧边呈倾斜阵列排布,以便于连接时受力均匀,有效解决应力过于集中的问题,防止第一连接孔由于受力过大而引起损坏,从而提高连接构造的整体安全性与稳定性。
32.本实施例的第二连接结构包括呈梯形的第二连接头以及开设于第二连接头的多个第二连接孔,第二连接头的下底边与侧边之间的夹角为150度,多个第二连接孔呈倾斜阵列排布。具体地,第二连接头的下底边与侧边之间的夹角为150度,形成上宽下窄的梯形,多个第二连接孔沿着侧边呈倾斜阵列排布,以便于连接时受力均匀,有效解决应力过于集中的问题,防止第二连接孔由于受力过大而引起损坏,从而提高连接构造的整体安全性与稳定性。
33.本实施例的焊接机包括焊接箱、活动设置于焊接箱的超声波焊头以及装设于焊接箱并驱动超声波焊头移动的液压伸缩杆,液压伸缩杆驱动超声波焊头移动,移动的超声波焊头对第一连接结构与第二连接结构进行焊接。具体地,利用液压伸缩杆驱动超声波焊头做上下移动,通过超声波焊头压合第一连接结构与第二连接结构的叠合面进行焊接操作,操作简单方便。
34.本实施例的焊接机还包括位于焊接箱下方的置料平台以及开设于置料平台的置料槽,第一pet带与第二pet带放置于置料槽内,置料平台的两侧分别设置有用于对第一pet带压合定位的第一定位块以及用于对第二pet带压合定位的第二定位块。具体地,第一pet带与第二pet带水平放置于置料槽内,而且第一pet带的端口与第二pet带的端口相互重叠放置,第一定位块与第二定位块分别对第一pet带、第二pet带压合定位,以便于超声波焊头稳定焊接第一pet带的端口与第二pet带的端口之间的叠合面。
35.本实施例的焊接机还包括设置于焊接箱的控制面板,在焊接机工作前,通过控制面板预先设定好焊接参数。具体地,在焊接机工作前,需要事先通过控制面板设定不同的焊接参数,再通过plc控制单元读取相应的焊接参数给超声波焊头下达执行指令,进而完成焊接操作,精准化操控。
36.本实施例的焊接机还包括设置于超声波焊头旁侧的缓冲器,缓冲器挡止抵触于第二pet带起到缓冲保护作用。具体地,当液压伸缩杆驱动超声波焊头移动至第一pet带与第二pet带之间的叠合面时,缓冲器与第二pet带的外表面抵触进行缓冲减速直至停止,防止硬性碰撞而导致的结构损坏,起到一定程度的保护作用,也能够限制超声波焊头上下移动的最大行程。
37.本实施例的打孔机包括壳体、转动设置于壳体外侧的手轮、与手轮连接的阀杆、装设于阀杆的齿轮、与齿轮啮合的齿条、装设于齿条底端的安装板、装设于安装板底部的多个打孔钉以及装设于打孔腔体底部的多个与打孔钉匹配的孔钉槽,转动手轮通过阀杆带动齿轮转动,转动的齿轮与齿条啮合并带动齿条移动,移动的齿条通过安装板带动多个打孔钉穿过放置于打孔腔体内的第一pet带、第二pet带进行打孔处理,打孔钉与孔钉槽相适配以保证顺利打孔。具体地,转动手轮通过阀杆带动齿轮转动,转动的齿轮与齿条啮合并带动齿条移动,移动的齿条通过安装板带动多个打孔钉穿过放置于打孔腔体内的第一pet带、第二pet带进行打孔处理,打孔钉与孔钉槽相适配以保证顺利打孔,在打孔时,孔钉槽对打孔钉的移动位置进行限位,从而很好地避免损坏打孔钉。
38.还包括如下步骤:
39.对焊接成一体化结构的第一pet带与第二pet带之间的接合处进行去毛刺处理再粘贴保护胶带。通过去毛刺处理去除第一pet带与第二pet带之间的接合处的边角余料毛刺,以便于保护胶带更好地覆盖粘贴于接合处,提高连接稳定性。
40.本实施例的去毛刺处理采用刀具去除。具体地,采用刀具去除简单去除第一pet带与第二pet带之间的接合处的毛刺,操作灵活性好,去毛刺效果佳。
41.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1