单油缸驱动双杠杆式自动脱模机构及滤板把手注塑模具的制作方法
1.本发明属于自动脱模式注塑成型模具技术领域,涉及一种滤板把手注塑成型模具的自动脱模机构。
背景技术:
2.注塑是一种工业产品生产造型的方法;成型注塑是一种免加工产品的注塑成型方法;注塑模具是采用注塑方法生产所需产品的模子和工具;滤板把手注塑成型模具,是一种生产免加工滤板把手的注塑模具,其脱模方式有手动脱模式和自动脱模式;手动脱模式把手注塑模具,主要由上模(动模)、下模(定模)、活动镶件等组成;自动脱模式把手注塑模具,主要有上模、组合式下模、顶出装置、自动抽芯脱模机构等组成;自动抽芯脱模机构,为双液压油缸推拉式自动抽芯脱模机构。
3.滤板把手,即压滤机的聚丙烯滤板支撑拉手,具有与定位导轨相吻的导槽和双安装孔;滤板把手注塑成型时,其双安装孔需要在水平方向抽芯,之后再垂直方向顶出脱模;滤板把手是滤板与拉板机构共用部件,兼备承重和滑动两大功能:(1)滤板把手支撑滤板排列安放在压滤机主梁上的导轨上,通过油缸压紧滤板,夹着滤布的相邻滤板的凹部(空腔部)构成滤室;(2)拉板机构通过滤板把手滑动拉开滤板,实现重力卸饼。
4.现有的把手注塑模具的脱模方式,存在以下缺陷:(1)手动脱模方式,开模时,注塑设备空间狭窄且高温环境,手动抽芯(分离滤板把手与活动镶件)劳动强度,且易损伤滤板把手与活动镶件,影响模具使用寿命;(2)自动脱模方式,为双液压油缸推拉式自动抽芯脱模,结构复杂不紧凑、占用空间大,不适应了狭窄的注塑设备(在狭窄的注塑设备内显得很拥挤)双油缸耗能高、生产成本较高;是人们一直渴望解决但始终未能获得成功的把手自动脱模机构最优化的技术难题。
技术实现要素:
5.本发明的目的是克服现有双油缸推拉式自动脱模机构的缺陷,解决自动脱模机构结构复杂不紧凑、占用空间大、不适应了狭窄的注塑设备、双油缸耗能高、生产成本较高的技术问题,提供一种单油缸驱动双杠杆式自动脱模机构及滤板把手注塑模具;相应滤板把手注塑模具——指具有本发明单油缸驱动双杠杆式自动脱模机构的滤板把手注塑成型模具,因专利名称字数有限而简称。
6.本发明解决现有技术问题所采用的创新技术方案是:一种单油缸驱动双杠杆式自动脱模机构(以下简称:自动脱模机构或自动抽芯机构),包括抽芯油缸、机构组装板、三滑道体、多功能滑块、联动杠杆、水平抽芯连杆、圆柱芯镶件、镶件底座、梯形镶件;总体技术方案的要点是,即创新的总体构造与现有技术相比、其具有突出的实质性特点在于:(1)最简化设计:将现有的双油缸推拉式自动脱模机构改进为单油缸驱动双杠杆式自动脱模机构,双抽芯共用一个抽芯油缸结构简单,节省了一个驱动油缸、有效降低了制造成本;(2)最小化设计:将现有的分体式滑道改进为整体式三滑道体,即多功能滑块和抽芯连杆共用的整
体式三滑道,有效缩小了模具的外形尺寸,模具整体结构紧凑,适应狭窄的注塑设备;(3)模块化设计:创新成型模芯模块化结构,使多功能滑块、梯形镶件、圆柱芯镶件、镶件底座模块化组装后形成一个整体组装方便;固定装芯使各成型零件相对位置精确,确保产品质量;(4)最优化设计:设置双联动杠杆,使传动结构最优化——油缸活塞杆连接多功能滑块,联动杠杆两端分别连接多功能滑块和抽芯连杆,脱模油缸驱动多功能滑块上下滑动,可使双联动杠杆带动双抽芯连杆上下滑动,从而实现水平抽芯垂直顶出脱模;从而,解决了自动脱模机构结构复杂不紧凑、占用空间大、不适应了狭窄的注塑设备、双油缸耗能高、生产成本较高的技术问题。
7.具体设计方案是:所述的抽芯油缸,为液压油缸,包括缸筒、缸盖、油缸活塞杆、活塞、导向套、缓冲装置;所述的机构组装板,为长方形组装板,其中间具有油缸活塞杆孔,其长度与下模主体长度相应;所述的三滑道体,中间具有与多功能滑块配合的滑块滑道,两端具有与抽芯连杆配合的双连杆滑道,滑块滑道和连杆滑道之间的凸块上具有联动杠杆安装孔(即杠杆支点);所述的多功能滑块,为靴形滑块,具有活动联接油缸活塞杆和联动杠杆、固定安装梯形镶件多种功能,其长度与滑块滑道宽度相应;所述的联动杠杆,其中间具有安装孔,其两端具有活动式联接长孔;所述的水平抽芯连杆,其上端与连杆滑道配合,其下端连接结构与镶件底座配合;所述的圆柱芯镶件,为滤板把手安装孔的圆柱芯镶件,其长度与滤板把手长度相应,双圆柱芯镶件间距与滤板把手双安装孔间距相应;所述的镶件底座,其连接结构与抽芯连杆下端结构相应;所述的梯形镶件,为把手减重梯形镶件,与滤板把手凹形安装面(有安装孔的端面)结构相应。
8.主要零部件的连接关系是:(1)自动脱模机构的组装:三滑道体安装在机构组装板下面;多功能滑块安装在滑块滑道中,梯形镶件安装在多功能滑块下面;水平抽芯连杆上端安装在连杆滑道中,镶件底座安装在水平抽芯连杆下端,圆柱芯镶件安装在镶件底座上;联动杠杆安装在三滑道体的凸块上,并活动式联接多功能滑块和水平抽芯连杆;抽芯油缸安装在机构组装板上面,油缸活塞杆活动式联接多功能滑块;(2)自动脱模机构与把手注塑模具的总装:自动脱模机构整体卧置在下模主体上面,三滑道体位于下模主体外侧相应位置;油缸活塞杆伸缩可使多功能滑块和水平抽芯连杆相向滑动,油缸活塞杆伸出自动装芯(放置圆柱芯镶件),油缸活塞杆收缩自动抽芯(抽出圆柱芯镶件)。
9.本发明还提供一种滤板把手注塑模具,即自动脱模式滤板把手注塑成型模具,使用本发明提供的单油缸驱动双杠杆式自动脱模机构;该滤板把手注塑模具,主要有上模及其浇注系统、组合式下模、自动抽芯机构、自动顶出装置、内置冷却系统组成,主材采用模具钢;与自动注塑设备配套使用,具有自动注塑成型免加工的压滤机滤板把手的功能。
10.本发明提供的单油缸驱动双杠杆式自动脱模机构及滤板把手注塑模具,显著的进步是具有抽芯油缸共享节能、整体式结构简单紧凑、模块化组装方便、固定精准装芯、杠杆联动自动抽芯、自动顶出把手的优点;有益效果是:(1)通过最简化设计,使双抽芯共用一个抽芯油缸结构简单,有效降低了制造成本;(2)通过最小化设计:使多功能滑块和抽芯连杆共用整体式三滑道,模具整体结构紧凑,适应狭窄的注塑设备;(3)通过模块化设计,使各成型模芯组装方便、相对位置精确,确保产品质量;(4)通过最优化设计:设置双联动杠杆,使传动结构最优化,科学实现水平抽芯垂直顶出脱模;机构精简、节能降本增效。
附图说明
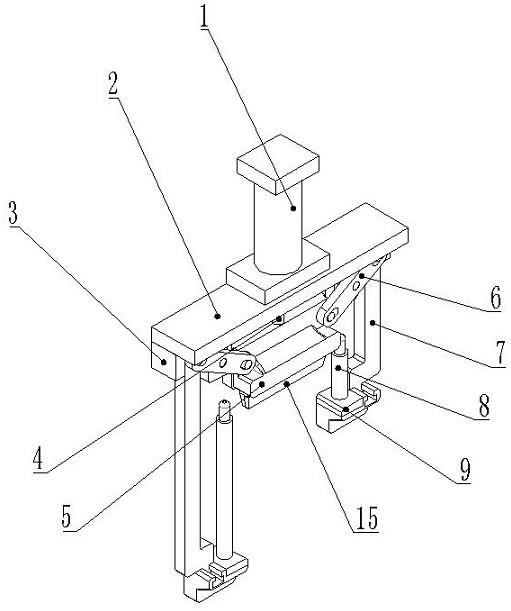
11.图1为本发明单油缸驱动双杠杆式自动脱模机构立体示意图。
12.图2为本发明单油缸驱动双杠杆式自动脱模机构的三滑道体立体示意图。
13.图3为本发明滤板把手注塑模具的组合式下模与自动脱模机构组装立体示意图。
14.图4为本发明滤板把手注塑模具的上模立体示意图。
15.图5为本发明滤板把手注塑模具注塑成型的滤板把手立体示意图。
16.附图标记:1-抽芯油缸,2-机构组装板,3-三滑道体,4-油缸活塞杆,5-多功能滑块,6-联动杠杆,7-水平抽芯连杆,8-圆柱芯镶件,9-镶件底座,10-下模主体,11-垂直顶出柱,12-顶出装置座,13-下模座侧壁,14-定位凸块,15-梯形镶件,16-上模主体,17-定位凹槽,18-注塑进料口,19-成型的滤板把手(简称:滤板把手),20-滑块滑道,21-连杆滑道,22-杠杆安装孔(即杠杆支点)。
具体实施方式
17.下面结合本发明单油缸驱动双杠杆式自动脱模机构及滤板把手注塑模具实施例中的附图,对本发明实施例中的技术方案进行描述,所描述的实施例仅是本发明优选的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域技术人员做出的没有创造性的所有其他实施例,如杠杆联动抽芯方式相同、结构相似的滤板把手自动脱模机构,都属于本发明的保护范围。
18.实施例1一种单油缸驱动双杠杆式自动脱模机构(简称:自动脱模机构或自动抽芯机构),包括抽芯油缸1、机构组装板2、三滑道体3、多功能滑块5、联动杠杆6、水平抽芯连杆7、圆柱芯镶件8、镶件底座9、梯形镶件15;创新的总体实施方案的要点是:(1)最简化设计:将现有的双油缸推拉式自动脱模机构改进为单油缸驱动双杠杆式自动脱模机构,双抽芯共用一个抽芯油缸1结构简单,节省了一个驱动油缸、有效降低了制造成本;(2)最小化设计:将现有的分体式滑道改进为整体式三滑道体3,即多功能滑块5和水平抽芯连杆7共用的整体式三滑道,有效缩小了模具的外形尺寸,模具整体结构紧凑,适应狭窄的注塑设备;(3)模块化设计:创新成型零件模块化结构,使多功能滑块5、梯形镶件15、圆柱芯镶件8、镶件底座9模块化组装后形成一个整体组装方便;固定装芯使各成型模芯相对位置精确,确保产品质量;(4)最优化设计:设置双联动杠杆6,使传动结构最优化——油缸活塞杆4连接多功能滑块5,联动杠杆6两端分别连接多功能滑块5和水平抽芯连杆7,抽芯油缸1驱动多功能滑块5上下滑动,可使双联动杠杆6带动双抽芯连杆7上下滑动,从而实现水平抽芯垂直顶出脱模;详细说明如下。
19.所述的抽芯油缸1,为液压油缸,包括缸筒、缸盖、油缸活塞杆4、活塞、导向套、缓冲装置;抽芯油缸1安装在机构组装板2上面,油缸活塞杆4活动式联接多功能滑块5;用于驱动多功能滑块5和水平抽芯连杆7,使水平卧置的梯形镶件15和双圆柱芯镶件8模芯自动抽芯。
20.所述的机构组装板2,为长方形组装板,其中间具有油缸活塞杆4孔,其长度与下模主体10长度相应;三滑道体3安装在机构组装板2下面,抽芯油缸1安装在机构组装板2上面,用于将自动脱模机构组装成一个整体。
21.所述的三滑道体3,中间具有与多功能滑块5配合的滑块滑道20,两端具有与水平
抽芯连杆7配合的双连杆滑道21,滑块滑道20和连杆滑道21之间的凸块上具有联动杠杆安装孔22;三滑道体3安装在机构组装板2下面,位于下模主体10外侧相应位置;用作多功能滑块5和双水平抽芯连杆7的上下滑道,并提供联动杠杆支点22。
22.所述的多功能滑块5,为靴形滑块,具有活动联接油缸活塞杆4和联动杠杆6、固定安装梯形镶件15多种功能,其长度与滑块滑道20宽度相应;多功能滑块5安装在滑块滑道20中,梯形镶件15安装在多功能滑块5下面;用于传递抽芯油缸1的伸缩力使梯形镶件15装芯与抽芯,并传动联动杠杆6带动双水平抽芯连杆7上下滑动使圆柱芯镶件8装芯与抽芯。
23.所述的联动杠杆6,其中间具有安装孔,其两端具有活动式联接长孔;联动杠杆6安装在三滑道体3的凸块上,并活动式联接多功能滑块5和水平抽芯连杆7;可随多功能滑块5的滑动而转动,用于带动双水平抽芯连杆7上下滑动、使圆柱芯镶件8装芯与抽芯。
24.所述的水平抽芯连杆7,其上端与连杆滑道21配合,其下端连接结构与镶件底座9配合;水平抽芯连杆7上端安装在连杆滑道21中、并活动式联接联动杠杆6,镶件底座9安装在水平抽芯连杆7下端;用于活动式联接联动杠杆6、固定连接镶件底座9,在联动杠杆6带动下可在连杆滑道21中上下滑动,使圆柱芯镶件8装芯与抽芯。
25.所述的圆柱芯镶件8,为滤板把手19安装孔的圆柱芯镶件8,其长期与滤板把手19长度相应,双圆柱芯镶件8间距与滤板把手19双安装孔间距相应;圆柱芯镶件8安装在镶件底座9上;用于注塑成型滤板把手19安装孔的卧置模芯。
26.所述的镶件底座9,其连接结构与水平抽芯连杆7下端结构相应;镶件底座9安装在水平抽芯连杆7下端,圆柱芯镶件8安装在镶件底座9上;用于连接水平抽芯连杆7、并固定安装圆柱芯镶件8。
27.所述的梯形镶件15,为把手减重梯形镶件,与滤板把手19凹形安装面(有安装孔的端面)结构相应;梯形镶件15安装在多功能滑块5下面;用于注塑成型滤板把手19凹形安装面(有安装孔的端面)的卧置模芯,为把手减重。
28.自动脱模机构与把手注塑模具的总装:自动脱模机构整体卧置在下模主体10上面,三滑道体3位于下模主体10外侧相应位置;油缸活塞杆4伸缩可使多功能滑块5和水平抽芯连杆7相向滑动,油缸活塞杆4伸出自动装芯(放置圆柱芯镶件8),油缸活塞杆4收缩自动抽芯(抽出圆柱芯镶件8)。
29.本发明提供的单油缸驱动双杠杆式自动脱模机构,具有抽芯油缸共享节能、整体式结构简单紧凑、模块化组装方便、固定精准装芯、杠杆联动自动抽芯、自动顶出把手的优点;解决了自动脱模机构结构复杂不紧凑、占用空间大、不适应了狭窄的注塑设备、双油缸耗能高、生产成本较高的技术问题;机构精简、节能降本增效。
30.实施例2一种滤板把手注塑模具,即自动脱模式滤板把手注塑成型模具,使用本发明提供的单油缸驱动双杠杆式自动脱模机构(简称:自动脱模机构或自动抽芯机构);该滤板把手注塑模具,主要有模具座、上模及其浇注系统、组合式下模、自动抽芯机构、自动顶出装置、内置冷却系统组成,主材采用模具钢;与自动注塑设备配套使用,具有自动注塑成型免加工的压滤机滤板把手19的功能。
31.所述的上模,为滤板把手19相应的整体式上模,包括上模主体16、定位凹槽17、浇注系统及其注塑进料口18。
32.所述的组合式下模,为滤板把手19相应的模块组合式下模,包括下模主体10及其下滑道、定位凸块14、各竖直成型模芯(镶件)和侧型芯。
33.所述的自动抽芯机构,包括抽芯油缸1、机构组装板2、三滑道体3、多功能滑块5、联动杠杆6、水平抽芯连杆7、圆柱芯镶件8、镶件底座9、梯形镶件15。
34.所述的自动顶出装置,为自动注塑设备自带的自动顶出装置,包括垂直顶出柱11、顶出装置座12;所述的模具座,包括下模座侧壁13。
35.滤板把手注塑模具的总装:自动顶出装置安装在自动注塑设备上、位于模具座相应位置,组合式下模安装在顶出装置上;自动脱模机构整体卧置在组合式下模上面,三滑道体3位于组合式下模外侧相应位置;内置冷却系统贯通各成型模芯(镶件);上模16合在组合式下模的上面(定位凸块与定位凹槽契合),抽芯油缸1联通液压站;注塑模具整体置于自动注塑设备内,具有水平装芯与抽芯、自动竖直顶出注塑成型的免加工滤板把手19的功能。
36.滤板把手注塑成型过程:(1)装芯合模:自动脱模机构整体卧置在组合式下模上面,油缸活塞杆4伸出自动装芯(放置圆柱芯镶件8),即完成各成型模芯(镶件)的精准装芯;上模16合在组合式下模的上面形成滤板把手19型腔;(2)注塑成型:通过上模注塑进料口18向模具型腔注入熔融的聚丙烯,经过内置冷却系统冷却,数分钟成型;(3)抽芯脱模:注塑成型后,油缸活塞杆4收缩自动水平抽芯(抽出圆柱芯镶件8);自动注塑设备的自动顶出装置顶开上模16,多个垂直顶出柱11自动竖直顶出塑件(注塑成型的免加工滤板把手19)。
37.本发明提供的滤板把手注塑模具,其有益效果是:(1)通过最简化设计,使双抽芯共用一个抽芯油缸1结构简单,有效降低了制造成本;(2)通过最小化设计:使多功能滑块5和水平抽芯连杆7共用整体式三滑道,模具整体结构紧凑,适应狭窄的注塑设备;(3)通过模块化设计,使各成型模芯组装方便、相对位置精确,确保产品质量;(4)通过最优化设计:设置双联动杠杆6,使传动结构最优化,科学实现水平抽芯垂直顶出脱模;解决了人们一直渴望解决但始终未能获得成功的把手自动脱模机构最优化的技术难题;机构精简、节能降本增效。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1