塑化装置、注射成型装置以及三维造型装置的制作方法
1.本发明涉及塑化装置、注射成型装置以及三维造型装置。
背景技术:
2.以往,已知有一种注射成型装置,其将通过塑化装置塑化后的材料供给至由一对模具形成的模腔并使其从喷嘴注射。
3.例如在专利文献1中记载了一种塑化送出装置,其具备:转子,其形成有螺旋槽;以及机筒,其与转子的端面抵接并在中心设置有与螺旋槽连通的材料流入通路。成为材料的颗粒状的树脂贮存在料斗内,从料斗供给至位于螺旋槽的径向外侧端部的供给口。
4.专利文献1:日本特开2010-241016号公报
5.专利文献1的塑化送出装置构成为,在转子旋转而转子的供给口与料斗的投入口重叠时,向转子供给材料。因此,如果向料斗投入大量的材料,则存在材料在投入口附近堵塞而无法向转子供给材料的情况。
技术实现要素:
6.在本发明所涉及的塑化装置的一个方式中,包括塑化机构以及材料供给机构,所述塑化机构具有接收材料的供给口,并构成为对所述材料进行塑化而生成熔融材料,所述材料供给机构构成为将所述材料供给至所述塑化机构,所述材料供给机构具有壳体以及旋转部件,所述壳体具有与所述供给口连通的投入口,并收纳所述材料,所述旋转部件收纳于所述壳体,并能够沿着所述壳体的内缘旋转,在所述旋转部件上沿着所述旋转部件的外周隔开间隔地设置有多个贯通孔,在所述旋转部件旋转而多个所述贯通孔中的任一个与所述投入口连通的情况下,收纳于所述壳体的所述材料通过所述投入口而从所述供给口供给至所述塑化机构。
7.在本发明所涉及的注射成型装置的一个方式中,包括:塑化装置,对材料进行塑化而使所述材料成为熔融材料;以及喷嘴,将从所述塑化装置供给的所述熔融材料向模具注射,所述塑化装置包括塑化机构以及材料供给机构,所述塑化机构具有接收所述材料的供给口,并构成为对所述材料进行塑化而生成所述熔融材料,所述材料供给机构构成为将所述材料供给至所述塑化机构,所述材料供给机构具有壳体以及旋转部件,所述壳体具有与所述供给口连通的投入口,并收纳所述材料,所述旋转部件收纳于所述壳体,并能够沿着所述壳体的内缘旋转,在所述旋转部件上沿着所述旋转部件的外周隔开间隔地设置有多个贯通孔,在所述旋转部件旋转而多个所述贯通孔中的任一个与所述投入口连通的情况下,收纳于所述壳体的所述材料通过所述投入口而从所述供给口供给至所述塑化机构。
8.在本发明所涉及的三维造型装置的一个方式中,是一种对三维造型物进行造型的三维造型装置,包括:塑化装置,对材料进行塑化而使所述材料成为熔融材料;以及喷嘴,将从所述塑化装置供给的所述熔融材料朝向工作台喷出,所述塑化装置包括塑化机构以及材料供给机构,所述塑化机构具有接收所述材料的供给口,并构成为对所述材料进行塑化而
生成所述熔融材料,所述材料供给机构构成为将所述材料供给至所述塑化机构,所述材料供给机构具有壳体以及旋转部件,所述壳体具有与所述供给口连通的投入口,并收纳所述材料,所述旋转部件收纳于所述壳体,并能够沿着所述壳体的内缘旋转,在所述旋转部件上沿着所述旋转部件的外周隔开间隔地设置有多个贯通孔,在所述旋转部件旋转而多个所述贯通孔中的任一个与所述投入口连通的情况下,收纳于所述壳体的所述材料通过所述投入口而从所述供给口供给至所述塑化机构。
附图说明
9.图1是示意性地表示本实施方式所涉及的注射成型装置的侧视图。
10.图2是示意性地表示本实施方式所涉及的注射成型装置的剖视图。
11.图3是示意性地表示本实施方式所涉及的注射成型装置的平面螺旋件的立体图。
12.图4是示意性地表示本实施方式所涉及的注射成型装置的机筒的俯视图。
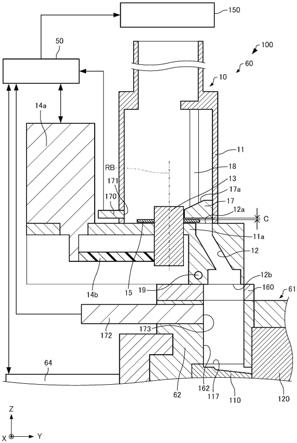
13.图5是示意性地表示本实施方式所涉及的注射成型装置的塑化装置的剖视图。
14.图6是示意性地表示本实施方式所涉及的注射成型装置的塑化装置的立体图。
15.图7是示意性地表示本实施方式所涉及的注射成型装置的塑化装置的俯视图。
16.图8是示意性地表示本实施方式所涉及的注射成型装置的塑化装置的俯视图。
17.图9是示意性地表示本实施方式所涉及的三维造型装置的剖视图。
18.附图标记说明
19.10
…
材料供给机构,11
…
壳体,11a
…
底部,11b
…
内缘,12
…
连通孔,12a
…
导入口,12b
…
投入口,13
…
旋转轴部,14a
…
第二驱动电机,14b
…
带,15
…
旋转部件,15a
…
外周,16、16a
…
贯通孔,17
…
罩,17a
…
上表面,18
…
弹性部件,19
…
冷却机构,20
…
注射部,30
…
模具部,32
…
成型模具,34
…
模腔,36
…
可动模具,38
…
固定模具,40
…
合模部,42
…
模具驱动部,44
…
滚珠丝杠部,50
…
控制部,60
…
塑化装置,61
…
塑化机构,62
…
螺旋件外壳,64
…
第一驱动电机,70
…
注射机构,72
…
缸体,74
…
柱塞,76
…
柱塞驱动部,80
…
喷嘴,82
…
喷嘴孔,100
…
注射成型装置,110
…
平面螺旋件,111
…
主面,112
…
槽形成面,113
…
连接面,114
…
第一槽,115
…
中央部,116
…
槽连接部,117
…
材料导入部,120
…
机筒,122
…
对置面,124
…
第二槽,126
…
连通孔,130
…
加热部,140
…
止回阀,150
…
材料补给机构,160
…
连结部,162
…
供给路径,170
…
第一材料传感器,171
…
前端,172
…
第二材料传感器,173
…
前端,200
…
三维造型装置,210
…
工作台,212
…
造型面,220
…
移动机构,222
…
电机。
具体实施方式
20.以下,使用附图对本发明的优选实施方式进行详细说明。需要说明的是,以下说明的实施方式并非对权利要求书所记载的本发明的内容进行不当限定。另外,以下说明的全部结构并不一定为本发明的必要结构要件。
21.1.注射成型装置
22.1.1.整体结构
23.首先,参照附图对本实施方式所涉及的注射成型装置进行说明。图1是示意性地表示本实施方式所涉及的注射成型装置100的侧视图。需要说明的是,在图1中,作为相互正交的3轴,示出了x轴、y轴以及z轴。x轴方向以及y轴方向例如是水平方向。z轴方向例如是铅垂
方向。
24.如图1所示,注射成型装置100包括注射部20、模具部30、合模部40以及控制部50。
25.注射部20对从材料供给机构10供给的材料进行塑化而使其成为熔融材料。然后,注射部20将熔融材料朝向模具部30注射。关于材料供给机构10的详细结构,将在后面叙述。
26.需要说明的是,塑化是包括熔融的概念,是指从固体变化为具有流动性的状态。具体而言,在发生玻璃化转变的材料的情况下,塑化是指使材料的温度为玻璃化转变点以上。在不引起玻璃化转变的材料的情况下,塑化是指使材料的温度为熔点以上。
27.在模具部30形成有与成型品的形状相当的模腔。从注射部20注射的熔融材料流入模腔。然后,熔融材料被冷却而固化,生成成型品。
28.合模部40进行模具部30的开闭。合模部40在熔融材料被冷却而固化后,打开模具部30。由此,成型品被排出到外部。
29.控制部50例如由计算机构成,所述计算机具有处理器、主存储装置,以及进行与外部的信号的输入输出的输入输出接口。控制部50例如通过处理器执行读入到主存储装置的程序来发挥各种功能。具体而言,控制部50控制注射部20以及合模部40。需要说明的是,控制部50也可以不是由计算机构成,而是由多个电路的组合构成。关于控制部50的具体的控制,将在后面叙述。
30.1.2.具体结构
31.图2是示意性地表示注射成型装置100的图1的ii-ii线剖视图。如图2所示,注射部20例如具有包括塑化机构61的塑化装置60、注射机构70和喷嘴80。
32.塑化机构61构成为使从材料供给机构10供给的材料塑化,生成具有流动性的糊状的熔融材料并向注射机构70引导。塑化机构61例如具有螺旋件外壳62、第一驱动电机64、平面螺旋件110、机筒120、加热部130以及止回阀140。
33.螺旋件外壳62是收纳平面螺旋件110的壳体。平面螺旋件110收纳在由螺旋件外壳62和机筒120包围的空间中。
34.第一驱动电机64设置于螺旋件外壳62。第一驱动电机64使平面螺旋件110旋转。第一驱动电机64由控制部50控制。
35.平面螺旋件110具有旋转轴ra方向上的大小比与旋转轴ra方向正交的方向上的大小小的大致圆柱形状。在图示的例子中,旋转轴ra与y轴平行。通过第一驱动电机64产生的转矩,平面螺旋件110以旋转轴ra为中心旋转。平面螺旋件110具有主面111、与主面111相反一侧的槽形成面112,以及将主面111与槽形成面112连接的连接面113。在此,图3是示意性地表示平面螺旋件110的立体图。需要说明的是,为了方便起见,在图3中,示出了上下的位置关系与图2所示的状态相反的状态。另外,在图2中,简化图示了平面螺旋件110。
36.如图3所示,在平面螺旋件110的槽形成面112设置有第一槽114。第一槽114例如具有中央部115、槽连接部116以及材料导入部117。中央部115与设置于机筒120的连通孔126对置。中央部115与连通孔126连通。槽连接部116将中央部115与材料导入部117连接。在图示的例子中,槽连接部116从中央部115朝向槽形成面112的外周设置成漩涡状。材料导入部117设置于槽形成面112的外周。即,材料导入部117设置于平面螺旋件110的连接面113。从材料供给机构10供给的材料从材料导入部117导入至第一槽114,通过槽连接部116以及中央部115而被输送至设置于机筒120的连通孔126。需要说明的是,第一槽114的数量没有特
别限定,也可以设置两个以上的第一槽114。
37.如图2所示,机筒120与平面螺旋件110连接设置。机筒120具有与平面螺旋件110的槽形成面112对置的对置面122。在对置面122的中心设置有连通孔126。在此,图4是示意性地表示机筒120的俯视图。需要说明的是,为了方便起见,在图2中,简化图示了机筒120。
38.如图4所示,在机筒120的对置面122上设置有第二槽124和连通孔126。第二槽124设置有多个。在图示的例子中,设置有6个第二槽124,但其数量没有特别限定。从y轴方向观察,多个第二槽124设置在连通孔126的周围。第二槽124的一端与连通孔126连接,从连通孔126朝向对置面122的外周呈漩涡状延伸。第二槽124具有将熔融材料向连通孔126引导的功能。
39.需要说明的是,第二槽124的形状没有特别限定,例如也可以是直线状。另外,第二槽124也可以不设置于对置面122。但是,如果考虑将熔融材料高效地向连通孔126引导,则优选第二槽124设置于对置面122。
40.加热部130对供给至平面螺旋件110与机筒120之间的材料进行加热。加热部130例如设置于机筒120。在图示的例子中,加热部130由设置于机筒120的4根加热器构成。加热部130的输出由控制部50控制。塑化机构61通过平面螺旋件110、机筒120以及加热部130,一边将材料朝向连通孔126输送一边进行加热而生成熔融材料,使所生成的熔融材料从连通孔126向注射机构70流出。
41.如图2所示,止回阀140设置于连通孔126。止回阀140抑制熔融材料从连通孔126向设置于平面螺旋件110的第一槽114的逆流。
42.注射机构70例如具有缸体72、柱塞74以及柱塞驱动部76。缸体72是与连通孔126连接的大致圆筒状的部件。柱塞74在缸体72的内部移动。柱塞74被由电机、齿轮等构成的柱塞驱动部76驱动。柱塞驱动部76由控制部50控制。
43.注射机构70通过使柱塞74在缸体72内滑动来执行计量操作以及注射操作。计量操作是指,通过使柱塞74向远离连通孔126的-x轴方向移动,从而将位于连通孔126的熔融材料向缸体72内引导,在缸体72内进行计量的操作。注射操作是指,通过使柱塞74向接近连通孔126的+x轴方向移动,从而将缸体72内的熔融材料经由喷嘴80向模具部30注射的操作。
44.在喷嘴80设置有与连通孔126连通的喷嘴孔82。喷嘴孔82将从塑化机构61供给的熔融材料向模具部30的成型模具32注射。具体而言,通过执行上述的计量操作以及注射操作,在缸体72内计量的熔融材料从注射机构70经由连通孔126向喷嘴孔82输送。然后,熔融材料从喷嘴孔82向模具部30注射。
45.模具部30具有成型模具32。成型模具32是一种模具。输送至喷嘴孔82的熔融材料从喷嘴孔82向成型模具32的模腔34注射。具体而言,成型模具32具有相互对置的可动模具36以及固定模具38,在可动模具36与固定模具38之间具有模腔34。模腔34是与成型品的形状相当的空间。可动模具36以及固定模具38的材质是金属。需要说明的是,可动模具36以及固定模具38的材质也可以是陶瓷、树脂。
46.合模部40例如具有模具驱动部42以及滚珠丝杠部44。模具驱动部42例如由电机、齿轮等构成。模具驱动部42经由滚珠丝杠部44与可动模具36连接。模具驱动部42的驱动由控制部50控制。滚珠丝杠部44将由模具驱动部42的驱动而产生的动力传递至可动模具36。合模部40通过模具驱动部42以及滚珠丝杠部44使可动模具36移动,由此进行模具部30的开
闭。
47.1.3.材料供给机构等
48.图5是示意性地表示注射成型装置100的塑化装置60的剖视图,是在图1中以与包含y轴以及z轴的yz平面平行的面切断注射成型装置100的情况下的剖视图。图6是示意性地表示注射成型装置100的材料供给机构10的剖面立体图。图7是示意性地表示注射成型装置100的材料供给机构10的俯视图。
49.如图5~图7所示,塑化装置60包括上述的材料供给机构10、塑化机构61、材料补给机构150、连结部160、第一材料传感器170以及第二材料传感器172。需要说明的是,为了方便起见,在图1中省略了材料补给机构150的图示。
50.材料补给机构150构成为向材料供给机构10的壳体11补给材料p。在图6所示的例子中,材料p为颗粒状。材料p例如是包含金属粒子以及热塑性树脂的mim材料(metal injection molding:金属注射成型)。
51.作为材料p中包含的金属粒子的材质,例如可以列举出镁(mg)、铁(fe)、钴(co)、铬(cr)、铝(al)、钛(ti)、铜(cu)、镍(ni)的单一的金属,或者含有一种以上这些金属的合金,以及马氏体时效钢、不锈钢、钴铬钼合金、钛合金、镍合金、铝合金、钴合金、钴铬合金。
52.作为材料p中包含的热塑性树脂,例如可以列举出聚丙烯(pp)、聚乙烯(pe)、聚甲醛(pom)、聚氯乙烯(pvc)、聚酰胺(pa)、丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚乳酸(pla)、聚苯硫醚(pps)、聚碳酸酯(pc)、改性聚苯醚、聚对苯二甲酸丁二醇酯、聚对苯二甲酸乙二醇酯等通用工程塑料,聚砜、聚醚砜、聚苯硫醚、聚芳酯、聚酰亚胺、聚酰胺酰亚胺、聚醚酰亚胺、聚醚醚酮(peek)等工程塑料。
53.从材料补给机构150向材料供给机构10补给材料p。材料供给机构10构成为将所补给的材料p供给至塑化机构61。如图5所示,材料供给机构10例如具有壳体11、旋转轴部13、第二驱动电机14a、带14b、旋转部件15、罩17、弹性部件18以及冷却机构19。
54.壳体11收纳材料p。虽未图示,但也可以在壳体11中填充材料p。为了方便起见,在图5以及图7中,省略了材料p的图示。壳体11的形状只要能够收纳材料p即可,没有特别限定。
55.在壳体11设置有连通孔12。在图5所示的例子中,连通孔12设置于壳体11的底部11a。连通孔12贯通底部11a。连通孔12具有导入口12a和投入口12b。导入口12a是连通孔12的与投入口12b相反一侧的端部。在图示的例子中,导入口12a是连通孔12的+z轴方向的端部。投入口12b是连通孔12的-z轴方向的端部。
56.旋转轴部13例如设置于壳体11的底部11a。在图示的例子中,旋转轴部13贯通底部11a而设置。旋转轴部13通过第二驱动电机14a所产生的转矩而以旋转轴rb为中心进行旋转。在图示的例子中,旋转轴rb与z轴平行。第二驱动电机14a的转矩经由带14b传递至旋转轴部13。第二驱动电机14a以及带14b设置于壳体11的外部。
57.旋转部件15收纳于壳体11。旋转部件15与旋转轴部13连接。旋转部件15随着旋转轴部13的旋转而向图7所示的r方向旋转。旋转部件15能够沿着壳体11的内缘11b旋转。内缘11b是壳体11的内侧的边缘。旋转部件15的形状例如为大致圆板状。旋转部件15的材质没有特别限定,例如为金属、陶瓷。
58.在旋转部件15设置有多个贯通孔16。多个贯通孔16沿着旋转部件15的外周15a隔
开间隔地设置。多个贯通孔16例如在旋转轴部13的周围以等间隔设置。在图示的例子中,贯通孔16沿z轴方向贯通旋转部件15。贯通孔16例如是贯通孔16的内表面的一部分开放的切口,在图示的例子中,贯通孔16是设置于旋转部件15的外周15a的切口。贯通孔16的内表面是限定贯通孔16的旋转部件15的面。连通孔12能够将贯通孔16与投入口12b连通。在图示的例子中,贯通孔16设置有12个,但其数量没有特别限定。如图6所示,材料p位于贯通孔16。需要说明的是,虽未图示,但材料p也位于旋转部件15上以及罩17上。
59.在旋转部件15旋转而多个贯通孔16中的任一个与投入口12b连通的情况下,收纳于壳体11的材料p通过贯通孔16、导入口12a以及投入口12b而从材料导入部117供给至塑化机构61。在图7所示的例子中,从旋转部件15的旋转轴rb方向观察,多个贯通孔16中的贯通孔16a与导入口12a重叠。通过贯通孔16a与导入口12a重叠,贯通孔16a与连通孔12连通。
60.罩17收纳在壳体11中。罩17设置于旋转部件15的上方。在图示的例子中,罩17设置于旋转部件15的+z轴方向。罩17覆盖旋转部件15的一部分。在图示的例子中,罩17覆盖旋转部件15的一半。如图7所示,从旋转轴rb方向观察,导入口12a设置于与罩17重叠的位置。在图示的例子中,罩17具有将圆环状的部件切断成一半的形状。罩17的上表面17a以将位于上表面17a的材料p向旋转部件15的未被罩17覆盖的部分引导的方式倾斜。罩17与旋转部件15之间的间隙c例如为材料p的最长尺寸以下。材料p的最长尺寸是指在俯视时连结材料p的外周的线段中的最长的线段的尺寸。
61.弹性部件18设置于壳体11。在图示的例子中,弹性部件18具有棒状的形状。弹性部件18与罩17的上表面17a和壳体11的内壁连接。弹性部件18对罩17向旋转部件15施力。在图示的例子中,弹性部件18设置有两个,但其数量没有特别限定。弹性部件18能够调整罩17与旋转部件15之间的间隙c。罩17能够随着弹性部件18的伸缩而上下移动。
62.如图5所示,冷却机构19例如设置于壳体11的底部11a。冷却机构19构成为对材料p进行冷却。冷却机构19例如是供制冷剂流动的冷却管。作为制冷剂,例如可以列举出水。
63.连结部160将材料供给机构10与塑化机构61连结。在图示的例子中,连结部160将材料供给机构10的壳体11的底部11a与塑化机构61的螺旋件外壳62连结。连结部160的形状例如为板状。在连结部160设置有成为材料p的路径的供给路径162。供给路径162与连通孔12连通。供给路径162连接投入口12b和材料导入部117。在图示的例子中,供给路径162从投入口12b到材料导入部117以一定的宽度设置。塑化机构61的材料导入部117是接收材料p的供给口。投入口12b经由供给路径162与材料导入部117连通。在图示的例子中,供给路径162设置于连结部160以及螺旋件外壳62。
64.第一材料传感器170检测壳体11内的材料p。第一材料传感器170例如支承于壳体11。第一材料传感器170的前端171位于壳体11内。第一材料传感器170检测壳体11内的材料p的有无。第一材料传感器170例如是高频感应式接近传感器、静电电容式接近传感器等接近传感器。
65.第二材料传感器172检测供给路径162的材料p。第二材料传感器172例如支承于塑化机构61。第二材料传感器172的前端173位于设置于塑化机构61的供给路径162。第二材料传感器172检测供给路径162的材料p的有无。第二材料传感器172例如是高频感应式接近传感器、静电电容式接近传感器等接近传感器。
66.需要说明的是,第一材料传感器170以及第二材料传感器172是重量传感器、压力
传感器,也可以通过将材料p的剩余量数值化来进行检测。另外,也可以不设置第一材料传感器170以及第二材料传感器172的一方或双方,但为了可靠地检测材料用尽,优选设置第一材料传感器170以及第二材料传感器172的双方。
67.1.4.控制部
68.控制部50例如基于平面螺旋件110的转速来控制旋转部件15的转速。旋转部件15基于平面螺旋件110的转速而被控制。具体而言,控制部50在平面螺旋件110的转速变大的情况下,控制第二驱动电机14a而使旋转部件15的转速变大。在平面螺旋件110的转速变大的情况下,塑化机构61中的材料p的塑化变快,因此使旋转部件15的转速变大。由此,能够防止平面螺旋件110的空转。控制部50可以从第一驱动电机64的输出获取平面螺旋件110的转速,也可以从未图示的传感器获取平面螺旋件110的转速。
69.控制部50例如基于第一驱动电机64的转矩值来控制旋转部件15的转速。具体而言,控制部50获取第一驱动电机64的转矩值,在所获取的转矩值小于规定值的情况下,对第二驱动电机14a进行控制而使旋转部件15的转速增大。旋转部件15被控制为,在第一驱动电机64的转矩值小于规定值的情况下,与第一驱动电机64的转矩值大于规定值的情况相比,转速变大。在第一驱动电机64的转矩值小于规定值的情况下,由于材料p未被供给至材料导入部117,因此平面螺旋件110有可能空转。因此,通过增大旋转部件15的转速,能够消除平面螺旋件110的空转。
70.控制部50例如基于第二驱动电机14a的转矩值来控制旋转部件15的转速。具体而言,控制部50获取第二驱动电机14a的转矩值,在所获取的转矩值大于规定值的情况下,控制第二驱动电机14a而使旋转部件15反转。旋转部件15在第二驱动电机14a的转矩值大于规定值的情况下,向与第二驱动电机14a的转矩值小于规定值的情况下的旋转方向相反的方向旋转。在转矩值大于规定值的情况下,存在材料p被咬入而发生钩挂,导致旋转部件15无法向r方向旋转的情况。因此,使旋转部件15向与r方向相反的方向旋转,能够消除材料p的钩挂。
71.控制部50例如控制材料补给机构150。控制部50例如基于第一材料传感器170的检测结果,控制材料补给机构150而向壳体11补给材料p。材料补给机构150基于第一材料传感器170的检测结果,向壳体11补给材料p。具体而言,在第一材料传感器170检测到材料用尽的情况下,控制部50驱动材料补给机构150,向壳体11供给材料p。由此,能够消除壳体11中的材料用尽。
72.控制部50例如控制平面螺旋件110。具体而言,在第二材料传感器172检测到材料用尽的情况下,控制部50控制第一驱动电机64,使平面螺旋件110的旋转停止。平面螺旋件110在第二材料传感器172检测到材料用尽的情况下停止旋转。由此,能够防止平面螺旋件110的空转。
73.需要说明的是,在上述中,对在一个控制部50中进行基于平面螺旋件110的转速的旋转部件15的控制、基于第一驱动电机64的转矩值的旋转部件15的控制、基于第二驱动电机14a的转矩值的旋转部件15的控制、基于第一材料传感器170的检测结果的材料补给机构150的控制,以及基于第二材料传感器172的检测结果的平面螺旋件110的控制的例子进行了说明,但也可以针对每种控制设置单独的控制部。但是,如果考虑装置的小型化,则优选由一个控制部进行上述的控制。另外,控制部50既可以进行上述的全部控制,也可以进行任
意一种控制,其数量没有特别限定。
74.1.5.作用效果
75.在塑化装置60中,包括:塑化机构61,其具有接收材料p的材料导入部117,并构成为对材料p进行塑化而生成熔融材料;以及材料供给机构10,其构成为将材料p供给至塑化机构61。材料供给机构10具有:壳体11,其具有与材料导入部117连通的投入口12b,并收纳材料p;以及旋转部件15,其收纳于壳体11,并能够沿着壳体11的内缘11b旋转。在旋转部件15上沿着旋转部件15的外周15a隔开间隔地设置有多个贯通孔16。另外,在旋转部件15旋转而多个贯通孔16中的任一个与投入口12b连通的情况下,收纳于壳体11的材料p通过投入口12b而从材料导入部117供给至塑化机构61。因此,在塑化装置60中,即使向材料供给机构10投入大量的材料p,材料p也断续地每次少量地通过投入口12b,因此能够减小材料p在投入口12b堵塞的可能性。由此,能够抑制因材料p未被供给至塑化机构61而引起的桥现象的发生。
76.在塑化装置60中,材料供给机构10具有设置在旋转部件15的上方并覆盖旋转部件15的一部分的罩17,在壳体11上设置有能够将贯通孔16与投入口12b连通的连通孔12,从旋转部件15的旋转轴rb方向观察,连通孔12的与投入口12b相反一侧的端部即导入口12a设置于与罩17重叠的位置。因此,在塑化装置60中,能够通过罩17抑制连通孔12被材料p按压而堵塞。此外,在通过罩17使旋转部件15上的材料p刮落的状态下,能够将位于贯通孔16的材料p从导入口12a输送至投入口12b。
77.在塑化装置60中,旋转部件15与罩17之间的间隙c为材料p的最长尺寸以下。因此,在塑化装置60中,能够通过旋转部件15以及罩17来摩擦切断材料p。
78.在塑化装置60中,材料供给机构10具有能够调整旋转部件15与罩17之间的间隙c的弹性部件18。因此,在塑化装置60中,假设在旋转部件15与罩17之间夹有材料p的情况下,能够抑制旋转部件15的旋转因弹性部件18收缩而停止。
79.在塑化装置60中,包括:第一材料传感器170,其检测壳体11内的材料p;以及材料补给机构150,其构成为向壳体11补给材料p,材料补给机构150基于第一材料传感器170的检测结果,向壳体11补给材料p。因此,在塑化装置60中,在第一材料传感器170检测到材料用尽的情况下,自动地通过材料补给机构150向壳体11补给材料,因此能够省去将材料p向壳体11供给的麻烦。
80.在塑化装置60中,旋转部件15基于平面螺旋件110的转速而被控制。因此,在塑化装置60中,能够防止平面螺旋件110的空转。
81.在塑化装置60中,旋转部件15被控制为,在第一驱动电机64的转矩值小于规定值的情况下,与第一驱动电机64的转矩值大于规定值的情况相比,转速变大。因此,在塑化装置60中,能够消除平面螺旋件110的空转。
82.在塑化装置60中,包括使旋转部件15旋转的第二驱动电机14a,在第二驱动电机14a的转矩值大于规定值的情况下,旋转部件15向与第二驱动电机14a的转矩值小于规定值的情况下的旋转方向相反的方向旋转。因此,在塑化装置60中,能够消除材料p的钩挂。
83.在塑化装置60中,平面螺旋件110具有设置有第一槽114的槽形成面112,第一槽114具有材料导入部117,塑化机构61具有机筒120,该机筒120具备与槽形成面112对置的对置面122,在对置面122上设置有与第一槽114连通的连通孔126。因此,在塑化装置60中,能
够将材料p经由第一槽114供给至连通孔126。此外,与使用在旋转轴ra方向上较长的棒状的直列式螺旋件作为螺旋件的情况相比,能够实现省空间化。
84.在塑化装置60中,包括第二材料传感器172,该第二材料传感器172检测连接投入口12b和材料导入部117的供给路径162的材料p,在第二材料传感器172检测到材料用尽的情况下,平面螺旋件110停止旋转。因此,在塑化装置60中,能够防止平面螺旋件110的空转。
85.在塑化装置60中,材料供给机构10具有冷却机构19,该冷却机构19构成为对材料p进行冷却。因此,在塑化装置60中,能够抑制材料p因塑化机构61的热而在材料供给机构10中熔融。如果在材料供给机构中材料p熔融,则材料p容易凝聚而堵塞。
86.在塑化装置60中,材料供给机构10供给包含金属粒子以及热塑性树脂的材料p。由这样的mim材料构成的材料p例如与仅由树脂构成的情况相比,质量较大且容易发生堵塞。但是,在塑化装置60中,即使使用这样的mim材料,也能够通过旋转部件15断续地供给材料p,因此能够抑制材料p的堵塞。此外,由mim材料构成的材料p与例如仅由树脂构成的情况相比,热传导率较高。因此,塑化机构61的热容易传递至材料p,材料p容易熔融而凝聚。但是,在塑化装置60中,能够通过旋转部件15断续地供给材料p,因此能够抑制塑化机构61的热经由材料p传递。
87.需要说明的是,材料p除了金属粒子以及热塑性树脂以外,也可以混入陶瓷。作为陶瓷,例如可以列举出二氧化硅、二氧化钛、氧化铝、氧化锆等氧化物陶瓷、氮化铝等非氧化物陶瓷等。此外,在材料p中也可以混入例如颜料、蜡、阻燃剂、抗氧化剂、热稳定剂等添加剂等。
88.此外,也可以在材料p中添加粘合剂。作为粘合剂,例如可以列举出丙烯酸树脂、环氧树脂、硅酮树脂、纤维素系树脂或其他合成树脂或pla(聚乳酸)、pa(聚酰胺)、pps(聚苯硫醚)、peek(聚醚醚酮)。
89.另外,在上述中,如图7所示,对贯通孔16是贯通孔16的内表面的一部分开放的切口的例子进行了说明,但贯通孔16也可以如图8所示是贯通孔16的内表面未开放的贯通孔。
90.另外,在上述中,对材料p为颗粒状的例子进行了说明,但材料例如也可以是用粉碎机粉碎后的粉末状。
91.另外,在上述的例子中,作为螺旋件,使用了旋转轴ra方向上的大小比与旋转轴ra方向正交的方向上的大小小的平面螺旋件110,但也可以代替平面螺旋件110而使用在旋转轴ra方向上较长的棒状的直列式螺旋件。
92.另外,在上述中,对注射成型装置100具有控制部50且塑化装置60不具有控制部的例子进行了说明,但塑化装置60也可以具有控制部50。
93.2.三维造型装置
94.接下来,参照附图对本实施方式所涉及的三维造型装置进行说明。图9是示意性地表示本实施方式所涉及的三维造型装置200的侧视图。
95.例如,如图9所示,三维造型装置200包括塑化装置60、喷嘴80、工作台210、移动机构220以及控制部50。塑化装置60包括材料供给机构10、塑化机构61、材料补给机构150、连结部160、第一材料传感器170以及第二材料传感器172。塑化机构61具有螺旋件外壳62、第一驱动电机64、平面螺旋件110、机筒120、加热部130以及止回阀140。需要说明的是,为了方便起见,在图9中,简化图示了材料供给机构10。
96.喷嘴80使从塑化装置60供给的熔融材料朝向工作台210喷出。具体而言,三维造型装置200一边从喷嘴80向工作台210喷出熔融材料,一边驱动移动机构220,使喷嘴80与工作台210的相对位置变化。由此,三维造型装置200在工作台210上对所希望的形状的三维造型物进行造型。
97.工作台210通过移动机构220而移动。三维造型物形成于工作台210的造型面212。
98.移动机构220使喷嘴80与工作台210的相对位置变化。在图示的例子中,移动机构220使工作台210相对于喷嘴80移动。移动机构220例如由3轴定位器构成,所述3轴定位器通过三个电机222的驱动力,使工作台210在x轴方向、y轴方向以及z轴方向上移动。电机222由控制部50控制。
99.需要说明的是,移动机构220也可以是不使工作台210移动而使喷嘴80移动的结构。或者,移动机构220也可以是使喷嘴80以及工作台210的双方移动的结构。
100.控制部50基于预先获取的造型数据来控制移动机构220以及塑化装置60,由此从喷嘴80向工作台210上的规定的位置喷出熔融材料,从而对三维造型物进行造型。
101.需要说明的是,在上述中,对三维造型装置200具有控制部50、塑化装置60不具有控制部的例子进行了说明,但塑化装置60也可以具有控制部50。
102.本发明包括与在实施方式中说明的结构实质上相同的结构,例如功能、方法以及结果相同的结构,或者目的以及效果相同的结构。另外,本发明包括替换了在实施方式中说明的结构的非本质部分的结构。另外,本发明包括能够起到与在实施方式中说明的结构相同的作用效果的结构或实现相同目的的结构。另外,本发明包括对在实施方式中说明的结构附加了公知技术的结构。
103.根据上述的实施方式导出以下的内容。
104.塑化装置的一个方式为,其包括:塑化机构,其具有接收材料的供给口,并构成为对所述材料进行塑化而生成熔融材料;以及材料供给机构,其构成为将所述材料供给至所述塑化机构,所述材料供给机构具有:壳体,其具有与所述供给口连通的投入口,并收纳所述材料;以及旋转部件,其收纳于所述壳体,并能够沿着所述壳体的内缘旋转,在所述旋转部件上沿着所述旋转部件的外周隔开间隔地设置有多个贯通孔,在所述旋转部件旋转而多个所述贯通孔中的任一个与所述投入口连通的情况下,收纳于所述壳体的所述材料通过所述投入口而从所述供给口供给至所述塑化机构。
105.根据该塑化装置,即使向材料供给机构投入大量的材料,材料也断续地每次少量地通过投入口,因此能够减小材料在投入口堵塞的可能性。由此,能够抑制因材料未被供给至塑化机构而引起的桥现象的发生。
106.也可以是,在所述塑化装置的一个方式中,所述材料供给机构具有设置在所述旋转部件的上方并覆盖所述旋转部件的一部分的罩,在所述壳体上设置有能够将所述贯通孔与所述投入口连通的连通孔,从所述旋转部件的旋转轴方向观察,所述连通孔的与所述投入口相反一侧的端部设置于与所述罩重叠的位置。
107.根据该塑化装置,能够通过罩抑制连通孔被材料按压而堵塞。
108.也可以是,在所述塑化装置的一个方式中,所述旋转部件与所述罩之间的间隙为所述材料的最长尺寸以下。
109.根据该塑化装置,能够通过旋转部件以及罩来摩擦切断材料。
110.也可以是,在所述塑化装置的一个方式中,所述材料供给机构具有能够调整所述旋转部件与所述罩之间的间隙的弹性部件。
111.根据该塑化装置,假设在旋转部件与罩之间夹有材料的情况下,能够抑制旋转部件的旋转因弹性部件收缩而停止。
112.也可以是,在所述塑化装置的一个方式中,其包括:第一材料传感器,其检测所述壳体内的所述材料;以及材料补给机构,其构成为向所述壳体补给所述材料,所述材料补给机构基于所述第一材料传感器的检测结果,向所述壳体补给所述材料。
113.根据该塑化装置,在第一材料传感器检测到材料用尽的情况下,自动地通过材料补给机构向壳体补给材料,因此能够省去将材料向壳体供给的麻烦。
114.也可以是,在所述塑化装置的一个方式中,所述塑化机构具有:第一驱动电机;以及螺旋件,其通过所述第一驱动电机而旋转。
115.在所述塑化装置的一个方式中,所述旋转部件基于所述螺旋件的转速而被控制。
116.根据该塑化装置,能够防止螺旋件的空转。
117.也可以是,在所述塑化装置的一个方式中,所述旋转部件被控制为,与所述第一驱动电机的转矩值大于规定值的情况相比,在所述第一驱动电机的转矩值小于规定值的情况下,所述旋转部件的转速变大。
118.根据该塑化装置,能够消除螺旋件的空转。
119.也可以是,在所述塑化装置的一个方式中,其包括使所述旋转部件旋转的第二驱动电机,在所述第二驱动电机的转矩值大于规定值的情况下,所述旋转部件向与所述第二驱动电机的转矩值小于规定值的情况下的旋转方向相反的方向旋转。
120.根据该塑化装置,能够消除材料的钩挂。
121.也可以是,在所述塑化装置的一个方式中,所述螺旋件具有设置有槽的槽形成面,所述槽具有所述供给口,所述塑化机构具有机筒,该机筒具备与所述槽形成面对置的对置面,在所述对置面上设置有与所述槽连通的连通孔。
122.根据该塑化装置,能够将材料经由槽供给至连通孔。
123.也可以是,在所述塑化装置的一个方式中,其包括第二材料传感器,该第二材料传感器用于检测连接所述投入口与所述供给口的供给路径的所述材料,在所述第二材料传感器检测到材料用尽的情况下,所述螺旋件停止旋转。
124.根据该塑化装置,能够防止螺旋件的空转。
125.也可以是,在所述塑化装置的一个方式中,所述材料供给机构具有冷却机构,该冷却机构构成为对所述材料进行冷却。
126.根据该塑化装置,能够抑制材料因塑化机构的热而在材料供给机构中熔融。
127.也可以是,在所述塑化装置的一个方式中,所述材料供给机构供给包含金属粒子以及热塑性树脂的所述材料。
128.根据该塑化装置,即使使用容易发生堵塞的mim材料,也能够通过旋转部件断续地供给材料,因此能够抑制材料的堵塞。
129.注射成型装置的一个方式为,其包括:塑化装置,其对材料进行塑化而使其成为熔融材料;以及喷嘴,其将从所述塑化装置供给的所述熔融材料向模具注射,所述塑化装置包括,塑化机构,其具有接收所述材料的供给口,并构成为对所述材料进行塑化而生成所述熔
融材料;以及材料供给机构,其构成为将所述材料供给至所述塑化机构,所述材料供应机构具有:壳体,其具有与所述供给口连通的投入口,并收纳所述材料;以及旋转部件,其收纳于所述壳体,并能够沿着所述壳体的内缘旋转,在所述旋转部件上沿着所述旋转部件的外周隔开间隔地设置有多个贯通孔,在所述旋转部件旋转而多个所述贯通孔中的任一个与所述投入口连通的情况下,收纳于所述壳体的所述材料通过所述投入口而从所述供给口供给至所述塑化机构。
130.三维造型装置的一个方式为,是一种对三维造型物进行造型的三维造型装置,其包括:塑化装置,其对材料进行塑化而使其成为熔融材料,以及喷嘴,其将从所述塑化装置供给的所述熔融材料朝向工作台喷出,所述塑化装置包括:塑化机构,其具有接收所述材料的供给口,并构成为对所述材料进行塑化而生成所述熔融材料;以及材料供给机构,其构成为将所述材料供给至所述塑化机构,所述材料供给机构具有:壳体,其具有与所述供给口连通的投入口,并收纳所述材料;以及旋转部件,其收纳于所述壳体,并能够沿着所述壳体的内缘旋转,在所述旋转部件上沿着所述旋转部件的外周隔开间隔地设置有多个贯通孔,在所述旋转部件旋转而多个所述贯通孔中的任一个与所述投入口连通的情况下,收纳于所述壳体的所述材料通过所述投入口而从所述供给口供给至所述塑化机构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1