一种气球组装一体机的制作方法
1.本发明属于气球组装设备技术领域,更具体地说,特别涉及一种气球组装一体机。
背景技术:
2.气球是充满空气或某种别的气体的一种密封袋,在大多数国家以及城市中,人们喜欢在节庆日的时候用气球作为喜庆用品来装饰场所,达到渲染氛围的效果,而在使用这些气球时均需要先将气球充气,然后再使用丝带进行装饰。
3.基于上述,本发明人发现存在以下问题:现在的气球在进行装饰时,均需要人工对气球进行充气,充气时非常让人劳累,然后再人工将装饰用的丝带粘在气球外侧,粘接丝带时也非常费力,大批量加工时效率较低。
4.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种气球组装一体机,以期达到更具有更加发明价值性的目的。
技术实现要素:
5.为了解决上述技术问题,本发明提供一种气球组装一体机,以解决现在的气球在进行装饰时,均需要人工对气球进行充气,充气时非常让人劳累,然后再人工将装饰用的丝带粘在气球外侧,粘接丝带时也非常费力,大批量加工时效率较低的问题。
6.本发明气球组装一体机的目的与功效,由以下具体技术手段所达成:
7.一种气球组装一体机,包括胶件送料机构、气球排列机构;所述胶件送料机构顶部设置有一组胶件排列机构;所述胶件送料机构底部一侧设置有一组胶件分料机构;所述胶件分料机构底部一侧设置有一个胶件动力盘;所述胶件动力盘的一侧设置有一个入阀动力盘;所述气球排列机构的一侧设置有四组气球分料机构;所述气球分料机构的一侧设置有一个气球动力盘;所述气球动力盘一侧设置有一组气球植入结构;所述气球植入结构一侧设置有一组定位治具;所述定位治具内侧设置有一个成品动力盘;所述成品动力盘一侧设置有一组丝带植入裁切机构;所述丝带植入裁切机构的一侧设置有一组点胶机构;所述成品动力盘外侧还设置有一组卸料机构。
8.进一步的,所述定位治具顶部固定设置有一组治具开合机构,定位治具外侧设置有一组整理机构,用于整理定位治具中的气球,使气球的形态更加规整。
9.进一步的,所述气球动力盘上固定设置有一组气球成组治具,固定间距的孔限制气球的距离,且每八个孔为一个组。
10.进一步的,所述胶件分料机构顶部设置有一组胶件检测机构,用于检测胶是否分离成功,同步识别胶件分料机构储料管的储料数量是否足够,是否补料,胶件动力盘上还设置有若干胶件定位治具,用于对胶件分料机构输送的物料进行定位,保持一定的等高和一定的垂直度。
11.进一步的,所述气球动力盘外侧还设置有一组气球检测机构、一组气球补料机构和一组气球吹气机构,气球检测机构用于检测气球成组治具中的每个孔是否都有气球,气
球补料机构依据气球检测机构检测的数据对没有气球的孔进行补料,气球吹气机构向气球成组治具中的气球吹气,使气球整齐统一。
12.进一步的,所述入阀动力盘一侧固定设置有一组取胶件机构,用于将胶件动力盘中的胶件定位治具里面的胶件取出,入阀动力盘外侧还设置有一组高周波焊接机构。
13.进一步的,所述定位治具外侧还设置有一组排气机构,用于将定位治具固定的气球里面的气体排出,丝带放卷机构位于丝带植入裁切机构外侧,并且能够依据丝带植入裁切机构的感应信号自动放卷,丝带植入裁切机构外侧还设置有一个风刀,能够控制丝带的倒向,使丝带倒向固定的一侧。
14.进一步的,所述高周波焊接机构高周波焊接机构外侧设置有一个阀片输送对位,入阀动力盘外侧还设置有一组上pvc阀片放卷机构和一组下pvc阀片放卷机构,用于将对位完成的pvc膜片焊接到胶件上。
15.与现有技术相比,本发明具有如下有益效果:
16.本发明在对装饰气球进行加工时采用两条工作线同时进行,一条工作线对加工用的胶件进行筛分处理,另一条工作线对气球进行筛分并自动充气,然后筛选后的胶件和充满气的气球汇聚在一起,再通过汇聚后的工作线将丝带处理后固定粘接在气球外侧,全程均采用自动化生产,避免了人工生产的劳累,而且大规模生产的效率将会大大提高,质量也能得到保证。
附图说明
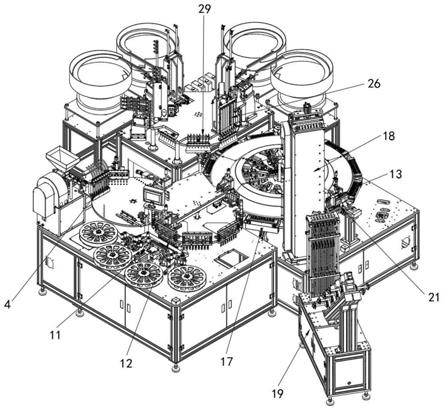
17.图1是本发明成品加工部分的轴侧结构示意图。
18.图2是本发明进料部分的轴侧结构示意图。
19.图3是本发明气球成型部分的轴侧结构示意图。
20.图中,部件名称与附图编号的对应关系为:
21.1、胶件排列机构;2、胶件送料机构;3、胶件分料机构;4、胶件检测机构;5、胶件动力盘;6、胶件定位治具;7、入阀动力盘;8、取胶件机构;9、上pvc阀片放卷机构;10、下pvc阀片放卷机构;11、阀片输送对位;12、高周波焊接机构;13、定位治具;14、治具开合机构;15、整理机构;16、成品动力盘;17、排气机构;18、丝带植入裁切机构;19、丝带放卷机构;20、风刀;21、点胶机构;22、卸料机构;23、气球排列机构;24、气球分料机构;25、气球动力盘;26、气球植入结构;27、气球检测机构;28、气球补料机构;29、气球吹气机构;30、气球成组治具。
具体实施方式
22.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
23.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
25.实施例:
26.如附图1至附图3所示:
27.本发明提供一种气球组装一体机,包括胶件送料机构2、气球排列机构23;胶件送料机构2顶部设置有一组胶件排列机构1;胶件送料机构2底部一侧设置有一组胶件分料机构3;胶件分料机构3底部一侧设置有一个胶件动力盘5;胶件动力盘5的一侧设置有一个入阀动力盘7;气球排列机构23的一侧设置有四组气球分料机构24;气球分料机构24的一侧设置有一个气球动力盘25;气球动力盘25一侧设置有一组气球植入结构26;气球植入结构26一侧设置有一组定位治具13;定位治具13内侧设置有一个成品动力盘16;成品动力盘16一侧设置有一组丝带植入裁切机构18;丝带植入裁切机构18的一侧设置有一组点胶机构21;成品动力盘16外侧还设置有一组卸料机构22。
28.其中,定位治具13顶部固定设置有一组治具开合机构14,定位治具13外侧设置有一组整理机构15,用于整理定位治具13中的气球,使气球的形态更加规整。
29.其中,气球动力盘25上固定设置有一组气球成组治具30,固定间距的孔限制气球的距离,且每八个孔为一个组。
30.其中,胶件分料机构3顶部设置有一组胶件检测机构4,用于检测胶是否分离成功,同步识别胶件分料机构3储料管的储料数量是否足够,是否补料,胶件动力盘5上还设置有若干胶件定位治具6,用于对胶件分料机构3输送的物料进行定位,保持一定的等高和一定的垂直度。
31.其中,气球动力盘25外侧还设置有一组气球检测机构27、一组气球补料机构28和一组气球吹气机构29,气球检测机构27用于检测气球成组治具30中的每个孔是否都有气球,气球补料机构28依据气球检测机构27检测的数据对没有气球的孔进行补料,气球吹气机构29向气球成组治具30中的气球吹气,使气球整齐统一。
32.其中,入阀动力盘7一侧固定设置有一组取胶件机构8,用于将胶件动力盘5中的胶件定位治具6里面的胶件取出,入阀动力盘7外侧还设置有一组高周波焊接机构12。
33.其中,定位治具13外侧还设置有一组排气机构17,用于将定位治具13固定的气球里面的气体排出,丝带放卷机构19位于丝带植入裁切机构18外侧,并且能够依据丝带植入裁切机构18的感应信号自动放卷,丝带植入裁切机构18外侧还设置有一个风刀20,能够控制丝带的倒向,使丝带倒向固定的一侧。
34.其中,高周波焊接机构12高周波焊接机构12外侧设置有一个阀片输送对位11,入阀动力盘7外侧还设置有一组上pvc阀片放卷机构9和一组下pvc阀片放卷机构10,用于将对位完成的pvc膜片焊接到胶件上。
35.本实施例的具体使用方式与作用:
36.本发明中,使用本装置对装饰气球加工时分两步操作,首先将气球放置在气球排列机构23上,通过振动盘将气球排列并输送给直线震动器,然后气球分料机构24将气球排列机构23输送过来的物料进行分离并植入气球成组治具30,此时气球动力盘25不断旋转,
旋转过程中气球检测机构27会检测气球成组治具30中的每个孔是否都有气球,气球补料机构28依据气球检测机构27检测的数据对没有气球的孔进行补料,气球吹气机构29向气球成组治具30中的气球吹气,使气球整齐统一,然后气球植入机构26会将吹好气的气球送入成品动力盘16托载的定位治具13中,然后第二步就是将胶件投入胶件排列机构1的料仓,机构按照要求的方向自动完成排列并依据需求持续供给,然后胶件送料机构2将胶件排列机构1供给的物料分离并输送给胶件分料机构3,通过胶件检测机构4检测完成的物料会通过重力掉落的限制方向将物料分离给胶件动力盘5上的胶件定位治具6,然后取胶件机构8会将胶件动力盘5中的胶件定位治具6里面的胶件取出,然后入阀动力盘7通过取胶件机构8托载完成焊接pvc阀片的阀体移动至入阀机构下方,入阀机构将阀体植入定位治具13,此时定位治具13外侧的整理机构15会将定位治具13中的气球进行整理,使气球的形态更加的规整,然后丝带植入裁切机构18会将丝带安装固定的长度裁切并植入定位治具13上的气球中,最后通过点胶机构21上的kk模组托载点胶头移动将胶水涂在定位治具13中的气球上,然后将加工完成的气球取出即可。
37.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1