一种选择性激光烧结3D打印组件的制作方法
一种选择性激光烧结3d打印组件
技术领域
1.本发明属于增材制造技术领域,具体涉及一种选择性激光烧结3d打印组件。
背景技术:
2.近年来,3d打印技术发展迅速。其中,激光选区烧结(sls)技术以数字模型文件为基础,以热塑性塑料粉末为原料,通过激光加热粉末熔融并逐层固化堆叠累积来构造物体,成为当前最受欢迎的3d打印技术之一。
3.sls技术所采用的3d打印设备主要由粉末供料系统、激光振镜系统、可升降成型腔系统等功能单元组成。可升降成型腔系统用于形成高度恒定的激光扫描工作面并容置已成型的工件,粉末供料系统用于向成型腔内不断地提供厚度可控的原料粉末层,激光振镜系统用于向成型腔表面的特定区域发设激光使原料粉末熔融成型,在激光振镜系统和成型腔系统之间固定设有平透镜,用于透过co2激光,同时隔绝激光振镜系统和成型腔体以保证成型腔内温场稳定。
4.我们在实践中发现,通过sls成型技术制得的工件,其良品率偏低,尤其是在力学性能方面表现出较低的稳定性。
技术实现要素:
5.针对现有技术存在的上述问题,本发明对sls成型技术中涉及的原料、成型工艺、打印设备等多个方面进行了考察,在此基础上提供一种选择性激光烧结3d打印组件,能够在整体上提高sls成型件的力学性能,尤其能够改善sls成型件在不同厚度上力学性能的差异。
6.本发明提供的选择性激光烧结3d打印组件,包括激光发生腔体、粉末成型腔体、透镜切换装置、透镜;激光发生腔体位于粉末成型腔体上方,激光发生腔体与粉末成型腔体中间具有间隙,记为透镜间隙;在激光发生腔体底部具有第一透光孔,在粉末成型腔体顶部具有第二透光孔,激光发生腔体内还设有激光发生器,激光发生器发出的激光向下穿过第一透光孔和第二透光孔到达粉末成型腔体内;透镜切换装置安装在激光发生腔体和粉末成型腔体之间,透镜切换装置具有水平布置的旋架,旋架外缘环形阵列地设有一组可拆卸的透镜;旋架可间歇性转动以切换不同的透镜。
7.在本发明实现的过程中,我们发现sls成型时产生的部分烟雾具有较强的附着力,能够累积性地附着在透镜表面,随着打印时间的延长,附着的烟雾对激光参数的影响逐渐加大,导致原料粉末实际接受激光的功率、位置、时间等工艺参数与预设值产生偏差,引起产品在不同厚度上的力学性能发生改变。对此,本发明通过设置可切换的透镜,每打印一段时间更换新的透镜,从而将附着性烟雾对产品力学性能的影响控制在较低的范围内,获得力学性能优异的sls产品。
8.进一步地,透镜切换装置还包括电机,旋架设于电机的输出轴上。
9.进一步地,旋架由一组星形连接的悬臂组成,透镜安装于悬臂末端;在悬臂下侧固
定有随悬臂旋转的感应部,在感应部的旋转路径上设有感应器。通过感应部与感应器的配合,可以对旋架转动的角度进行精准控制,使透镜恰好覆盖第一透光孔。
10.进一步地,感应部为遮光片,感应器为光电感应器;光电感应器顶部具有感光缺口,光电感应器在感光缺口被遮挡时发出电信号。
11.进一步地,悬臂末端具有框形的承台,承台边缘设有围边;透镜边缘处还套装有镜套,镜套包括将透镜夹合在中间的下镜套和上镜套;下镜套放置在承台上。通过上述结构可以方便地从承台上取下镜套或在承台上放置镜套,以便对镜片进行更换和清洗。
12.进一步地,围边与下镜套均呈矩形;在承台上设有对角分布的一对定位销,在下镜套的下端面设有对角分布的一对定位孔,定位销与定位孔位置对应。
13.进一步地,在承台上对角分布地嵌设有一对第一磁块,在下镜套的下端面对角分布地嵌设有一对第二磁块,第一磁块与第二磁块位置对应且相互吸引,防止在运动时镜套从承台脱落。
14.进一步地,承台下表面设有第一润滑层,围边上表面设有第二润滑层,从而减小切换镜片时的阻力。
15.有益效果:与现有技术相比,本发明在对sls产品力学性能不稳定的问题进行深入梳理和分析的基础上提供一种选择性激光烧结3d打印组件,采用旋转执行机构和多镜片组件,实现sls打印过程中激光平透镜的切换,操作方便简单,提升3d打印产品的质量以及稳定性。其中,旋转执行机构通过内部光电感应装置控制旋转,保证镜片组件定位精准;具有定位销和磁性部位的承台, 既方便镜片的更换,又不易脱落,而且还能准确定位。
附图说明
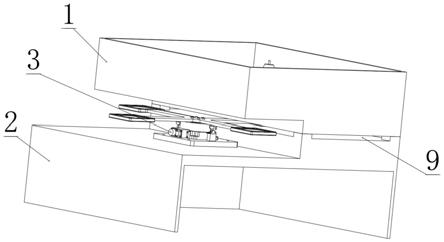
16.图1为本发明的结构示意图。
17.图2为本发明的爆炸示意图。
18.图3为透镜切换装置的结构示意图。
19.图4为图3的局部放大图。
20.图5和6为承台处的结构示意图。
21.图7为透镜安装处的结构示意图。
22.图8和9为实施例2中透镜切换装置的结构示意图。
23.图10和11为试件的拉伸强度随厚度的变化关系图。
24.图中,激光发生腔体1、粉末成型腔体2、透镜切换装置3、透镜4、透镜间隙9、第一透光孔11、第二透光孔21、激光发生器8、旋架31、电机32、感应部34、感应器35、承台311、围边312、下镜套41、上镜套42、定位销313、定位孔411、第一磁块314、第二磁块412、第一润滑层315、第二润滑层316。
具体实施方式
25.下面通过实施例进一步阐明本发明,旨在更清楚地说明本发明的技术方案,而不应理解为是一种限制。
26.实施例1一种选择性激光烧结3d打印组件,如图1至7所示,包括激光发生腔体1、粉末成型
腔体2、透镜切换装置3、透镜4;激光发生腔体1位于粉末成型腔体2上方,激光发生腔体1与粉末成型腔体2中间具有间隙,记为透镜间隙9;在激光发生腔体1底部具有第一透光孔11,在粉末成型腔体2顶部具有第二透光孔21,激光发生腔体1内还设有激光发生器8,激光发生器8发出的激光向下穿过第一透光孔11和第二透光孔21到达粉末成型腔体2内;透镜切换装置3安装在激光发生腔体1和粉末成型腔体2之间,透镜切换装置3具有水平布置的旋架31,旋架31外缘环形阵列地设有一组可拆卸的透镜4;旋架31可间歇性转动以切换不同的透镜4。
27.本实施例中,透镜切换装置3还包括电机32,旋架31设于电机32的输出轴上。
28.本实施例中,旋架31由四个星形连接的悬臂组成,透镜4安装于悬臂末端;在每个悬臂下侧均固定有随悬臂旋转的感应部34,在感应部34的旋转路径上设有感应器35。
29.本实施例中,感应部34为遮光片,感应器35为光电感应器;光电感应器顶部具有感光缺口,光电感应器在感光缺口被遮挡时发出电信号。
30.本实施例中,悬臂末端具有框形的承台311,承台311边缘设有围边312;透镜4边缘处还套装有镜套,镜套包括将透镜4夹合在中间的下镜套41和上镜套42;下镜套41放置在承台311上。
31.本实施例中,围边312与下镜套41均呈矩形;在承台311上设有对角分布的一对定位销313,在下镜套41的下端面设有对角分布的一对定位孔411,定位销313与定位孔411位置对应。
32.本实施例中,在承台311上对角分布地嵌设有一对第一磁块314,在下镜套41的下端面对角分布地嵌设有一对第二磁块412,第一磁块314与第二磁块412位置对应。
33.本实施例中,承台311下表面设有第一润滑层315;围边312上表面设有第二润滑层316。
34.实施例2本实施例的技术方案与实施例1的区别在于使用了不同的旋架旋架31,如图8和9所示,其由三个星形连接的悬臂组成。
35.验证实验1采用实施例2提供的选择性激光烧结3d打印组件打印制造tpu材料的试件,在切换镜片(每打印90 mm高度更换一次镜片)和不切换镜片的条件下分别打印制造tpu试件,并对制得的试件在不同厚度上进行取样和测试(测试标准:iso 527)。
36.实验条件:tpu材料,主温110℃,激光功率45w,扫描间距0.1 mm,扫描速率6000 mm/s,单层打印层厚0.1 mm,排包密度15%。保持xy位置不变,z方向每间隔10 mm摆放5个拉伸样条。
37.在实验过程中,可以观察到tpu粉体材料在的照射激光作用下产生的大量烟雾。实验结果如图10所示。在不切换镜片的条件下,随着打印高度的增加,tpu样条的拉伸强度逐渐下降,高度250 mm时样条的拉伸强度较0 mm时下降18.8%。在切换镜片的条件下,随着打印高度的增加,tpu样条的拉伸强度逐渐下降,高度80 mm时样条的拉伸强度较0 mm时下降4.4%。高度170 mm时样条的拉伸强度较90 mm时下降4.5%,高度170 mm时样条的拉伸强度较90 mm时下降4.5%。高度250 mm时样条的拉伸强度较180 mm时下降3.3%。
38.结果表明,通过镜片的更换,tpu样件的拉伸强度下降率可以控制在5%(图中虚线
所示)以内。
39.验证实验2采用实施例2提供的选择性激光烧结3d打印组件打印制造pa12材料的试件,打印时不切换镜片,对制得的试件在不同厚度上进行取样和测试(测试标准:iso 527)。
40.实验条件:pa12材料,主温170℃,激光功率45w,扫描间距0.1 mm,扫描速率10000 mm/s,单层打印层厚0.1 mm,排包密度15%。保持xy位置不变,z方向每间隔10 mm摆放5个拉伸样条。
41.在实验过程中,可以观察到pa12粉体材料在的照射激光作用下几乎不产生烟雾。实验结果如图11所示。随着打印高度的增加,pa12样条的拉伸强度几乎不变,证明了tpu打印过程中烟雾会降低打印件性能。
42.实验1和2表明:(1)在sls制造过程中,导致产品力学性能不稳定的一个重要原因是同一件产品在不同厚度上力学性能存在一定的差异;(2)部分sls原料粉体在打印过程中产生的附着性烟雾是引起试件在不同厚度上力学性能有差异的主要原因;(3)本发明提供的选择性激光烧结3d打印组件,能够有效地将附着性烟雾引起的力学性能的差异控制在较低的范围内,从而提升产品的质量。
43.以上实施方式是示例性的,其目的是说明本发明的技术构思及特点,以便熟悉此领域技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1