一种热塑性纤维增强复合材料筋的加肋装置及加肋方法
1.本发明属于复合材料筋加肋领域,特别是涉及一种热塑性纤维增强复合材料筋的加肋装置及加肋方法。
背景技术:
2.目前使用最为广泛的工程结构为钢筋混凝土结构,钢结构、砌体结构与木结构作为补充。钢筋混凝土在长期的复杂服役环境下,易发生钢筋的锈蚀,进而导致混凝土包覆层的剥落,严重影响结构的使用寿命与安全性能。特别是在国家海洋工程与南海岛礁工程建设中,氯离子对钢筋的侵蚀将严重危害钢筋混凝土结构的安全,造成国家财产的重大损失。
3.相较于钢材而言,纤维增强树脂基(frp)复合材料具有轻质、高强、耐腐蚀、耐疲劳与可设计的优点,现在已经广泛应用于土木工程领域。按照树脂基体类别,frp复合材料包括热固性与热塑性两种材料。其中热固性复合材料是通过纤维浸润热固性树脂高温固化形成的复合材料,而热塑性复合材料是纤维浸润熔融的热塑性树脂冷却形成的复合材料。热固性复合材料在土木工程领域已经有了广泛的应用,其中热固性的frp筋替换钢筋用于增强钢筋混凝土结构;frp板材通过外粘法,用于增强加固已有的混凝土与钢结构;平行的frp板/筋做成frp索应用于大跨桥梁结构或预应力筋混凝土桥梁结构;frp管材内置混凝土,形成frp管-混凝土组合结构。
4.尽管热固性复合材料的应用可以有效提升土木工程结构的耐久性能,延长工程结构的使用寿命。但由于热固性树脂自身特性,无法熔融重塑、延性与耐疲劳性能差的特点,导致热固性复合材料在混凝土结构应用中无法满足弯折与回收重复利用要求;frp板/筋的抗横向剪切与压缩性能较差,锚固困难;疲劳与横向抗冲击性能差。热塑性复合材料的应用,可以有效解决上述热固性复合材料所面临的工程难题。尤其是在frp筋增强混凝土结构领域,基于热塑性复合材料筋的熔融重塑特性,将热塑性frp纵筋热熔弯折埋置于混凝土结构,可有效增强frp筋在混凝土中的锚固性能。同时弯折的热塑性frp筋可作为箍筋增强混凝土结构的抗剪性能。
5.可见,热塑性复合材料筋在土木工程领域拥有更为广泛的应用前景,为了进一步增强热塑性frp筋表面与混凝土的粘结性能,现需要对frp筋的表面加肋处理。然而在热塑性frp筋生产技术中,缺乏稳定可靠的对连续生产frp筋的加肋技术。因此,为进一步推广热塑性frp筋在混凝土结构领域的应用,现急需一种能够实现连续生产热塑性frp筋的加肋装置及方法。
技术实现要素:
6.本发明为了解决现有技术中的问题,提出一种热塑性纤维增强复合材料筋的加肋装置及加肋方法。
7.为实现上述目的,本发明采用以下技术方案:一种热塑性纤维增强复合材料筋的加肋装置,它包括转动系统、伺服电机和钢架,所述转动系统包括齿轮、转轮、两个转盘和两
个转轴,所述两个转轴的一端均分别连接一个转盘,两个转盘通过多个栓钉栓接相连,每个栓钉上均穿接有一个转轮,在一个转轴上设置有齿轮,所述转动系统中的两个转轴与钢架侧端转动连接,所述转轮与钢架内部配合连接,所述齿轮与伺服电机的输出齿轮啮合相连,驱动转动系统旋转,使转轮围绕圆周方向转动并围绕栓钉自转,所述转轮外缘设置有压楞,加热软化后的frp筋从转盘的中心穿过,并通过压楞挤压形成肋。
8.更进一步的,所述钢架包括左端板、中间板和右端板,所述两个转轴通过轴承分别连接在左端板和右端板上,所述中间板设有内圆形齿圈,所述转轮与内圆形齿圈啮合相连。
9.更进一步的,所述转轮上还设置有齿轮部和压轮,所述齿轮部与栓钉通过轴承连接,所述齿轮部与内圆形齿圈啮合相连,实现转轮围绕中间板内圆形齿圈圆周方向转动并围绕栓钉自转,所述压楞盘绕在压轮的外缘。
10.更进一步的,所述转轴为中空圆轴结构,所述转轴与转盘焊接相连,所述frp筋穿过转轴的中空圆轴结构。
11.更进一步的,所述转盘上设有等角度间隔的三个圆孔,用于栓钉的安装,所述转盘的圆心处设置有一个圆孔,用于穿插frp筋。
12.更进一步的,所述frp筋通过加热模具加热软化。
13.更进一步的,所述加热模具最高加热温度为500℃。
14.更进一步的,所述frp筋加热软化后通过牵引轮牵引从转盘的中心穿过。
15.更进一步的,所述伺服电机与控制器相连,所述控制器为变频开关控制器。
16.本发明还提供一种热塑性纤维增强复合材料筋的加肋方法,它包括以下步骤:
17.步骤1:将控制器与伺服电机连接,通过变频系统调节伺服电机的转速,实现转轴的转速与牵引轮的牵引速度协调同步;
18.步骤2:调节三个转轮上压楞的相对位置,使得三个压楞沿着同一条肋转动;
19.步骤3:将加热软化后的frp筋穿过转轴和转盘的中心,并与牵引轮连接;
20.步骤4:打开所有仪器,通过压楞与frp筋的挤压形成肋,实现带肋热塑性frp筋的连续生产。
21.与现有技术相比,本发明的有益效果是:本发明解决了现有热塑性纤维增强复合材料筋的加肋装置及加肋方法无法用于连续生产,影响生产效率的问题。本发明高效可靠,可有效提升热塑性frp筋的生产效率,推动热塑性frp筋在土木工程领域的大规模应用。具有以下优势:
22.1、本发明解决了带肋热塑性筋的连续生产难题,该加肋方式不对筋产生损伤,可以同时满足刚生产出未冷却以及冷却成型后的frp筋的加肋需求。
23.2、本发明设有变频系统,可调节伺服电机的转速,使得压楞绕筋的转动速度与筋的牵引速度协调同步。
24.3、本发明设有三个等角度间隔的转轮,加肋时三者共同绕筋旋转,不对筋产生偏压。
25.4、本发明的中间板设有内圆齿圈,转轮绕栓钉自转的同时也绕内圆齿圈转动,可准确定位转轮相对于筋的位置。
26.5、本发明的压楞可以更换,通过调节压楞的高度与螺旋间距,可以满足不同螺旋间距与深度的加肋需求。
27.6、本发明的三个转轮围成的内部空间可以通过改变压轮的直径来调节,可以适用于不同直径frp筋的加肋需要。
附图说明
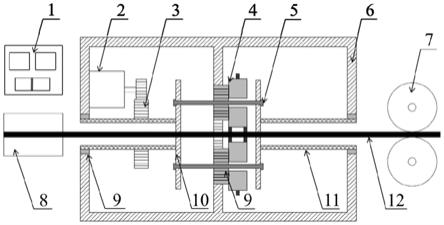
28.图1为本发明所述的一种热塑性纤维增强复合材料筋的加肋装置结构示意图;
29.图2为本发明所述的钢架结构示意图;
30.图3为本发明所述的中间板结构示意图;
31.图4为本发明所述的转盘结构示意图;
32.图5为本发明所述的转轮结构示意图。
33.1-控制器,2-伺服电机,3-齿轮,4-转轮,5-栓钉,6-钢架,7-牵引轮,8-加热模具,9-轴承,10-转盘,11-转轴,12-frp筋,401-齿轮部,402-压轮,403-压楞,601-左端板,602-中间板,603-右端板。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地阐述。
35.参见图1-5说明本实施方式,一种热塑性纤维增强复合材料筋的加肋装置,它包括转动系统、伺服电机2和钢架6,所述转动系统包括齿轮3、转轮4、两个转盘10和两个转轴11,所述两个转轴11的一端均分别连接一个转盘10,两个转盘10通过多个栓钉5栓接相连,每个栓钉5上均穿接有一个转轮4,在一个转轴11上设置有齿轮3,所述转动系统中的两个转轴11与钢架6侧端转动连接,所述转轮4与钢架6内部配合连接,所述齿轮3与伺服电机2的输出齿轮啮合相连,通过齿轮咬合传动,驱动转动系统旋转,使转轮4围绕圆周方向转动并围绕栓钉5自转,所述转轮4外缘设置有压楞403,加热软化后的frp筋12从转盘10的中心穿过,启动伺服电机2可带动转动系统绕frp筋12旋转,待frp筋12未完全冷却之前,并通过压楞403挤压形成肋。
36.实施例中钢架6包括左端板601、中间板602和右端板603,两个转轴11通过轴承分别连接在左端板601和右端板603上,中间板602设有内圆形齿圈,转轮4与内圆形齿圈啮合相连。三个板的厚度不应小于10mm,防止转轴11转动时产生过大变形,影响筋的加肋效果,内圆形齿圈的模数应与转轮11上齿轮3的模数相符。
37.实施例中转轮4上还设置有齿轮部401和压轮402,齿轮部401与栓钉5通过轴承连接,齿轮部401与内圆形齿圈啮合相连,实现转轮4围绕中间板602内圆形齿圈圆周方向转动并围绕栓钉5自转,压楞403盘绕在压轮402的外缘。压楞403的螺旋间距与厚度应根据实际所加肋的间距与大小来确定。
38.实施例中转轴11为中空圆轴结构,转轴11与转盘10焊接相连,frp筋12穿过转轴11的中空圆轴结构。转轴11的壁厚应不少于10mm,防止转动变形。
39.实施例中转盘10上设有等角度间隔的三个圆孔,用于栓钉5的安装,转盘10的圆心处设置有一个圆孔,用于穿插frp筋12。其中栓钉5的直径不应小于10mm,防止转动时发生变形,影响转轮4与筋的相对位置。三个转轮4围成的内部空间可以通过改变压轮402的直径来调节,以适用于直径为4mm-30mm的frp筋12加肋需要。转轮4上的压楞403可以更换,通过调
节压楞403的高度与螺旋间距,以满足不同螺旋间距与深度的加肋需求。
40.实施例中frp筋12通过加热模具8加热软化,加热模具8最高加热温度为500℃,适用于不同种类热塑性树脂的熔融。
41.实施例中frp筋12加热软化后通过牵引轮7牵引从转盘10的中心穿过,可以同时满足刚生产出未冷却以及冷却成型后的frp筋12的加肋需求,其中,对于刚生产出未冷却的frp筋12无需经过加热模具8加热软化。
42.实施例中伺服电机2与控制器1相连,控制器1为变频开关控制器,设有变频系统,可调节伺服电机2的转速。
43.本实施例为一种热塑性纤维增强复合材料筋的加肋方法,它包括以下步骤:
44.步骤1:将控制器1与伺服电机2连接,通过变频系统调节伺服电机2的转速,实现转轴11的转速与牵引轮7的牵引速度协调同步;
45.步骤2:调节三个转轮4上压楞403的相对位置,使得三个压楞403沿着同一条肋转动;
46.步骤3:将加热软化后的frp筋12穿过转轴11和转盘10的中心,并与牵引轮7连接;
47.步骤4:打开所有仪器,通过压楞403与frp筋12的挤压形成肋,实现带肋热塑性frp筋12的连续生产。
48.以上对本发明所提供的一种热塑性纤维增强复合材料筋的加肋装置及加肋方法,进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1