智能型转盘式模内插件机的上料插件装置的制作方法
1.本发明涉及一种智能型转盘式模内插件机的上料插件装置。
背景技术:
2.在电子产品及汽车端子产品的塑料结构件中,通常需要在模内插装入五金件后注塑成型,具体而言,将五金件放入注塑模内,注塑模合模封胶即完成模内注塑五金件的制造过程。膜内注塑五金件的结构一般包括五金件和注塑在五金件上的塑胶。现有插装入五金件的方式通常采用人工手动插装入,手动插装入的精度不好控制,易导致压模现象,无法保证注塑质量;而且对于数量较多的五金件插入需要较长的时间,大大影响了生产效率。
3.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种智能型转盘式模内插件机的上料插件装置。
5.为了解决上述技术问题,本发明采用了下述技术方案:该智能型转盘式模内插件机的上料插件装置包括机座、安装于机座上的振动盘、安装振动盘旁侧的震动器、安装于震动器上端并与振动盘对接的第一料轨和第二料轨、安装于机座上端的前后移送料机构、安装于该前后移送料机构上的旋转驱动机构、安装于该旋转驱动机构上并由该旋转驱动机构驱动以实现转动的旋转工作台、对称安装于该旋转工作台两侧的第一治具定位机构和第二治具定位机构、安装于旋转工作台与第一料轨和第二料轨之间的平移插件机构,该旋转工作台两侧分别设置有大小尺寸相同的第一送料缺口和第二送料缺口,所述平移插件机构的宽度尺寸小于第一送料缺口和第二送料缺口的宽度尺寸,使平移插件机构能够在第一送料缺口或第二送料缺口前后移动;所述平移插件机构包括安装于机座上的立板、安装于该立板上的插件限位座、安装于该立板上并与该插件限位座适配的第一夹料插件模组和第二夹料插件模组,该插件限位座两侧分别设置有供第一夹料插件模组端部和第二夹料插件模组端部穿过的第一插件限位槽和第二插件限位槽,所述第一夹料插件模组和第二夹料插件模组分别与第一料轨和第二料轨的出料口对接。
6.进一步而言,上述技术方案中,所述第一治具定位机构包括有对称安装于该第一送料缺口两侧的第一治具定位模组和第二治具定位模组、以及分别位于该第一治具定位模组和第二治具定位模组后侧的第三治具定位模组和第四治具定位模组;插件时,由前后移送料机构驱动所述旋转工作台的第一送料缺口套设于平移插件机构外围,使第一夹料插件模组和第二夹料插件模组分别与第一治具定位模组和第二治具定位模组对应;所述平移插件机构中的第一夹料插件模组和第二夹料插件模组分别将第一料轨和第二料轨送出的五金件夹紧,并将五金件分别插装定位于第一治具定位模组中的治具和第二治具定位模组中的治具内;随后,该由前后移送料机构驱动所述旋转工作台的第一送料缺口继续套设于平移插件机构,使第一夹料插件模组和第二夹料插件模组分别与第三治具定位模组和第四治
具定位模组对应;所述平移插件机构中的第一夹料插件模组和第二夹料插件模组分别将第一料轨和第二料轨送出的五金件夹紧,并将五金件分别插装定位于第三治具定位模组中的治具和第四治具定位模组中的治具内。
7.进一步而言,上述技术方案中,所述第二治具定位机构的结构与第一治具定位机构的结构相同。
8.进一步而言,上述技术方案中,所述第一治具定位模组包括有固定于该旋转工作台上的治具限位座以及安装于该治具限位座旁侧的治具限位气缸和安装于治具限位气缸的活塞杆上的治具限位块,该治具限位座内设置有用于放置治具的限位槽,且该治具限位座侧面设置有沟通该限位槽的窗口,治具放置于限位槽中,该治具的插接部穿过该窗口伸出于治具限位座侧面外。
9.进一步而言,上述技术方案中,所述第二治具定位模组、第三治具定位模组、第四治具定位模组的结构均与第一治具定位模组的结构相同。
10.进一步而言,上述技术方案中,所述治具限位块前端设置有直角限位面,该直角限位面与治具的一个角部的两个面接触;所述第一料轨和第二料轨呈八字形分布,且该所述第一料轨的出料口和第二料轨的出料口分别设置有第一吹气组件和第二吹气组件。
11.进一步而言,上述技术方案中,所述第一夹料插件模组包括第一夹持插件座和固定安装于该第一夹持插件座侧面的第一导向座、以可上下滑动的方式穿设于第一导向座的第一夹持插件杆和用于驱动该第一夹持插件杆上下滑动的第一夹持气缸、以及用于驱动该第一夹持插件座在水平移动的第一插件气缸,该第一夹持插件座通过若干第一滑块安装于立板上的第一水平导轨上;所述第一夹持插件座上端设置有第一滑槽,该第一夹持插件座通过该第一滑槽套设于所述插件限位座下端,且该插件限位座可相对立板调节相对位置;其中,该第一夹持插件座侧面的上端还成型有水平凸出的第一夹持细块,该第一夹持细块位于第一导向座及第一夹持插件杆上方,且该第一夹持插件杆向上移动后,配合第一夹持细块的下端面夹紧五金件,且该第一夹持插件杆上端及第一夹持细块可通过所述插件限位座的第一插件限位槽。
12.进一步而言,上述技术方案中,所述第二夹料插件模组的结构与第一夹料插件模组的结构相同,且该第二夹料插件模组中的第二滑块和第一夹料插件模组中的第一滑块安装于同一根第一水平导轨上,且第二夹料插件模组中的第二夹持插件座和第一夹料插件模组中的第一夹持插件座套设于同一个所述插件限位座下端;所述第二夹料插件模组中第二夹持插件座的第二夹持细块和第一夹料插件模组中第一夹持插件座的第一夹持细块的旁侧分别设置有第一光电检测开关和第二光电检测开关。
13.采用上述技术方案后,本发明与现有技术相比较具有如下有益效果:1、本发明可自动完成将多个五金件进行上料,并将多个五金件插接于多个治具中,其均为自动化完成,基本无需人工操作,其工作效率高、劳动强度低,且制成的产品质量统一,质量好,且操作安全。
14.2、所述上料插件装置能够同时完成两组五金件的传输上料,同时可由平移插件机构中的第一夹料插件模组和第二夹料插件模组均由内向外移动以分别将五金件插装于两个治具中,以此达到一次完成两个五金件插件动作,同时,第一夹料插件模组端部和第二夹料插件模组在插装五金件的过程中,该第一夹料插件模组端部和第二夹料插件模组端部会
分别穿过插件限位座的第一插件限位槽和第二插件限位槽,以此保证插件的精度,提高插件质量;另外,上料插件装置还采用旋转驱动机构驱动旋转工作台旋转180度,使旋转工作台的第一治具定位机构或第二治具定位机构与平移插件机构对应,可以实现一边将第一治具定位机构中插好五金件的治具取出,一边由平移插件机构将五金件插入第二治具定位机构中,以此大大提高工作效率,同时简化上料插件装置的结构,减少上料插件装置所占用的空间,使得上料插件装置的结构更加紧凑,成本更低。
附图说明
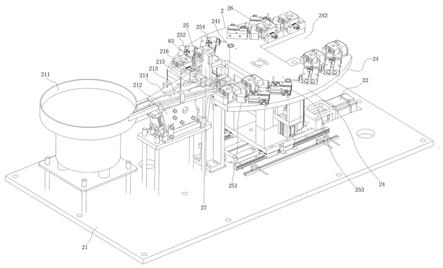
15.图1是本发明的立体图;图2是本发明另一视角的立体图;图3是本发明的局部结构图;图4是本发明中第一治具定位模组的立体图;图5是本发明中平移插件机构的立体图;图6是本发明中平移插件机构拆卸插件限位座后的立体图。
16.附图标记说明
具体实施方式
17.下面结合具体实施例和附图对本发明进一步说明。
18.见图1
‑
图6所示,为一种智能型转盘式模内插件机的上料插件装置,该上料插件装置2包括机座21、安装于机座21上的振动盘211、安装振动盘211旁侧的震动器212、安装于震动器212上端并与振动盘211对接的第一料轨213和第二料轨214、安装于机座21上端的前后移送料机构22、安装于该前后移送料机构22上的旋转驱动机构23、安装于该旋转驱动机构
23上并由该旋转驱动机构23驱动以实现转动的旋转工作台24、对称安装于该旋转工作台24两侧的第一治具定位机构25和第二治具定位机构26、安装于旋转工作台24与第一料轨213和第二料轨214之间的平移插件机构27,该旋转工作台24两侧分别设置有大小尺寸相同的第一送料缺口241和第二送料缺口242,所述平移插件机构27的宽度尺寸小于第一送料缺口241和第二送料缺口242的宽度尺寸,使平移插件机构27能够在第一送料缺口241或第二送料缺口242前后移动;所述平移插件机构27包括安装于机座21上的立板271、安装于该立板271上的插件限位座272、安装于该立板271上并与该插件限位座272适配的第一夹料插件模组273和第二夹料插件模组274,该插件限位座272两侧分别设置有供第一夹料插件模组273端部和第二夹料插件模组274端部穿过的第一插件限位槽2721和第二插件限位槽2722,所述第一夹料插件模组273和第二夹料插件模组274分别与第一料轨213和第二料轨214的出料口对接;所述上料插件装置2工作时,由前后移送料机构22驱动旋转驱动机构23、旋转工作台24、第一治具定位机构25、第二治具定位机构26朝平移插件机构27方向移动,使旋转工作台24的第一送料缺口241套设于该平移插件机构27外围,且第一治具定位机构25定位的一组治具83分别位于平移插件机构27两侧;同时,振动盘211通过第一料轨213和第二料轨214分别将五金件81传送至平移插件机构27两侧,平移插件机构27工作,并由第一夹料插件模组273夹紧由第一料轨213传送出来的五金件81,由第二夹料插件模组274夹紧由第二料轨214传送出来的五金件81,且该第一夹料插件模组273和第二夹料插件模组274均由内向外移动以分别将五金件81插装于两个治具83中,以此达到一次完成两个五金件81插件动作,其效率极高;另外,第一夹料插件模组273端部和第二夹料插件模组274在插装五金件81的过程中,该第一夹料插件模组273端部和第二夹料插件模组274端部会分别穿过插件限位座272的第一插件限位槽2721和第二插件限位槽2722,以此保证插件的精度,提高插件质量;完成后,由前后移送料机构22驱动旋转驱动机构23、旋转工作台24、第一治具定位机构25、第二治具定位机构26朝平移插件机构27方向继续移动,使旋转工作台24的第一送料缺口241进一步套设于该平移插件机构27外围,使且第一治具定位机构25定位的另一组治具83分别位于平移插件机构27两侧;平移插件机构27工作,由第一夹料插件模组273夹紧由第一料轨213传送出来的五金件81,由第二夹料插件模组274夹紧由第二料轨214传送出来的五金件81,且该第一夹料插件模组273和第二夹料插件模组274均由内向外移动以分别将五金件81插装于两个治具83中,以此达到一次完成两个五金件81插件动作,其效率极高;完成后,该前后移送料机构22驱动旋转工作台24复位,使旋转工作台24的第一送料缺口241离开该平移插件机构27外围,且由旋转驱动机构23驱动旋转工作台24旋转 180度,使旋转工作台24的第二送料缺口242朝向平移插件机构27;然后,由前后移送料机构22驱动旋转驱动机构23、旋转工作台24、第一治具定位机构25、第二治具定位机构26朝平移插件机构27方向移动,使旋转工作台24的第二送料缺口242套设于该平移插件机构27外围,再重复以上旋转工作台24中第一送料缺口241套设于该平移插件机构27外围后的各种工作步骤。
19.所述上料插件装置2能够同时完成两组五金件的传输上料,同时可由平移插件机构27中的第一夹料插件模组273和第二夹料插件模组274均由内向外移动以分别将五金件81插装于两个治具83中,以此达到一次完成两个五金件81插件动作,同时,第一夹料插件模组273端部和第二夹料插件模组274在插装五金件81的过程中,该第一夹料插件模组273端部和第二夹料插件模组274端部会分别穿过插件限位座272的第一插件限位槽2721和第二
插件限位槽2722,以此保证插件的精度,提高插件质量;另外,上料插件装置2还采用旋转驱动机构23驱动旋转工作台24旋转 180度,使旋转工作台24的第一治具定位机构25或第二治具定位机构26与平移插件机构27对应,可以实现一边将第一治具定位机构25中插好五金件的治具83取出,一边由平移插件机构27将五金件插入第二治具定位机构26中,以此大大提高工作效率,同时简化上料插件装置2的结构,减少上料插件装置2所占用的空间,使得上料插件装置2的结构更加紧凑,成本更低。
20.所述第一治具定位机构25包括有对称安装于该第一送料缺口241两侧的第一治具定位模组251和第二治具定位模组252、以及分别位于该第一治具定位模组251和第二治具定位模组252后侧的第三治具定位模组253和第四治具定位模组254;插件时,由前后移送料机构22驱动所述旋转工作台24的第一送料缺口241套设于平移插件机构27外围,使第一夹料插件模组273和第二夹料插件模组274分别与第一治具定位模组251和第二治具定位模组252对应;所述平移插件机构27中的第一夹料插件模组273和第二夹料插件模组274分别将第一料轨213和第二料轨214送出的五金件夹紧,并将五金件分别插装定位于第一治具定位模组251中的治具83和第二治具定位模组252中的治具83内;随后,该由前后移送料机构22驱动所述旋转工作台24的第一送料缺口241继续套设于平移插件机构27,使第一夹料插件模组273和第二夹料插件模组274分别与第三治具定位模组253和第四治具定位模组254对应;所述平移插件机构27中的第一夹料插件模组273和第二夹料插件模组274分别将第一料轨213和第二料轨214送出的五金件夹紧,并将五金件分别插装定位于第三治具定位模组253中的治具83和第四治具定位模组254中的治具83内;所述第二治具定位机构26的结构与第一治具定位机构25的结构相同。
21.所述第一治具定位模组251包括有固定于该旋转工作台24上的治具限位座2511以及安装于该治具限位座2511旁侧的治具限位气缸2512和安装于治具限位气缸2512的活塞杆上的治具限位块2513,该治具限位座2511内设置有用于放置治具83的限位槽2514,且该治具限位座2511侧面设置有沟通该限位槽2514的窗口2515,治具83放置于限位槽2514中,该治具83的插接部831穿过该窗口2515伸出于治具限位座2511侧面外,五金件则是插入该治具83的插接部831中。所述第一治具定位模组251的结构简单。
22.所述第二治具定位模组252、第三治具定位模组253、第四治具定位模组254的结构均与第一治具定位模组251的结构相同,在此不再一一赘述。
23.所述治具限位块2513前端设置有直角限位面2516,该直角限位面2516与治具83的一个角部的两个面接触,以此达到双面夹持的目的,使治具83稳定定位于治具限位座2511内。
24.所述第一料轨213和第二料轨214呈八字形分布,且该所述第一料轨213的出料口和第二料轨214的出料口分别设置有第一吹气组件215和第二吹气组件216,通过该第一吹气组件215和第二吹气组件216吹走的第一料轨213和第二料轨214的出料口或靠近出料口的灰尘。
25.所述第一夹料插件模组273包括第一夹持插件座2731和固定安装于该第一夹持插件座2731侧面的第一导向座2732、以可上下滑动的方式穿设于第一导向座2732的第一夹持插件杆2733和用于驱动该第一夹持插件杆2733上下滑动的第一夹持气缸2734、以及用于驱动该第一夹持插件座2731在水平移动的第一插件气缸2735,该第一夹持插件座2731通过若
干第一滑块安装于立板271上的第一水平导轨2711上;所述第一夹持插件座2731上端设置有第一滑槽,该第一夹持插件座2731通过该第一滑槽套设于所述插件限位座272下端,以此保证第一夹持插件座2731被限定于第一滑块与插件限位座272之间,以此保证第一夹持插件座2731水平移动更加稳定,并且不会出现偏移的现象,保证插件工作质量。且该插件限位座272可相对立板271调节相对位置;其中,该第一夹持插件座2731侧面的上端还成型有水平凸出的第一夹持细块2737,该第一夹持细块2737位于第一导向座2732及第一夹持插件杆2733上方,且该第一夹持插件杆2733向上移动后,配合第一夹持细块2737的下端面夹紧五金件81,且该第一夹持插件杆2733上端及第一夹持细块2737可通过所述插件限位座272的第一插件限位槽2721。
26.所述第二夹料插件模组274的结构与第一夹料插件模组273的结构相同,且该第二夹料插件模组274中的第二滑块和第一夹料插件模组273中的第一滑块安装于同一根第一水平导轨2711上,其结构更加简单,节省零件,并且可保证第二夹料插件模组274与第一夹料插件模组273在同一水平线上移动,保证插件质量。且第二夹料插件模组274中的第二夹持插件座2741和第一夹料插件模组273中的第一夹持插件座2731套设于同一个所述插件限位座272下端,其结构更加简单,节省零件;所述第二夹料插件模组274中第二夹持插件座2741的第二夹持细块和第一夹料插件模组273中第一夹持插件座2731的第一夹持细块2737的旁侧分别设置有第一光电检测开关201和第二光电检测开关202,该第一光电检测开关201和第二光电检测开关202用于检查是否夹住有五金件,以保证插件的顺利、正常运行,否则会报警,以避免出现空插的现象。
27.所述机座21外侧设置有挂钩,该挂钩上挂设有可取下的手持式控制器,工作人员可将手持式控制器取下以在任意位置使用,其使用不会受限,使用起来更加方便。
28.所述手持式控制器上设置有触控屏以及位于该触控屏旁侧的急停开关和多个功能控制开关;该手持式控制器上端设置有一供人手握提的提手,且该手持式控制器通过该提手挂设于挂钩上。
29.综上所述,本发明可自动完成将多个五金件进行上料,并将多个五金件插接于多个治具83中,其为自动化方式完成,基本无需人工操作,其工作效率高、劳动强度低,且制成的产品质量统一,质量好,且操作安全,避免出现高温易烫伤工作人员的手指的问题。所述上料插件装置2能够同时完成两组五金件的传输上料,同时可由平移插件机构27中的第一夹料插件模组273和第二夹料插件模组274均由内向外移动以分别将五金件81插装于两个治具83中,以此达到一次完成两个五金件81插件动作,同时,第一夹料插件模组273端部和第二夹料插件模组274在插装五金件81的过程中,该第一夹料插件模组273端部和第二夹料插件模组274端部会分别穿过插件限位座272的第一插件限位槽2721和第二插件限位槽2722,以此保证插件的精度,提高插件质量;另外,上料插件装置2还采用旋转驱动机构23驱动旋转工作台24旋转 180度,使旋转工作台24的第一治具定位机构25或第二治具定位机构26与平移插件机构27对应,可以实现一边将第一治具定位机构25中插好五金件的治具83取出,一边由平移插件机构27将五金件插入第二治具定位机构26中,以此大大提高工作效率,同时简化上料插件装置2的结构,减少上料插件装置2所占用的空间,使得上料插件装置2的结构更加紧凑,成本更低。
30.当然,以上所述仅为本发明的具体实施例而已,并非来限制本发明实施范围,凡依
本发明申请专利范围所述构造、特征及原理所作的等效变化或修饰,均应包括于本发明申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1