一种分子定向塑料管生产设备及生产方法与流程
1.本发明涉及塑料管领域,特别是涉及一种分子定向塑料管生产设备及生产方法。
背景技术:
2.分子定向塑料管材是以挤出方法生产的塑料坯管为基材,进行轴向和径向拉伸,使管材中的长链分子在双轴向规整排列,获得高强度、高韧性、高抗冲、抗疲劳的新型管材,性能远优于普通塑料管,同时可以大大节约原材料,降低成本,具有明显的经济效益和社会效益。
3.世界上双轴分子定向管材的生产工艺主要分为一步法和两步法。与一步法相比,两步法生产技术在产品质量、自动化程度、大口径管材和管件生产上面更具技术和经济优势。
4.专利cn201310184707公布了一种分子定向塑料管材的制备方法,生产过程是将毛坯管放置于模具中,毛坯管两端进行夹持固定,之后通入分子定向流体,将毛坯管膨胀至贴合模具,完成成型,成型完成后切除两端夹持固定部分得到成品,该方法的特点是成型快速有效,模具结构简单,但是废品率较高。
5.实用新型cn210336833u公开了一种用于生产分子定向塑料管的设备,所述设备包括具有刚度的导向装置、模具、及位于导向装置两端的前端盖和后端盖,所属模具包括上模具和下模具,所述模具后部设有承接段。通过上下合模的进行生产分子定向塑料管,消除了分子定向塑料管外壁与模具内壁的摩擦;同时既可生产直线塑料管,也可生产具有一定弯度的塑料管,也可以生产具有承接口的塑料管,但是仍未解决废品率较高的问题。
6.在前述情况下,当塑料毛坯管发生膨胀时,由于两端被夹持固定,因此被夹持的部分不能发生分子定向,在成型结束后需要对两端未变形部分进行裁剪切割,增加了工序,同时产生大量废料。由于生产大口径管材时所需固定夹持的部分体积更大,故产生废料的量随着所生产管材口径的增加而增加。
技术实现要素:
7.本发明的目的在于:针对现有技术存在的现有技术生产分子定向塑料管时废料量大问题,提供一种分子定向塑料管生产设备及生产方法。
8.为了实现上述目的,本发明采用的技术方案为:
9.一种分子定向塑料管生产设备,包括可启闭的成型模,所述成型模包括型腔,所述型腔中轴设有中空的芯棒,所述芯棒上均布有若干气孔,所述芯棒两端均连接有气囊,所述气囊与所述芯棒用于套设分子定向毛坯管,所述毛坯管内壁贴合所述气囊和所述芯棒外壁,所述毛坯管的长度与所述型腔的长度一致,所述气囊位于所述毛坯管的两端,所述芯棒一端延伸出所述成型模后连通进气口和出气口,所述芯棒连通所述气囊。
10.采用本发明所述的一种分子定向塑料管生产设备,通过对所述气囊充气来实现对所述毛坯管端部的密封固定,同时通过所述芯棒和所述气囊连通来使得所述毛坯管两端与
管中部受压一致,所述毛坯管两端密封固定处也能发生分子定向,得到的成型管两端不需要切除,大幅降低原料损耗,极大程度上节约了生产过程中废料的产生,节约了生产成本,提高了经济效益,该生产设备结构简单,使用方便,效果良好。
11.优选地,所述成型模为两部对开的金属模具,所述型腔为各部一半对称设置。
12.优选地,所述芯棒为硬质金属材质构件。
13.优选地,所述气囊为弹性材料构件。
14.优选地,所述气囊的外壁粗糙,具有较大摩擦系数,其膨胀时与所述毛坯管内部贴合可有效吸附在所述毛坯管内壁。
15.优选地,所述芯棒通过气体通道连通所述气囊。
16.优选地,所述进气口通入的分子定向气体为空气、氮气、二氧化碳或者惰性气体中的一种或多种。
17.优选地,还包括驱动机构,所述驱动机构连接所述成型模,所述驱动机构用于打开所述成型模露出所述型腔或者关闭所述成型模。
18.本发明还提供了一种分子定向塑料管生产方法,利用如以上任一项所述的分子定向塑料管生产设备,该方法包括:
19.所述成型模开启,在所述气囊和所述芯棒外壁上套设所述毛坯管,所述成型模关闭;
20.由所述进气口向所述芯棒中通入分子定向气体,气体进入所述气囊,所述气囊弹性膨胀将所述毛坯管端部密封,同时气体通过所述气孔后作用于所述毛坯管内壁,所述毛坯管内压增大,使所述毛坯管发生膨胀分子定向,最终膨胀至与所述型腔壁完全贴合定型,形成成型管;
21.开启所述成型模,分子定向气体由所述出气口泄压排出,所述气囊复位,取出所述成型管。
22.采用本发明所述的一种分子定向塑料管生产方法,通过对所述气囊充气来实现对所述毛坯管端部的密封固定,同时通过所述芯棒和所述气囊连通来使得所述毛坯管两端与管中部受压一致,所述毛坯管两端密封固定处也能发生分子定向,得到的成型管两端不需要切除,大幅降低原料损耗,极大程度上节约了生产过程中废料的产生,节约了生产成本,提高了经济效益,该生产方法步骤简单,操作方便,效果良好。
23.优选地,放入所述毛坯管之前,预热所述毛坯管至其软化温度。
24.优选地,打磨所述成型管两端边缘轮廓。
25.综上所述,由于采用了上述技术方案,本发明的有益效果是:
26.1、本发明所述的一种分子定向塑料管生产设备,通过对所述气囊充气来实现对所述毛坯管端部的密封固定,同时通过所述芯棒和所述气囊连通来使得所述毛坯管两端与管中部受压一致,所述毛坯管两端密封固定处也能发生分子定向,得到的成型管两端不需要切除,大幅降低原料损耗,极大程度上节约了生产过程中废料的产生,节约了生产成本,提高了经济效益,该生产设备结构简单,使用方便,效果良好;
27.2、本发明所述的一种分子定向塑料管生产方法,通过对所述气囊充气来实现对所述毛坯管端部的密封固定,同时通过所述芯棒和所述气囊连通来使得所述毛坯管两端与管中部受压一致,所述毛坯管两端密封固定处也能发生分子定向,得到的成型管两端不需要
切除,大幅降低原料损耗,极大程度上节约了生产过程中废料的产生,节约了生产成本,提高了经济效益,该生产方法步骤简单,操作方便,效果良好。
附图说明
28.图1是分子定向塑料管生产设备的结构示意图一;
29.图2是分子定向塑料管生产设备的结构示意图二;
30.图3是毛坯管插入芯棒的示意图;
31.图4是成型模合模的示意图;
32.图5是向芯棒和气囊中通气加压的示意图;
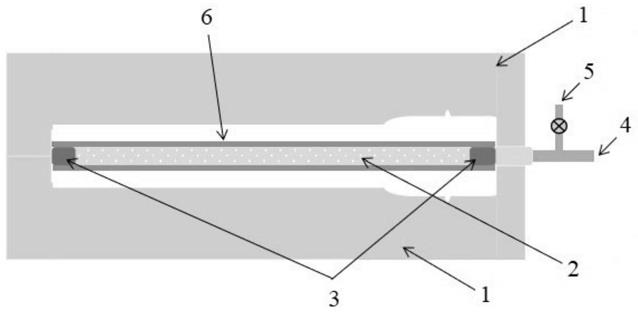
33.图6是毛坯管受压发生分子定向膨胀贴合于成型模内轮廓的示意图;
34.图7是定型完成后泄压、成型模开启的示意图;
35.图8是气囊复位的示意图;
36.图9是成型管取出的示意图;
37.图10是实施例中成型管对比示意图。
38.图中标记:1-成型模,2-芯棒,3-气囊,4-进气口,5-出气口,6-毛坯管,7-成型管,8-现有定向管。
具体实施方式
39.下面结合附图,对本发明作详细的说明。
40.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
41.实施例1
42.如图1和2所示,本发明所述的一种分子定向塑料管生产设备,包括可启闭的成型模1,所述成型模1具有型腔,所述成型模1为左右对开的金属模具,所述型腔为左模具和右模具各一半对称设置,所述成型模1可拆卸连接驱动机构,所述驱动机构用于打开所述成型模1露出所述型腔或者关闭所述成型模1,具体地,所述驱动机构为液压驱动系统。
43.所述型腔中轴设有中空的芯棒2,所述芯棒2为硬质金属材质构件,所述芯棒2上均布有若干气孔,所述芯棒2两端均连接有气囊3,所述气囊3为弹性材料构件,所述气囊3与所述芯棒2用于套设分子定向毛坯管6,所述毛坯管6的内径略大于所述芯棒2的外径,保证所述毛坯管6能够较为容易的导入所述气囊3与所述芯棒2上。
44.所述毛坯管6内壁贴合所述气囊3和所述芯棒2外壁,所述毛坯管6的长度与所述型腔的长度一致,所述气囊3位于所述毛坯管6的两端,所述型腔用于成型所述毛坯管6对应的成型管7。
45.所述芯棒2一端密封、另一端延伸出所述成型模1后连通进气口4和出气口5,所述芯棒2通过气体通道连通所述气囊3,所述气囊3的外壁粗糙,具有较大摩擦系数,其膨胀时与所述毛坯管6内部贴合可有效吸附在所述毛坯管6内壁,所述进气口4通入的分子定向气体为空气、氮气、二氧化碳或者惰性气体中的一种或多种。
46.通过更换不同所述型腔的所述成型模1,能够生产不同管径大小的所述成型管7,
既可生产直线塑料管,也可生产具有一定弯度的塑料管件,尤其适合生产具有承接口的塑料管,所述毛坯管6在所述成型模1中通过膨胀所得的分子定向塑料管一端具有承接口,承接口一端的内径稍微大于分子定向塑料管另一端的外径,承接段内设有凹槽,使得所生产的分子定向塑料管一端内部可放置密封胶圈。
47.本发明所述的一种分子定向塑料管生产设备,通过对所述气囊3充气来实现对所述毛坯管6端部的密封固定,同时通过所述芯棒2和所述气囊3连通来使得所述毛坯管6两端与管中部受压一致,所述毛坯管6两端密封固定处也能发生分子定向,得到的所述成型管7两端不需要切除,大幅降低原料损耗,极大程度上节约了生产过程中废料的产生,节约了生产成本,提高了经济效益,该生产设备结构简单,使用方便,效果良好。
48.实施例2
49.如图1至9所示,本发明所述一种分子定向塑料管生产方法,利用如实施例1所述的分子定向塑料管生产设备,该方法包括:
50.预热所述毛坯管6至其软化温度;
51.如图3所示,所述成型模1开启,在所述气囊3和所述芯棒2外壁上套设所述毛坯管6,如图4所示,所述成型模1关闭;
52.如图5所示,由所述进气口4向所述芯棒2中通入分子定向气体,气体进入所述气囊3,所述气囊3弹性膨胀将所述毛坯管6端部密封固定,同时气体通过所述气孔后作用于所述毛坯管6内壁,所述毛坯管6内压增大,使所述毛坯管6发生膨胀分子定向,最终膨胀至与所述型腔壁完全贴合,贴合所述型腔壁后材料温度下降管材定型,如图6所示,形成所述成型管7;
53.如图7所示,开启所述成型模1,如图8所示,分子定向气体由所述出气口5泄压排出,所述气囊3复位,如图9所示,取出所述成型管7。
54.打磨所述成型管7两端边缘轮廓形成成品管材。
55.本发明所述的一种分子定向塑料管生产方法,通过对所述气囊3充气来实现对所述毛坯管6端部的密封固定,同时通过所述芯棒2和所述气囊3连通来使得所述毛坯管6两端与管中部受压一致,所述毛坯管6两端密封固定处也能发生分子定向,得到的所述成型管7两端不需要切除,大幅降低原料损耗,极大程度上节约了生产过程中废料的产生,节约了生产成本,提高了经济效益,该生产方法步骤简单,操作方便,效果良好。
56.对比例
57.如图10所示,生产同样尺寸大小的成品管材,长度为l。
58.采用如实施例1所述的分子定向塑料管生产设备或如实施例2所述的分子定向塑料管生产方法得到的所述成型管7,仅需对端部进行打磨d1的长度即可得到成品管材,打磨部分占比可大幅降低生产过程中的废品率,产品合格率可达99%(合格率=成品重量/原料重量)。
59.而采用现有技术需对所述毛坯管6两端进行夹持锁紧,分子定向后得到的现有定向管8需对两端进行切割,切割部分占比产品合格率仅达到85%,废料量大。
60.综上本技术极大程度上节约了原料,减少了废料,降低了生产成本。
61.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精
神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1