产品上高光面与皮纹面共同成型技术的制作方法
1.本发明涉及模具技术领域,特别涉及产品上高光面与皮纹面共同成型技术。
背景技术:
2.随着汽车工业的发展,汽车作为一种个人消费品迅速成为了社会最常见的交通工具。消费者对汽车品质要求也日益提高,汽车装饰件也日益新颖、外表面也越来越复杂。
3.例如汽车出风口面板,其产品的下端为外壁具有皮纹面的皮纹部,产品的上端为外壁具有高光面的高光部,然而皮纹面的成型温度不易超过100℃,超过会有应力痕或光泽不均匀产生。高光面的成型温度需要瞬时达到160℃,否者熔接线无法消除。
4.如果简单通过在模具的型腔内壁设置皮纹面和高光面,在注塑产品时,通过皮纹面和高光面,成型产品的皮纹部和高光部,则会导致当型腔的温度在100℃以下时,产品的高光部的熔接线无法消除,当型腔的温度在160℃时,产品的皮纹部有应力痕或光泽不均匀产生。
5.因此现有技术中,无法通过一组模具来成型出风口面板,通常需要将皮纹件和高光件单独成型,然后再组装呈同一个零件,这就导致需要两个模具单独生产,再然后再进行组装,成本较高,而且耗时耗力,生产效率低。
技术实现要素:
6.针对现有技术的不足和缺陷,提供一种产品上高光面与皮纹面共同成型技术,通过一套模具上能够在一个产品上同时成型高光面和皮纹面,降低了成本,提高了效率。
7.为实现上述目的,本发明提供以下技术方案。
8.产品上高光面与皮纹面共同成型技术,包括前模和后模,所述前模包括前模仁,所述后模包括后模仁,所述前模仁包括第一模仁件和第二模仁件,所述第一模仁件的底端形成有型腔,所述第一模仁件的顶端形成有随形水腔,所述随形水腔分布于型腔的外周上端,且随形水腔呈与型腔的外周相适配的环形,所述第一模仁件的侧壁设有模温水路,所述模温水路分布于型腔的外周下端,所述第二模仁件设置于第一模仁件的上端,从而将第一模仁件的随形水腔封闭,所述型腔的内壁上部为高光面,型腔的内壁下部为皮纹面;合模时,所述后模仁伸入型腔内,充填前,随形水腔内注入水蒸气,模温水路内注入流动水,水蒸气的温度使高光无痕面的型腔快速升温,流动水的温度使皮纹面的型腔保持在预设的范围,充填后,使得产品的上端成型为高光无痕部,产品的下端成型为皮纹部。
9.本发明的有益效果为:本发明的结构,通过设置型腔的内壁上部为高光面,型腔的内壁下部为皮纹面,使得成型时,能够使得产品的上端成型为高光部,产品的下端成型为皮纹部,但是由于皮纹面的成型温度不宜超过100℃,超过会有应力痕或光泽不均匀产生,高光面的成型温度需要瞬时达到160℃左右,否者熔接线无法消除,因此通过将前模仁拆分为第一模仁件和第二模仁件,从而使得第一模仁件的顶端能够形成随形水腔,第一模仁件的侧壁形成模温水路,模具在合模后,填充前,向随行水腔内注入水蒸气,向模温水路内注入
流动水,使得模腔侧壁的上端和模腔侧壁的下端能够有不同的温度,水蒸气的温度使高光无痕面的型腔快速升温,流动水的温度使皮纹面的型腔保持在预设的范围,模腔内在填充成型产品时,通过水蒸气的温度与高光面的成型温度相适配,流动水的温度与皮纹面的成型温度相适配,精准控制水蒸气的温度和流动水的温度,减小型腔的外周上端和下端的温度干涉,使得产品的上端在成型高光部时能够消除熔接线,产品的下端成型皮纹部时,无应力痕或光泽不均匀产生,而且应力痕和皮纹面与高光面的间隙几乎可以忽略。
10.作为本发明的一种改进,水蒸气的温度在140至160摄氏度之间,流动水的温度在70至80摄氏度之间。通过上述改进,使得产品的上端能够成型高光面,成型的下端能够成型皮纹面。
11.作为本发明的一种改进,所述前模仁的第二模仁件上设有与随形水腔连通的注入通道,所述随形水腔内设有位于注入通道连接口处的分流块。通过上述改进,使得水蒸气能够快速均匀布满随行水腔。
12.作为本发明的一种改进,所述随形水腔内还设有阻流块,所述阻流块与分流块呈圆周对称分布。通过上述改进,使得水蒸气能够均匀分布。
13.作为本发明的一种改进,所述前模仁上还设有与随形水腔连通的流出通道,流出通道的连接口设置于阻流块处,升温时,将水蒸气注入注入通道,进入随形水道后再经流出通道排出,降温时,将冷却水注入流出通道,进入随形水道后再经注入通道排出。通过上述改进,能够使得随形水道内能够快速升温和降温。
14.作为本发明的一种改进,所述第一模仁件的下端向下延伸形成有延伸部,所述延伸部上设有位于模温水路的下方的延伸水路,延伸水路分布于型腔的外周下端,并且与模温水路连通。通过上述改进,使得型腔的外周下端的温度能够更加均匀,同时能够吸收热量。
15.作为本发明的一种改进,所述第一模仁件和第二模仁件之间设有密封圈,所述密封圈设置于随形水腔的外周。通过上述改进,使得密封性良好,避免热量散失。
16.作为本发明的一种改进,所述第一模仁件和第二模仁件之间通过紧固件固定连接。
17.作为本发明的一种改进,所述第二模仁件的顶端及侧壁设有多个隔热垫。通过上述改进,避免热量传递至模具其它部位。
18.作为本发明的一种改进,所述型腔内设有用于成型高光面的内壁上部和用于成型皮纹面的内壁下部,内壁上部的粗糙度小于内壁下部的粗糙度。
19.作为本发明的一种改进,所述后模上设有排气槽,所述排气槽连通于模腔。
20.作为本发明的一种改进,所述后模仁上还设有与模腔连通的进胶口,所述进胶口呈斜切状。
21.作为本发明的一种改进,所述第二模仁件的侧壁设有冷却水路,所述冷却水路分布于随形水腔的上方。
附图说明
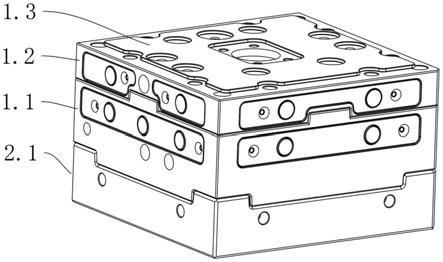
22.图1是本发明的整体结构示意图。
23.图2是本发明的前模仁与后模仁配合结构示意图。
24.图3是本发明的第一模仁件结构示意图。
25.图4是本发明的第一模仁件另一角度结构示意图。
26.图5是本发明的第一模仁件主视图。
27.图6是本发明的图5中a
‑
a处剖视图。
28.图7是本发明的第一模仁件左视图。
29.图8是本发明的图7中a
‑
a处剖视图。
30.图9是本发明的第二模仁件结构示意图。
31.图10是本发明的第二模仁件主视图。
32.图11是本发明的图10中a
‑
a处剖视图。
33.图12是本发明的图10中b
‑
b处剖视图。
34.图13是本发明的后模仁结构示意图。
35.图14是本发明的产品结构示意图。
36.图中,1、前模;1.1、第一模仁件;1.11、型腔;1.12、随形水腔;1.13、模温水路;1.14、延伸部;1.15、延伸水路;1.16、分流块;1.17、阻流块;1.2、第二模仁件;1.21、注入通道;1.22、流出通道;1.23、冷却水路;1.3、隔热垫;2、后模;2.1、后模仁;2.11、进胶口;2.12、排气槽;3、产品;3.1、高光部;3.2、皮纹部。
具体实施方式
37.结合附图对本发明进一步阐释。
38.参见图1至图14所示的产品上高光面与皮纹面共同成型技术,包括前模1和后模2,所述前模1包括前模仁,所述后模2包括后模仁2.1,所述前模仁包括第一模仁件1.1和第二模仁件1.2,第一模仁件1.1和第二模仁件1.2堆叠设置,所述第一模仁件1.1的底端形成有型腔1.11,所述型腔1.11的内壁上部为高光面,型腔1.11的内壁下部为皮纹面;内壁上部的粗糙度小于内壁下部的粗糙度。
39.加工时,通过电火花直接加工型腔1.11内壁上部和下部,再通过人工抛光加工型腔1.11内壁上部,使得内壁上部的粗糙度小于内壁下部的粗糙度,从而使得内壁上部能够成型产品3的高光部3.1,内壁下部能够成型产品3的皮纹部3.2。
40.所述第一模仁件1.1的顶端形成有随形水腔1.12,所述随形水腔1.12分布于型腔1.11的外周上端,且随形水腔1.12呈与型腔1.11的外周相适配的环形,随行水腔呈敞口的环槽状,使得随行水路能够将型腔1.11外周的上端包覆。
41.所述第一模仁件1.1的侧壁设有模温水路1.13,所述模温水路1.13分布于型腔1.11的外周下端,所述第二模仁件1.2设置于第一模仁件1.1的上端,从而将第一模仁件1.1的随形水腔1.12的敞口封闭,并且所述第二模仁件1.2的一侧设有与随形水腔1.12连通的注入通道1.21,第二模仁件1.2的另一侧设有与随形水腔1.12连通的流出通道1.22。
42.第一模仁件1.1和第二模仁件1.2之间通过紧固件进行固定连接,本实施例中,紧固件为螺丝。而且所述第一模仁件1.1和第二模仁件1.2之间设有密封圈,所述密封圈设置于随形水腔1.12的外周,使得第一模仁件1.1和第二模仁件1.2之间密封性良好,避免随形水腔1.12内的热量散失。所述第二模仁件1.2的顶端及侧壁设有多个隔热垫1.3,当第二模仁件1.2安装至前模1上时,通过隔热垫1.3能够阻挡热量传递至模具其它部位,能够避免热
量损失,还能避免对模具其它部位因温度过高造成损坏。
43.所述第二模仁件1.2的侧壁设有冷却水路1.23,所述冷却水路1.23分布于随形水腔1.12的上方。冷却水路1.23内始终注入有冷却水,从而使得第二模仁件1.2上始终保持低温,当随形水腔1.12内的热量传递至第二模仁件1.2上时,能够被第二模仁件1.2上冷却水路1.23内的冷却水吸收,从而避免热量传递至模具其它部位,避免对模具其它部位因温度过高造成损坏,同时还能避免第二模仁件1.2上温度过高。
44.合模时,所述后模仁2.1伸入型腔1.11内,所述型腔1.11和后模仁2.1之间形成有模腔,后模仁2.1上设有与型腔1.11连通的进胶口2.11,通过向模腔内填充介质,从而成型产品3。所述进胶口2.11呈斜切状,增大进胶口2.11的面积,从而减小剪切力,减小成型介质的降低,减小瓦斯气体的产生。而且所述后模2上设有排气槽2.12,所述排气槽2.12连通于模腔,当产品3成型时,有瓦斯气体产生时,能够通过排气槽2.12及时将瓦斯气体排出至外界。
45.填充前,通过注入通道1.21向随形水腔1.12内注入水蒸气,向模温水路1.13内注入流动水,水蒸气的温度使高光无痕面的型腔1.11快速升温,流动水的温度使皮纹面的型腔1.11保持在预设的范围,并且水蒸气的温度与高光面的成型温度相适配,即水蒸气的温度在140至160摄氏度之间,流动水的温度与皮纹面的成型温度相适配,流动水的温度在70至80摄氏度之间,并传递至型腔1.11外周,使得型腔1.11的外周上端温度与型腔1.11的外周下端温度不同,水蒸气的温度与高光面的成型温度相适配,流动水的温度与皮纹面的成型温度相适配,使得产品3的上端在成型高光部3.1时能够消除熔接线,产品3的下端成型皮纹部3.2时,无应力痕或光泽不均匀产生。
46.随形水腔1.12内设有分流块1.16和阻流块1.17,其中分流块1.16位于注入通道1.21的连接口处,阻流块1.17位于输出通道的连接口处,成型时,需要升温,通过注入通道1.21注入水蒸气,水蒸气在进入随形水腔1.12内时,通过分流块1.16分隔成为两路,两路水蒸气相向而行,从而能够快速布满整个随形水腔1.12,而且通过设置阻流块1.17,阻流块1.17与分流块1.16呈圆周对称设置,从而将随形水腔1.12分为左右两个部分,两路水蒸气分别进入相应的部分,互不干涉,从而使得随形水腔1.12内水蒸气能够均匀分布,随形水腔1.12内能够快速升温,而且温度均匀,成型后,需要降温,通过输出通道注入冷却水,冷却水在进入随形水腔1.12时,通过阻流块1.17分隔成为两路,两路冷却水进入相应的随形水腔1.12部分,互不干涉,使得随形水腔1.12内能够快速降温,避免长时间高温对模具的影响,延长模具的使用寿命。而且由于模具能够一次成型整个具有高光面和皮纹面的产品3,成型周期快,因此需要实现快速升温和降温,以满足后续的加工条件。
47.所述第一模仁件1.1的下端向下延伸形成有延伸部1.14,所述延伸部1.14上设有位于模温水路1.13的下方的延伸水路1.15,延伸水路1.15分布于型腔1.11的外周下端,并且与模温水路1.13连通。由于产品3的皮纹面的宽度较长,因此增加设置延伸水路1.15,使得模温水路1.13位于上层,延伸水路1.15位于下层,均将型腔1.11的外周下端包覆,从而适配产品3的皮纹面的宽度,使得型腔1.11的外周下部能够快速升温,而且稳定均匀,而且由于向随形水腔1.12注入温度较高的水蒸气,热量会传递至型腔1.11外周的上端后,部分热量也会传递至型腔1.11外周的下端,因此设置延伸部1.14,增大其尺寸,吸收热量后,对第一模仁件1.1的下段的温度影响较小,从而使得型腔1.11的外周下端的温度变化不大,从而
能够成型皮纹部3.2时无应力痕或光泽不均匀的产生。
48.本发明的结构,通过设置型腔1.11的内壁上部为高光面,型腔1.11的内壁下部为皮纹面,使得成型时,能够使得产品3的上端成型为高光部3.1,产品3的下端成型为皮纹部3.2,但是由于皮纹面的成型温度不宜超过100℃,超过会有应力痕或光泽不均匀产生,高光面的成型温度需要瞬时达到160℃左右,否者熔接线无法消除,因此通过将前模仁拆分为第一模仁件1.1和第二模仁件1.2,从而使得第一模仁件1.1的顶端能够形成随形水腔1.12,第一模仁件1.1的侧壁形成模温水路1.13,模具在合模时,向随行水腔内注入水蒸气,向模温水路1.13内注入流动水,使得模腔侧壁的上端和模腔侧壁的下端能够有不同的温度,模腔内在成型产品3时,通过水蒸气的温度与高光面的成型温度相适配,流动水的温度与皮纹面的成型温度相适配,精准控制水蒸气的温度和流动水的温度,减小型腔1.11的外周上端和下端的温度干涉,使得产品3的上端在成型高光部3.1时能够消除熔接线,产品3的下端成型皮纹部3.2时,无应力痕或光泽不均匀产生,而且应力痕和皮纹面与高光面的间隙几乎可以忽略。
49.以上所述仅是本发明的较佳实施方式,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1