吹膜机械结构应急处理系统的制作方法
1.本发明涉及吹膜机械领域,尤其涉及一种吹膜机械结构应急处理系统。
背景技术:
2.吹膜机是将塑料粒子加热融化再吹成薄膜。吹膜机分很多种,有pe,pof,pvc等。
3.吹膜机的机头由过滤网、过滤板、机头压盖三部分组成,为了适应含有较多杂质塑料原料的生产,本机组采用具有较大过滤面积的直角式机头结构,同时考虑高压、低压、混合料、再生料具有较大功力粘度,对物料的流道设计作了合理的选择,并利用挤出机的驱动电机挤出滤板,故可适应一个单独进行的换网操作。
4.吹膜机的模头选用先进的螺旋模头结构,根据高压、低压、混合料、再生料聚乙烯材料的特殊性,综合考虑,设计了螺旋角、退坡角、定型角长度、模口开度等主要技术参数经多次对比试验进行选优定型,具有内压大,挤出稳定均匀、薄膜力度性能好,无拼缝线与本机组挤出机匹配好等优点;同时,交换高低压聚乙烯及混和料、再生料比例进行吹膜生产时,可不用更换模头;根据用户需要可配制各种模头,更换操作一人可以完成。
5.当前,在使用吹膜机械实现吹膜加工操作时,存在以下两处主要弊端:第一处弊端为,现有的吹膜机械在实际使用中可能进入一些灰尘或者铁屑,如果进入的灰尘或者铁屑分布面积过广,则容易影响吹膜产品的质量;第二处弊端为,现有的吹膜机械的结构简单、工作模式单一,吹膜的速度和效率无法满足当前需求。
技术实现要素:
6.为了解决现有技术中的技术问题,本发明提供了一种吹膜机械结构应急处理系统,能够在对现有的吹膜机械的结构进行优化以提升吹膜速度和效率的基础上,采用智能化识别机制对进料斗内进入的灰尘或者铁屑分布面积进行现场识别和应急处理,从而保证现场吹膜产品的质量。
7.相比较于现有技术,本发明至少具有以下两个重要发明点:
8.(1)采用智能化识别机制对吹膜机械结构的进料斗内的灰尘分布面积以及铁屑分布面积执行现场识别和判断,并在识别到的灰尘或者铁屑分布面积过广时,执行各个电机设备的紧急暂停处理,从而避免吹膜机械结构吹膜质量下降;
9.(2)引入针对性设计的吹膜机械结构,包括参数配置接口、主控制器、主机三角轮、变速箱、进料斗、主机体、加热器、过滤网模身、模口、网盖、支架、拆边器、护栏、擦板、调整手轮、钢辊、压花辊、胶辊、导向辊、电磁调速电机、导向辊、汽嘴、传动钢辊、收卷轴、齿条、收卷电机以及压紧轴,用于提升吹膜操作的速度和效率。
10.根据本发明的一方面,提供了一种吹膜机械结构应急处理系统,所述系统包括:
11.吹膜机械结构,包括参数配置接口、主控制器、主机三角轮、变速箱、进料斗、主机体、加热器、过滤网模身、模口、网盖、支架、拆边器、护栏、擦板、调整手轮、钢辊、压花辊、胶辊、导向辊、电磁调速电机、导向辊、汽嘴、传动钢辊、收卷轴、齿条、收卷电机以及压紧轴,所
述收卷电机通过第一传送皮带与所述压紧辊连接,所述传动钢辊通过第二传送皮带与所述压紧辊连接,所述收卷轴的左侧扣接与所述传送钢辊,所述收卷轴的右侧与所述齿条扣接,所述导向辊与所述胶辊通过第三传送皮带连接,所述胶辊扣接与所述压花辊,所述电磁调速电机为所述胶辊提供动力,所述钢辊的右侧与所述胶辊扣接,所述擦板设置在所述调整手轮的左侧,所述变速箱的左侧与所述主机三角轮连接,右侧与所述主机体的左侧连接,所述进料斗设置在所述主机体的上方,所述过滤网模身的左侧与所述主机体的右侧连接,右侧端口被所述网盖覆盖,所述模身设置在所述模口的下方,所述支架上设置有所述擦板和所述护栏;
12.视频采集机构,设置在所述进料斗的正上方,用于采用覆盖所述进料斗的顶端开口的成像视野执行对所述进料斗的视频采集操作,以获得当前时间戳对应的即时采集画面;
13.数据分离设备,设置在所述支架上,与所述视频采集机构连接,用于基于所述进料斗的金属外壳的成像特征从所述即时采集画面中分离出所述进料斗的金属外壳所在的图像区域以作为金属外壳区域输出;
14.铁屑识别设备,与所述数据分离设备连接,用于基于铁屑灰度阈值识别所述金属外壳区域中的各个铁屑像素点;
15.灰尘识别设备,与所述数据分离设备连接,用于基于灰尘灰度阈值识别所述金属外壳区域中的各个灰尘像素点;
16.场景判断机构,分别与所述铁屑识别设备和所述灰尘识别设备连接,用于在接收到的所述金属外壳区域中的铁屑像素点的总数大于等于第一数量阈值时,发出铁屑过多指令;
17.其中,所述场景判断机构还用于在接收到的所述金属外壳区域中的灰尘像素点的总数大于等于第二数量阈值时,发出灰尘过多指令,所述第二数量阈值大于所述第一数量阈值;
18.其中,所述变速箱与所述场景判断机构连接,用于在接收到所述铁屑过多指令或者所述灰尘过多指令,进入休眠状态。
附图说明
19.以下将结合附图对本发明的实施方案进行描述,其中:
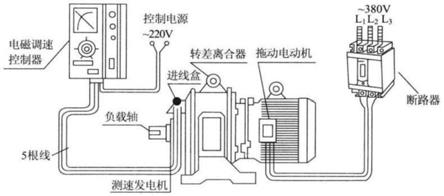
20.图1为根据本发明实施方案示出的吹膜机械结构应急处理系统的电磁调速电机的工作场景示意图。
具体实施方式
21.下面将参照附图对本发明的吹膜机械结构应急处理系统的实施方案进行详细说明。
22.机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的差别可分为切削加工和压力加工。加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、万能磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工,此类机械擅长精密零件的车、
铣、刨、磨等加工,可以加工各种不规则形状零件,加工精度可达2μm。
23.随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密超精密加工技术等。
24.当前,在使用吹膜机械实现吹膜加工操作时,存在以下两处主要弊端:第一处弊端为,现有的吹膜机械在实际使用中可能进入一些灰尘或者铁屑,如果进入的灰尘或者铁屑分布面积过广,则容易影响吹膜产品的质量;第二处弊端为,现有的吹膜机械的结构简单、工作模式单一,吹膜的速度和效率无法满足当前需求。
25.为了克服上述不足,本发明搭建了一种吹膜机械结构应急处理系统,能够有效解决相应的技术问题。
26.根据本发明实施方案示出的吹膜机械结构应急处理系统包括:
27.吹膜机械结构,包括参数配置接口、主控制器、主机三角轮、变速箱、进料斗、主机体、加热器、过滤网模身、模口、网盖、支架、拆边器、护栏、擦板、调整手轮、钢辊、压花辊、胶辊、导向辊、电磁调速电机、导向辊、汽嘴、传动钢辊、收卷轴、齿条、收卷电机以及压紧轴,所述收卷电机通过第一传送皮带与所述压紧辊连接,所述传动钢辊通过第二传送皮带与所述压紧辊连接,所述收卷轴的左侧扣接与所述传送钢辊,所述收卷轴的右侧与所述齿条扣接,所述导向辊与所述胶辊通过第三传送皮带连接,所述胶辊扣接与所述压花辊,所述电磁调速电机为所述胶辊提供动力,所述钢辊的右侧与所述胶辊扣接,所述擦板设置在所述调整手轮的左侧,所述变速箱的左侧与所述主机三角轮连接,右侧与所述主机体的左侧连接,所述进料斗设置在所述主机体的上方,所述过滤网模身的左侧与所述主机体的右侧连接,右侧端口被所述网盖覆盖,所述模身设置在所述模口的下方,所述支架上设置有所述擦板和所述护栏;
28.如图1所示,给出了所述吹膜机械结构应急处理系统的电磁调速电机的工作场景示意图;
29.视频采集机构,设置在所述进料斗的正上方,用于采用覆盖所述进料斗的顶端开口的成像视野执行对所述进料斗的视频采集操作,以获得当前时间戳对应的即时采集画面;
30.数据分离设备,设置在所述支架上,与所述视频采集机构连接,用于基于所述进料斗的金属外壳的成像特征从所述即时采集画面中分离出所述进料斗的金属外壳所在的图像区域以作为金属外壳区域输出;
31.铁屑识别设备,与所述数据分离设备连接,用于基于铁屑灰度阈值识别所述金属外壳区域中的各个铁屑像素点;
32.灰尘识别设备,与所述数据分离设备连接,用于基于灰尘灰度阈值识别所述金属外壳区域中的各个灰尘像素点;
33.场景判断机构,分别与所述铁屑识别设备和所述灰尘识别设备连接,用于在接收到的所述金属外壳区域中的铁屑像素点的总数大于等于第一数量阈值时,发出铁屑过多指令;
34.其中,所述场景判断机构还用于在接收到的所述金属外壳区域中的灰尘像素点的总数大于等于第二数量阈值时,发出灰尘过多指令,所述第二数量阈值大于所述第一数量阈值;
35.其中,所述变速箱与所述场景判断机构连接,用于在接收到所述铁屑过多指令或者所述灰尘过多指令,进入休眠状态。
36.接着,继续对本发明的吹膜机械结构应急处理系统的具体结构进行进一步的说明。
37.在所述吹膜机械结构应急处理系统中:
38.所述场景判断机构还用于在接收到的所述金属外壳区域中的灰尘像素点的总数小于所述第二数量阈值时,发出灰尘不足指令。
39.在所述吹膜机械结构应急处理系统中:
40.所述场景判断机构还用于在接收到的所述金属外壳区域中的铁屑像素点的总数小于所述第一数量阈值时,发出铁屑不足指令。
41.在所述吹膜机械结构应急处理系统中:
42.所述变速箱还用于在接收到所述铁屑不足指令且接收到所述灰尘不足指令,进入工作状态。
43.在所述吹膜机械结构应急处理系统中:
44.所述加热器与所述场景判断机构连接,用于在接收到所述铁屑过多指令或者所述灰尘过多指令,进入休眠状态;
45.其中,所述加热器还用于在接收到所述铁屑不足指令且接收到所述灰尘不足指令,进入工作状态。
46.在所述吹膜机械结构应急处理系统中:
47.所述电磁调速电机与所述场景判断机构连接,用于在接收到所述铁屑过多指令或者所述灰尘过多指令,进入休眠状态。
48.在所述吹膜机械结构应急处理系统中:
49.所述电磁调速电机还用于在接收到所述铁屑不足指令且接收到所述灰尘不足指令,进入工作状态。
50.在所述吹膜机械结构应急处理系统中:
51.所述第二数量阈值大于所述第一数量阈值包括:所述第二数量阈值是所述第一数量阈值的两倍以上。
52.在所述吹膜机械结构应急处理系统中:
53.所述参数配置接口分别与所述主机三角轮、所述变速箱、所述加热器、所述电磁调速电机以及所述收卷电机连接,用于实现对所述主机三角轮、所述变速箱、所述加热器、所述电磁调速电机以及所述收卷电机各自运行参数的配置。
54.在所述吹膜机械结构应急处理系统中:
55.所述主控制器分别与所述主机三角轮、所述变速箱、所述加热器、所述电磁调速电机以及所述收卷电机连接,用于实现对所述主机三角轮、所述变速箱、所述加热器、所述电磁调速电机以及所述收卷电机各自的工作模式的切换和控制。
56.另外,在所述吹膜机械结构应急处理系统中,还包括电源供应机构,分别与参数配置接口、主控制器、主机三角轮、变速箱、进料斗、主机体、加热器、过滤网模身、模口、网盖、支架、拆边器、护栏、擦板、调整手轮、钢辊、压花辊、胶辊、导向辊、电磁调速电机、导向辊、汽嘴、传动钢辊、收卷轴、齿条、收卷电机以及压紧轴连接,所述电源供应机构用于向参数配置
接口、主控制器、主机三角轮、变速箱、进料斗、主机体、加热器、过滤网模身、模口、网盖、支架、拆边器、护栏、擦板、调整手轮、钢辊、压花辊、胶辊、导向辊、电磁调速电机、导向辊、汽嘴、传动钢辊、收卷轴、齿条、收卷电机以及压紧轴中的各个用电部件执行实时电力供应操作。
57.采用本发明的吹膜机械结构应急处理系统,针对现有技术中吹膜机械存在吹膜效率低下以及容易混入杂质的技术问题,通过优化吹膜机械的内部结构以提升吹膜速度和效率,同时对进料斗内进入的灰尘或者铁屑分布面积进行现场识别和应急处理,从而降低杂质对吹膜加工工序的影响。
58.虽然已通过优选的实施方案描述了本发明,但本发明并不受限于所给出的特定的实施例,并且本领域技术人员在不背离本发明的精神和范围之下,可进行其它的实施方案和修饰。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1