一种大容量细胞摇瓶的生产方法与流程
1.本发明属于塑料制品生产技术领域,涉及一种大容量细胞摇瓶的生产方法。
背景技术:
2.在市场上细胞摇瓶的规格多为1l以下的小容量产品,例如125ml、250ml、500ml、1000ml,这些小容量的细胞摇瓶能够较好的适用于实验培养或者中试细胞培养,并不适用于生产中的细胞培养,因此对于生产型企业需要大容量的细胞摇瓶产品来提高产能,那么对于大容量的细胞摇瓶就有需求,而目前市场无法满足大容量的细胞摇瓶的需求。
3.现有的摇瓶多时采用挤吹工艺成型的塑料瓶,采用挤吹工艺的瓶子出模后需要机械或是人工销除多余的夹胶,有的还需要打磨修整瓶口,并且还会在瓶底有合模线夹口,使得塑料摇瓶失去稳定性,并且加工工艺复杂、工序多,且需要耗费人工进行打磨修边。
4.现有专利号为201080059124.7的大型容器用预塑形胚以及大型容器以及大型容器的制作方法,其中公开了用于由聚对苯二甲酸乙二醇脂(以下也称为pet)树脂构成且容量为10升以上的大型容器的大型容器用预塑形坯以及大型容器以及大型容器的制造方法,但并不用适用于细胞摇瓶生产;另有专利号为201980031157.1的吹塑方法、吹塑模具以及吹塑设备,其中公开了一种吹塑设备,包括注射单元、注塑单元、温度调节单元、取出单元以及输送装置,但没有公开细胞摇瓶的生产方法和生产模具。
技术实现要素:
5.本发明的目的在于解决大容量的细胞摇瓶的生产,提供一种大容量细胞摇瓶的生产模具,并配套提供一种大容量细胞摇瓶的生产方法。
6.本发明采用的技术方案如下:
7.一种大容量细胞摇瓶的生产方法,利用具有注塑装置、注塑单元、加热单元、吹塑单元、排出单元以及输送单元的全自动一体式吹塑设备进行生产,包括如下工序步骤:
8.步骤一,注塑工序,由注塑装置向注塑单元进行生产原料注入形成瓶胚,所述瓶胚为具有圆弧凸底的柱形胚体结构,瓶胚的开口处进入输送单元,并通过输送模具挤压成型,形成具有外螺纹的瓶口;
9.输送模具是由两个对半的模具组合形成,且输送模具可开合,即第一半输送模具和第二半输送模具组合形成输送模具,并且第一半输送模具和第二半输送模具可由输送单元中的机械装置带动完成开合动作;
10.步骤二,加热工序,通过输送单元将瓶胚从注塑单元移动到加热单元,加热单元对瓶胚进行分段加热;
11.步骤三,吹塑工序,通过输送单元将加热后的瓶胚从热单元移动到吹塑单元,利用吹塑模具对瓶胚进行吹塑成型,并冷却固定形状,获得成型的瓶体;
12.步骤四,排出工序,通过输送单元将成型的瓶体从吹塑单元移动到排出单元,然后输送单元中的第一半输送模具和第二半输送模具打开,再由排出单元将瓶体推出全自动一
体式吹塑设备外。
13.进一步,所述步骤一中的第一半输送模具和第二半输送模具结构相同,均包括设置在开合板上的空心圆台,空心圆台中空部贯通开合板,并且空心圆台下端部内壁上具有内螺纹。
14.进一步,所述步骤二中的分段加热,以petg材料为生产原料,具体参数为:瓶口的加热温度为240℃~250℃,瓶胚前段的加热温度为230℃~240℃,瓶胚中段的加热温度为220℃~230℃,瓶胚后段的加热温度为220℃~230℃。
15.进一步,所述步骤三中的吹塑模具包括对半设置的第一半吹塑模具和第二半吹塑模具,以及立柱,其中第一半吹塑模具和第二半吹塑模具可开合且用于瓶身的吹塑成型,其中的立柱用于辅助瓶底塑形。
16.具体的,第一半吹塑模具和第二半吹塑模具结构相同,均由冷却包套和型模组成,其中型模的凹陷区域,包括用于容纳输送模具的输送模具凹弧,用于对瓶身塑形的瓶身凹弧,以及用于容纳立柱的立柱凹弧;在型模的四角处还包括用于工装的工装孔。
17.利用上述的吹塑模具生产出的一种大容量细胞摇瓶,包括瓶口、环凸、瓶颈、瓶肩以及瓶底,瓶口具有外螺纹,环凸是位于瓶口和瓶颈之间的圆弧凸起环带,瓶颈为圆柱形,其向下过渡自然形成瓶肩,瓶肩下方扩大为瓶身,瓶身到瓶底圆滑过渡形成弧形的瓶底。
18.作为优选的,一种大容量细胞摇瓶的规格为2.8l,其整体高度为245mm,瓶颈的直径为70mm,瓶底的直径为163mm。
19.作为优选的,一种大容量细胞摇瓶的规格为5l,其整体高度为281mm,瓶颈的直径为90mm,瓶底的直径为230mm。
20.综上所述,由于采用了上述技术方案,本发明的有益效果是:
21.1、本发明中采用的生产设备、生产原料以及生产方法能够保证成品细胞摇瓶可复制性的批量生产,解决了市场短缺大容量摇瓶的问题。
22.2、本发明中的生产方法利用了全自动一体式吹塑设备,将工艺方法简化为注塑工序,加热工序,吹塑工序,排出工序,并且各个工序衔接紧密,提高了生产效率。
23.3、本发明优化了加热工序中的分段加热的参数,吹塑工序中的吹塑模具,解决了大容量摇瓶成型问题,并利于大容量摇瓶成型稳定,降低了残次品的产生几率,并保证了成品摇瓶的性能稳定。
24.4、本发明生产出的大容量摇瓶规格为2.8l或者5l,其瓶口面积大于同类产品,通气量更大,适用于细胞的高密度培养,工作体积可装至总体积的60%-80%,细胞产量更高。
附图说明
25.图1为本发明整个生产设备的示意图;
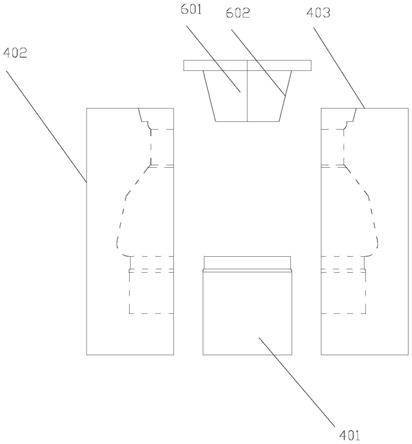
26.图2为本发明中吹塑步骤用具的示意图;
27.图3为本发明中吹塑模具的结构示意图;
28.图4为本发明中输送模具的结构示意图;
29.图5为本发明中瓶胚的结构示意图;
30.图6为本发明生产出的细胞摇瓶的成品结构示意图;
31.图中标记:1-瓶口,2-环凸,3-瓶颈,4-瓶肩,5-瓶底,6-瓶胚,10-注塑装置,20-注
塑单元,30-加热单元,40-吹塑单元,50-排出单元,60-输送单元,601-第一半输送模具,602-第二半输送模具,6011-空心圆台,6012-开合板,6013-内螺纹,401-立柱,402-第一半吹塑模具,403-第二半吹塑模具,4021-中间隔档,4022-输送模具凹弧,4023-瓶身凹弧,4024-立柱凹弧,4025-工装孔。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。
33.如图1所示,一种大容量细胞摇瓶的生产方法,利用的生产设备为全自动一体式吹塑设备asb-650exhs,按照如下步骤,生产出如图6所示的大容量细胞摇瓶。
34.大容量细胞摇瓶的生产原料选用易于注拉吹成型的原料,其熔体流动速率为1.0~10.0g/10min,优选熔体流动速率为3.0~5.0g/10min。
35.具体的,所述生产原料具体可选用petg材料、pc材料、cop材料、coc材料、cbc材料和pet材料。
36.一种大容量细胞摇瓶的生产方法,选用petg材料为生产原料,具体包括如下步骤:
37.步骤一,注塑工序,由注塑装置10向注塑单元20进行原料注入,形成具有圆弧凸底的柱形瓶胚6,如图5所示,其中瓶胚的开口处进入输送单元60,并被输送单元60中的输送模具挤压成型,形成具有外螺纹的瓶口1。
38.输送模具是由两个对半的模具组合形成,且输送模具可开合,即第一半输送模具601和第二半输送模具602组合形成输送模具,并且第一半输送模具601和第二半输送模具602可由输送单元60中的机械装置带动完成开合动作;如图4所示,以第一半输送模具601举例说明结构特征,第一半输送模具601包括设置在开合板6012上的空心圆台6011,空心圆台6011中空部贯通开合板,并且空心圆台6011下端部内壁上具有内螺纹6013。
39.为了提高吹塑效率,作为优选的,第一半输送模具601上具有两个空心圆台,可同时对两个瓶胚进行注塑以及运输。
40.步骤二,加热工序,通过输送单元60将瓶胚6从注塑单元20移动到加热单元30,加热单元对瓶胚进行分段加热。
41.根据生产原料petg材料的特性,对瓶胚6进行分段加热的参数为:瓶口的加热温度为240℃~250℃,瓶胚前段的加热温度为230℃~240℃,瓶胚中段的加热温度为220℃~230℃,瓶胚后段的加热温度为220℃~230℃;分段加热可获得材料的更好的物理性能,且利于后续吹塑工序的进行。
42.步骤三,吹塑工序,通过输送单元60将加热后的瓶胚从热单元30移动到吹塑单元40,吹塑单元40中的吹塑模具包括对半设置的第一半吹塑模具402和第二半吹塑模具403,以及立柱401,如图2所示;其中第一半吹塑模具402和第二半吹塑模具403可开合且用于瓶身的吹塑成型,其中的立柱401用于辅助瓶底塑形;利用吹塑模具对瓶胚进行吹塑成型,并冷却固定形状,获得成型的瓶体。
43.如图3所示,以第一半吹塑模具402为例具体说明用于瓶身塑形的结构特征,所述第一半吹塑模具402由冷却包套和型模组成,其中型模的凹陷区域,包括用于容纳第一半输送模具601及第二半输送模具602的输送模具凹弧4022,用于对瓶身塑形的瓶身凹弧4023,
以及用于容纳立柱401的立柱凹弧4024;在型模的四角处还包括用于工装的工装孔4025。
44.为了提高生产效率,所述第一半吹塑模具402配合第一半输送模具601上的两个空心圆台进行设置,优选设置两块型模,每块型模结构相同,其中的凹陷区域均具有模具凹弧、瓶身凹弧、立柱凹弧;这两个型模之间有中间隔档,并同时固定设置在冷却包套中。
45.步骤四,排出工序,通过输送单元60将成型的瓶体从吹塑单元40移动到排出单元50,然后输送单元60中的第一半输送模具601和第二半输送模具602打开,再由排出单元50将瓶体推出全自动一体式吹塑设备外。
46.根据上述的一种大容量细胞摇瓶的生产方法,生产出的产品为大容量细胞摇瓶,如图6所示,其包括瓶口1,环凸2,瓶颈3,瓶肩4,瓶底5,所述瓶口1处具有外螺纹,以用于连接瓶盖,所述环凸2是位于瓶口1和瓶颈3之间的圆弧凸起环带,其用于对配套的把手限位,进而方便把手稳定的套接在细胞摇瓶上,以方便摇瓶的拿取和转移,所述瓶颈3为规则的圆柱形,其向下过渡自然形成瓶肩4,瓶肩4下方扩大为瓶身,瓶身到瓶底5圆滑过渡,形成弧形的瓶底5。
47.具体容量优选为2.8l或者5l,此摇瓶容量比市面上流转的1升以下的摇瓶相比,规格较大,其瓶口面积大于同类产品,通气量更大,适用于细胞的高密度培养,工作体积可装至总体积的60%-80%,细胞产量更高。
48.作为优选的,2.8l规格的大容量细胞摇瓶,其整体高度为245mm,瓶颈的直径为70mm,瓶底的直径为163mm;此规格细胞摇瓶的培养体积为1.6l~2.2l。
49.作为优选的,5l规格的大容量细胞摇瓶,其整体高度为281mm,瓶颈的直径为90mm,瓶底的直径为230mm;此规格细胞摇瓶的培养体积为3l~4l。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1