一种射频线的包裹工艺的制作方法
1.本发明涉及射频线包裹的技术领域,具体为一种射频线的包裹工艺。
背景技术:
2.射频线在经过点焊连接后,需要在其长度方向的外周局部包裹包裹膜,进而使得射频线的两根线体之间不会松动,且使得射频信号稳定可靠,但是现有的包裹工艺均为手动进行包裹,其包裹效率低下,且包裹准确度差,为此,急需一种能够适用于生产的包裹工艺。
技术实现要素:
3.针对上述问题,本发明提供了一种射频线的包裹工艺,其将包裹膜稳定可靠包裹于射频线的对应长度外周,适用于工业化生产作业,提高了包裹效率,且包裹准确度好。
4.一种射频线的包裹工艺,其特征在于,其包括包裹膜、射频线;所述包裹膜的宽度上表面覆盖有两段分隔的离型膜,其中第一离型膜揭除后的区域用于包裹射频线的外周,第二离型膜在包裹进行中不揭除,其包括如下步骤:
5.a将包裹膜定位,包裹膜的下表面支承于导向块的上表面,且导向块的中心区域设置有导向槽,浮动板的上部插装于导向槽、且初始状态下顶装于所述包裹膜的下表面;
6.b将射频线定位于包裹膜的上表面,且射频线的宽度区域对位于导向槽设置;
7.c将对位于射频线形状的上部压头下压,使得上部压头带动射频线和包裹膜的宽度方向对应区域沿着导向槽的深度方向下压,使得包裹膜形成u型状态、且包裹贴合住射频线的底部及两侧边;
8.d通过外部锁附机构锁附住浮动板的高度方向位置,之后上部压头垂直向移动远离导向槽;
9.e位于导向槽一侧的第一折边板伸入导向槽内、并带动对应侧的包裹膜形成第一上折边,第一上折边覆盖于射频线的上表面、之后第一折边板缩回作业;
10.f位于导向槽另一侧的第二折边板伸入导向槽内、并带动对应侧的包裹膜形成第二上折边,第二上折边覆盖于第一上折边的上表面,同时由于该侧的包裹膜的宽度大于导向槽,使得宽度大于射频线面域的部分通过导向槽的对应侧壁折弯、形成上凸边条,上凸边条上覆盖有第二离型膜,不会粘附导向槽,之后第二折边板缩回作业;
11.g上部压头下压,使得第一上折边贴合射频线,且第二上折边贴合第一上折边;
12.h上部压头抬升,外部锁附机构解除浮动板的高度方向锁附,浮动板上移复位,使得包裹后的射频线外露于导向槽,人工取出射频线。
13.其进一步特征在于:
14.步骤a中包裹膜定位时,导向块的上表面设置有包裹膜定位槽,确保包裹膜的定位准确可靠;
15.步骤b中射频线的定位区域通过外部仿形盖板形成射频线方向槽,使得射频线对
应于包裹膜的宽度和长度方向的位置准确可靠;
16.步骤e之后、步骤f之前,上部压头下压,使得第一上折边贴合射频线,之后上部压头抬升;
17.所述的包裹膜的上凸边条上还设置有拉手部分,便于产品的取放;
18.所述外部锁附机构具体为驱动高度方向升降的浮动板锁定气缸,所述浮动板锁定气缸的从动压附端在低位时压附住浮动板的侧部凸起位置,确保锁附稳定可靠;
19.浮动板的上表面设置有吸附孔,浮动板在步骤a-g中持续吸附包裹膜的下表面。
20.采用本发明的后,将包裹膜揭除对应的第一离型膜上放置于导向块的对应表面,然后将射频线定位放置于包裹膜的上表面的对应位置,上部压头动作使得包裹膜形成u型状态包裹射频线的底部和两侧边,之后分别通过第一折边、第二折边组合形成叠装于射频线上表面的第一上折边、第二上折边,然后通过上部压头压合完成包裹作业,其将包裹膜稳定可靠包裹于射频线的对应长度外周,适用于工业化生产作业,提高了包裹效率,且包裹准确度好。
附图说明
21.图1为现有的包裹流程图;
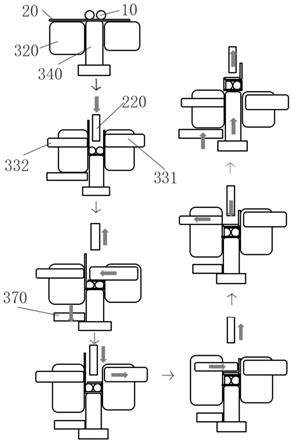
22.图2为本发明的包裹工艺流程图;
23.图3为适用于本发明的包裹膜的俯视图;
24.图4为本发明的工艺所对应的机器的立体图结构示意图一;
25.图5为本发明的工艺所对应的机器的立体图结构示意图二;
26.图6为本发明的工艺所对应的机器的侧视图结构示意图;
27.图7为本发明的工艺所对应的机器的局部剖视图结构示意图;
28.图8为完成包覆有产品的侧视图;
29.图中序号所对应的名称如下:
30.机台100、立板101、垂直向轨道102、支承脚垫103、启动按钮盒104;
31.下压模组200、升降座体210、上部压头220、限位柱230、下压气缸240;
32.包裹治具模组300、操作台310、上板311、下座体312、内凹定位槽孔313、导向块320、导向槽321、折边板330、浮动板340、上端341、下凸连接结构342、仿形盖板350、射频线定位腔351、水平驱动气缸360、浮动板锁定气缸370、侧部压附端371、导向柱380;
33.xy调整平台400、转动输出轴410;
34.射频线10、包裹膜20、第一上折边21、第二上折边22、上凸边条23、第一离型膜201、第二离型膜202。
具体实施方式
35.一种射频线的包裹工艺,见图1、图2、图3、图8,其包括包裹膜20、射频线10;包裹膜20的宽度上表面覆盖有两段分隔的离型膜,其中第一离型膜201揭除后的区域用于包裹射频线10的外周,第二离型膜202在包裹进行中不揭除,其包括如下步骤:
36.a将包裹膜20定位,包裹膜20的下表面支承于导向块320的上表面,且导向块320的中心区域设置有导向槽321,浮动板340的上部插装于导向槽321、且初始状态下顶装于包裹
膜20的下表面;
37.b将射频线10定位于包裹膜20的上表面,且射频线10的宽度区域对位于导向槽321设置;
38.c将对位于射频线形状的上部压头220下压,使得上部压头220带动射频线10和包裹膜20的宽度方向对应区域沿着导向321槽的深度方向下压,使得包裹膜20形成u型状态、且包裹贴合住射频线10的底部及两侧边;
39.d通过外部锁附机构锁附住浮动板340的高度方向位置,之后上部压头220垂直向移动远离导向槽321;
40.e位于导向槽321右侧的第一折边板331伸入导向槽内、并带动对应侧的包裹膜20形成第一上折边21,第一上折边21覆盖于射频线10的上表面、之后第一折边板331缩回作业;
41.f位于导向槽321左侧的第二折边板332伸入导向槽321内、并带动对应侧的包裹膜20形成第二上折边22,第二上折边22覆盖于第一上折边21的上表面,同时由于该侧的包裹膜20的宽度大于导向槽321,使得宽度大于射频线10面域的部分通过导向槽321的对应侧壁折弯、形成上凸边条23,上凸边条23上覆盖有第二离型膜202,不会粘附导向槽321,之后第二折边板332缩回作业;
42.g上部压头220下压,使得第一上折边21贴合射频线10,且第二上折边22贴合第一上折边21;
43.h上部压头220抬升,外部锁附机构解除浮动板340的高度方向锁附,浮动板340上移复位,使得包裹后的射频线10外露于导向槽321,人工取出射频线。
44.具体实施时,
45.步骤a中包裹膜20定位时,导向块320的上表面设置有包裹膜定位槽,确保包裹膜的定位准确可靠;
46.步骤b中射频线10的定位区域通过外部仿形盖板350形成射频线方向槽,使得射频线10对应于包裹膜20的宽度和长度方向的位置准确可靠;
47.步骤e之后、步骤f之前,上部压头220下压,使得第一上折边21贴合射频线10,之后上部压头220抬升;
48.包裹膜20的上凸边条23上还设置有拉手部分,便于产品的取放;
49.外部锁附机构具体为驱动高度方向升降的浮动板锁定气缸370,浮动板锁定气缸370的从动压附端在低位时压附住浮动板340的侧部凸起位置,确保锁附稳定可靠;
50.浮动板340的上表面设置有吸附孔,浮动板在步骤a-g中持续吸附包裹膜20的下表面。
51.一种射频线的包裹设备,见图4-图7,其包括:
52.机台100,机台100上集成有立板101;
53.下压模组200;
54.包裹治具模组300;
55.下压模组200包括设置于立板的升降座体210,升降座体210的下表面固设有上部压头220,上部压头220仿形于包裹后射频线的对应区域俯视形态设置;
56.包裹治具模组300包括操作台310、导向块320、两侧折边板330、浮动板340、仿形盖
板350;
57.操作台310包括上板311、下座体312,上板311的中心位置设置有内凹定位槽孔313,内凹定位槽孔313仿形于包裹膜10的形状设置;
58.上板311对应于内凹定位槽孔313的两侧设置有翻转仿形盖板350,两块仿形盖板350分别通过枢接轴连接上板的对应位置,两块仿形盖板350翻转到位后形成射频线定位腔351,射频线10仿形定位于射频线定位腔351内;
59.导向块320的上表面为上板311,导向块320对应于射频线定位腔351的区域设置有导向槽321,内凹定位槽孔313的下部通过过渡孔槽连通导向槽321,浮动板340的上端341位于导向槽321和过渡孔槽内,初始状态下浮动板340的上表面支承包裹膜20、包裹膜20平铺设置;
60.浮动板340受到外力垂直方向升降作业;
61.浮动板340外接有锁附设备,锁附设备锁附浮动板340的高度方向位置;
62.导向块320的上表面对应于射频线定位腔351的两侧分别嵌装有折边板330,每侧的折边板330的外侧外露部分分别连接有对应的水平驱动气缸360,水平驱动气缸360驱动折边板330用于对包裹膜20的对应边进行折边作业。
63.具体实施时:包裹治具模组300的操作台的310下座体312的底部连接于转动输出轴410,转动输出轴410的底部设置有xy调整平台400,其使得包裹治具模组300相对于下压模组200进行位置调整,确保操作稳定可靠;
64.立板101上设置有垂直向轨道102,升降座体210通过导轨副连接于垂直向轨道102,下压气缸240固装于立板101,下压气缸240的下部活塞杆固接升降座体210的上部;
65.立板101的下部固设有限位柱230,限位柱230用于升降座体210的高度方向下压限位;
66.锁附设备具体为浮动板锁定气缸370,浮动板锁定气缸370固设于下座体312的对应位置,浮动板锁定气缸370的侧部压附端371朝向浮动板340的下凸连接结构342压附设置,浮动板340被下压模组200下压到位后,浮动板锁定气缸370的侧凸压附端371下行锁附浮动板340的位置;
67.浮动板340的长度方向两端分别对应设置有导向柱380,确保浮动板340垂直向作业时不会发生偏转;
68.浮动板340对应于上表面对应于包裹膜的表面排布有吸附孔(图中未画出,属于现有成熟吸附定位结构),吸附孔通过内置腔体连通至外部吸附装置,确保包裹膜定位好后位置稳定可靠。
69.具体实施时,机台100的底部四角设置有支承脚垫103,机台100的前端两侧设置有启动按钮盒104,两侧的按钮同时启动整机进行程序操作。
70.其原理如下:将包裹膜揭除对应的第一离型膜上放置于导向块的对应表面,然后将射频线定位放置于包裹膜的上表面的对应位置,上部压头动作使得包裹膜形成u型状态包裹射频线的底部和两侧边,之后分别通过第一折边、第二折边组合形成叠装于射频线上表面的第一上折边、第二上折边,然后通过上部压头压合完成包裹作业,其将包裹膜稳定可靠包裹于射频线的对应长度外周,适用于工业化生产作业,提高了包裹效率,且包裹准确度好。
71.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
72.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1