纸浆容器覆膜方法、设备与生产线与流程
1.本发明属于纸浆模塑覆膜机械技术领域,尤其涉及一种纸浆容器覆膜方法、设备与生产线。
背景技术:
2.由于纸浆模塑制品包装具有绿色环保、可降解、可循环再生利用等诸多优点,所以被广泛应用于蔬果、蛋类等各种食品的包装上。但是纸浆模塑制品往往易受水分的影响,当纸浆模塑制品受到水分影响时,容易出现强度降低,甚至直接开裂等情况的发生。为了提高产品的强度,目前很多纸浆模塑制品会在易受水分影响的部分表面进行覆膜。
3.现有技术中对纸浆模塑制品进行覆膜的工艺往往需要先对膜本身进行加热,使膜中的粘合剂融化后,在贴合到冷的纸浆模塑制品上。例如中国专利授权公告号为cn211843193u公开的一种纸浆模塑制品覆膜装置,该装置就是先对覆膜机温度设置在500-600度纸浆,将膜加热,所以生产线上还需要额外设置对膜进行加热的设备。且膜加热的过程中,既要求膜融化延展,又不能融化破裂。所以对膜的加热控制工艺复杂,覆膜中很容易出现膜加热不到位或者过热导致膜破裂的情况出现,不利于工艺的简化。
4.另外,上述工艺中,一般纸浆模塑制品通过热压成型制成,热压后的成品往往自身带有一定温度,该温度会进一步影响膜的温度,导致膜自身加热时可能是良好的状态,但一旦覆膜到产品表面后,由于产品温度的加成,导致最后覆膜时膜温度过高而破裂。所以,目前实际生产中,覆膜之前的纸浆模塑制品往往还需要增加冷却纸浆模塑制品这道工序,既费时又费工。所以目前的带有覆膜的模塑制品生产线存在浪费能耗,不环保的问题。
技术实现要素:
5.本发明的目的是针对上述问题,提供一种可以解决上述技术问题的纸浆容器覆膜方法、纸浆容器覆膜设备及纸浆容器生产线。
6.为达到上述目的,本发明采用了下列技术方案:
7.纸浆容器覆膜方法,所述方法包括如下步骤:
8.s1、传送:将热压后的热纸浆容器直接传送至承接下模;以及使得冷膜被牵引至承接下模上的热纸浆容器敞口上方,被牵引至热纸浆容器敞口的冷膜被张紧以及与热纸浆容器的敞口留有间隙;
9.s2、覆膜,上模和承接下模对位并且相互配合从而使得冷膜进入并服帖在热纸浆容器的内壁以及内底面,冷膜与热纸浆容器热交换从而使得升温热熔后的冷膜固定于热纸浆容器的内壁及内底面,即,制得覆膜纸浆容器。
10.上述纸浆容器覆膜方法,在上述的s1步骤中,所述承接下模在承接工位和覆膜工位往复平移运动,所述上模位于覆膜工位正上方。
11.上述纸浆容器覆膜方法,在上述的s1步骤中,所述上模和承接下模在竖直方向相向运动从而使得冷膜进入并服帖在热纸浆容器的内壁以及内底面。
12.上述纸浆容器覆膜方法,所述冷膜的两长侧边分别被夹持牵引机构夹持从而使得冷膜宽度方向被张紧。
13.上述纸浆容器覆膜方法,当上模和承接下模对位并且相互配合后使得连续放卷的冷膜在冷膜的长度方向被张紧,此时夹持牵引机构复位至冷膜放卷侧并将重新将冷膜的两长侧边夹持。
14.上述纸浆容器覆膜方法,所述方法还包括:
15.s3、切断,当夹持牵引机构复位并重新将冷膜两侧边夹持后,从冷膜已经覆膜在纸浆容器中的一段和被夹持牵引机构夹持的一段之间切断,然后重复上述的步骤s1和步骤s2。
16.上述纸浆容器覆膜方法,所述方法还包括:
17.s4,取料,上模和承接下模复位,利用取料机构将滞留在承接下模上的覆膜纸浆容器取得并转移至承接下模外。
18.上述纸浆容器覆膜方法的纸浆容器覆膜设备,包括机架,所述设备还包括:
19.承接下模,安装于机架上,用于将热纸浆容器承接;
20.上模,与所述承接下模匹配;
21.夹持牵引机构,用于将待覆的冷膜两侧边夹持并牵引至承接下模的热纸浆容器敞口上方,当上模和承接下模对位并且相互配合后使得冷膜进入并服帖在热纸浆容器的内壁以及内底面时,此时夹持牵引机构复位至冷膜放卷侧并重新将冷膜的两长侧边夹持;
22.切断机构,用于从冷膜已经覆膜在纸浆容器中的一段和被夹持牵引机构夹持的一段之间切断。
23.一种纸浆容器覆膜设备,所述的承接下模与平移板升降连接,所述平移板与机架上的下模平移驱动机构连接使得承接下模在承接工位和覆膜工位往复平移运动,在平移板上设有驱动所述承接下模在竖直方向升降的下模升降驱动机构。
24.上述纸浆容器覆膜设备,所述上模位于覆膜工位正上方,所述上模和机架上的上模升降驱动机构连接,实现上模和承接下模在竖直方向的相向运动。
25.上述纸浆容器覆膜设备,所述夹持牵引机构包括:
26.牵引固定架,呈水平分布;
27.牵引固定架的一端伸入至机架内;
28.侧边夹持爪,有两个并且分布在冷膜的两长侧边;
29.两侧边夹持爪与牵引固定架上的平移牵引驱动组件连接。
30.上述纸浆容器覆膜设备,所述切断机构为升降式电热丝切断。
31.上述纸浆容器覆膜设备,所述设备还包括:
32.放卷机构,用于将整卷的冷膜放卷至夹持牵引机构;
33.取料机构,用于将滞留在承接下模上的覆膜纸浆容器取得并转移至承接下模外。
34.一种纸浆容器生产线,具有上述纸浆容器覆膜设备。
35.与现有的技术相比,本发明的优点在于:
36.本发明的纸浆容器覆膜方法将热压后的纸浆容器制品直接传送至下模,利用热压后纸浆容器制品本身的热量直接与冷膜覆合。无需对冷膜单独加热,减少了对冷膜加热的设备和工序,大大的节约了设备和工时,提高了覆膜效率。同时,避免了对冷膜进行加热时
容易导致膜加热不均出现破裂等情况的发生。
37.本发明的纸浆容器覆膜设备可直接对热的纸浆容器产品进行冷膜覆膜操作,无需对膜进行加热处理,减少了膜加热设备,简化了设备结构。
38.本发明的纸浆容器覆膜设备中还具有配套的冷膜夹持牵引机构,不再采用原始的放卷方式,而通过采用夹持爪夹持移动的方式。这种方式不仅可以实现冷膜的放卷,而且在覆膜时,夹持爪紧紧夹持住冷膜,使得冷膜在覆膜时呈现张紧状态,不易发生覆膜皱褶等情况的发生。
附图说明
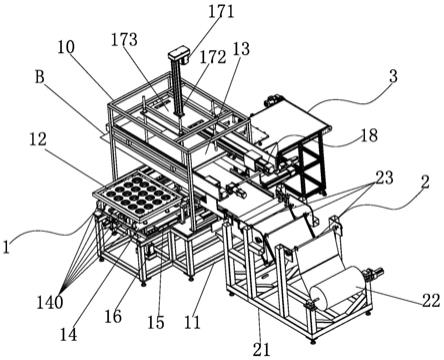
39.图1是本发明提供的纸浆容器覆膜设备结构示意图。
40.图2是图1的另一个侧面结构示意图。
41.图3是图2的a处放大图。
42.图4是放卷机构和夹持牵引机构的结构示意图。
43.图5是机架和承接下模的结构示意图。
44.图6是夹持牵引机构的结构示意图。
45.图7是切断机构的结构示意图。
46.图8是图1的背面结构示意图。
47.图9是实施例5带有覆膜设备的纸浆容器覆膜生产线结构示意图。
48.图10是实施例6带有覆膜设备的纸浆容器覆膜生产线结构示意图。
49.图中,纸浆容器覆膜设备1、机架11、上机架10、承接下模12、上模13、平移板14、下模平移驱动机构15、下模升降驱动机构16、上模升降驱动机构17、夹持牵引机构18、牵引固定架181、侧边夹持爪182、平移牵引驱动组件183、切断机构19、放卷机构2、放卷架21、放卷辊22、放卷张紧辊23、取料机构3、取料固定架31、取料机械手32、取料平移驱动组件33、输出带34、冷膜b、成型机4、多轴转移装置5、热压机6。
具体实施方式
50.以下是发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
51.实施例1
52.如图1所示,本实施例的纸浆容器覆膜设备包括机架11、承接下模12、上模13、下模平移驱动机构15、下模升降驱动机构16、上模升降驱动机构17、夹持牵引机构18、切断机构19、放卷机构2和取料机构3。
53.如图1所示,本实施例中的承接下模12为圆碗覆膜用的承接下模,具体实施时,可根据需要更换各种产品对应形状的承接下模,并不限定于本实施例中的圆碗形式。本实施例的承接下模12具体包括圆碗覆膜用下膜板121、脱模框122和覆膜真空罩,覆膜真空罩位于下模板121正下方,图中未示出。如图5所示,承接下模12整体位于平移板14上,平移板14通过若干个固定杆141与承接下模12的覆膜真空罩底部相连。由于固定杆141的设置,平移板14与覆膜真空罩之间具有间隔位置,在上述间隔位置处还设置有若干个加热棒140,所述加热棒140用于对承接下模12加热。当然仅仅在需要加热的情况时开启。比如,当待覆膜纸
浆容器在运送过程散发过多热量之后,无法保证覆膜时所需温度,则需要对纸浆容器产品进一步加热。
54.如图1所示,平移板14与机架11上的下模平移驱动机构15连接使得承接下模12在承接工位和覆膜工位往复平移运动。如图1所示,当承接下模12位于远离冷膜b时,其所处的工位为承接工位,即此时承接下模12上方为悬空,方便接受转移装置转移过来的带覆膜的热产品。当承接下模12接收了热产品后,既往冷膜b的正下方移动,此时承接下模12所处的工位即为覆膜工位。下模平移驱动机构15包括位于平移板14两侧边的两幅相互平行的滑轨151,且滑轨151上设置有滑块152,平移板14的靠近滑块152的两侧与滑块152相连。平移板14可随着滑块152在滑轨151上滑行,从而实现承接下模在承接工位和覆膜工作位之间往复平移运动。
55.如图1和图5所示,在平移板14上还设有驱动所述承接下模12在竖直方向升降的下模升降驱动机构16。下模升降驱动机构16包括升降轴承162和第一气缸161,当然具体实施时,并不限定于升降电机,也可以用齿轮机构等代替。平移板14固定在升降轴承162上,在升降轴承162的作用下带动承接下模12上升或下降。
56.如图1所示,上模13位于覆膜工位正上方,上模13和机架11上的上模升降驱动机构17连接,实现上模13和承接下模12在竖直方向的相向运动。具体的,上模升降驱动机构17包括第二气缸171、升降轴承172和气缸固定板173,气缸固定板173固定在上机架10上,升降轴承172固定在气缸固定板173上。上模13连接在升降轴承172的一端,可随着升降轴承172升降,从而实现和承接下模12在竖直方向的相向运动。
57.如图1、图4和图6所示,夹持牵引机构18用于将待覆的冷膜b两侧边夹持并牵引至承接下模12的热纸浆容器敞口上方,当上模13和承接下模12对位并且相互配合后使得冷膜b进入并服帖在热纸浆容器的内壁以及内底面时,此时夹持牵引机构18复位至冷膜放卷侧并重新将冷膜b的两长侧边夹持。具体的,夹持牵引机构18包括两个相互平行的牵引固定架181和对应两个侧边夹持爪182,夹持爪182在平移牵引驱动组件180的作用下沿牵引固定架181长度方向平移。两个相互平行的牵引固定架181分别固定在上机架10上,上机架10和机架11相连且位于机架11上方。
58.平移牵引驱动组件180包括驱动器1801、传动轴1802、夹持爪移动座1803、带传动结构1804和夹持爪连接块1805。带传动结构1804固定在牵引固定架181上。夹持爪移动座1803通过夹持爪连接块1805与夹持爪182相连。驱动器1801驱动传动轴1802旋转,夹持爪移动座1803通过带传动结构1804使得夹持爪移动座1803在水平方向移动,从而带动夹持爪182在水平方向往复移动。上述带传动结构1804可以是带轮带和带轮组成。具体实施时,带传动结构1804也可以选择用丝杆螺套螺接结构等代替,并不限定上述结构。
59.如图2、图3、图5和图7所示,切断机构19包括电热丝191、固定架192、升降板193、切断机构升降轴194、切断机构气缸195和电热丝连接升降块196。固定架192固定在机架靠近放卷机构2的一端,连接在切断机构气缸195上的切断机构升降轴194可升降连接在固定架192上,且切断机构升降轴192一端还连接有一升降板193,升降板193两端分别固定有一个电热丝连接升降块196,电热丝191的两端分别固定在上述两个电热丝连接升降块196上。当覆膜完成后,电热丝191可随着升降板193的升降靠近冷膜,当靠近冷膜后,电热丝191在电热丝连接升降块196的伸缩运动下,实现对冷膜的切断。切断后,电热丝再随着升降板193远
离冷膜方向上升,如此往复运动,实现对每次完成覆膜后的膜的切断。具体实施时,并不限定与采用电热丝结构,也可以采用其他熔断或者切断结构,比如刀片等其他方式。
60.如图1、图2和图4所示,放卷机构2设置在机架11一侧,用于将整卷的冷膜放卷至夹持牵引机构18。放卷机构2包括放卷架21,在放卷架21上设有放卷辊22,在放卷架21上还设有若干间隔均匀分布的放卷张紧辊23,冷膜b绕于放卷张紧辊23上从而呈波浪形。
61.如图1和图8所示,取料机构3设置在机架11的覆膜工位一侧,用于将覆膜后滞留在承接下模12上的覆膜纸浆容器取得并转移至承接下模12外。具体的,取料机构3包括取料固定架31,取料固定架31连接在机架11上。由于需要将覆膜后滞留在承接下模12上的覆膜纸浆容器取得并转移至承接下模12外的取料结构外侧,所以在取料固定架31上水平滑动连接有取料机械手32。取料机械手32将位于覆膜工位上的覆膜后纸浆容器取了之后移动到取料机构的输出带34上。取料机械手32滑动连接在机械手滑轨35上,机械手滑轨35固定在机架11上,且位于取料机构3和覆膜工位的一侧。取料固定架31通过连杆36与机械手滑轨35末端相连。
62.取料平移驱动组件33包括取料平移驱动器331和输出带滚动轴332,输出带滚动轴332的对面平行位置还设置有一被动轴,输出带滚动轴332和被动轴分别固定在取料固定架上,且被动轴远离输出带滚动轴332,即被动轴靠近覆膜工位。输出带滚动轴332和被动轴之间设置有输出带34。输出带34随着输出带滚动轴332和被动轴的旋转而往复移动,从而实现将取料机械手32从覆膜工位上取得的纸浆容器输出。
63.本实施例的纸浆容器覆膜设备工作过程如下:当外部转移设备将热压成型后热的纸浆容器制品转移到处于承接工位的承接下模12上时,下模平移驱动机构15驱动承接下模12移动到覆膜工位。同时,冷膜所在的放卷机构2放卷并被夹持牵引机构18的夹持爪夹持着往覆膜工位上方牵引。当冷膜牵引到位后,下模升降驱动机构16和上模升降驱动机构17分别同时驱动承接下模12和上模13相向运动,即承接下模12和上模13同时向冷膜靠近,并最终将冷膜压制在承接下模12和上模13之间的热的纸浆容器产品需要覆膜处,从而完成覆膜。当覆膜完成后,原位于覆膜工位处的冷膜被压制在承接下模12和上模13之间。即冷膜一端被压制在承接下模12和上模13之间,另一端仍然固定在放卷机构上。此时原来夹持着位于覆膜工位处冷膜的夹持爪可以松开夹持此时松开夹持膜处于压制状态,不会发生位移,然后复位到靠近放卷机构的原始位置,夹持住新放卷出来的冷膜。紧接着,启动切断机构19,加热电热丝191并升降电热丝191靠近膜的位置并切断,且此处电热丝的位置正好位于脱模框122的侧边,这样切断的膜正好与纸浆容器产品边缘一致。由于新放卷出来的冷膜已被夹持爪夹住可进行下一个覆膜需要的冷膜的再一次牵引,如此往复,完成所需覆膜的冷膜的移动。
64.最后纸浆容器产品完成覆膜后,移开承接下模12和上模13。纸浆容器产品被取料机构3上的取料机械手32取走,并被放置在取料机构3的输出带34上输出。
65.上述过程循环往复的操作,从而完成一个又一个纸浆容器制品的覆膜工作。
66.实施例2
67.本实施例的其他结构与实施例1相同,其区别结构在于:放卷架21上方延伸设置,牵引固定架181设置在放卷架21的上方延伸段上。牵引固定架181仍然从放卷机构上方延伸至覆膜工位上方。只是固定位置发生变化。
68.实施例3
69.纸浆容器覆膜方法,所述方法包括如下步骤:
70.s1、传送:将热压后的热纸浆容器直接传送至承接下模12;以及使得冷膜b被牵引至承接下模12上的热纸浆容器敞口上方,被牵引至热纸浆容器敞口的冷膜b被张紧以及与热纸浆容器的敞口留有间隙;留有间隙可以将纸浆容器的热量预先传递给冷膜,从而对冷膜进行预先的加热,使得膜具有更好的延展性。
71.s2、覆膜,上模13和承接下模12对位并且相互配合从而使得冷膜b进入并服帖在热纸浆容器的内壁以及内底面,冷膜b与热纸浆容器热交换从而使得升温热熔后的冷膜b固定于热纸浆容器的内壁及内底面,即,制得覆膜纸浆容器。
72.上述纸浆容器覆膜方法,在上述的s1步骤中,所述承接下模12在承接工位和覆膜工位往复平移运动,所述上模13位于覆膜工位正上方。
73.上述纸浆容器覆膜方法,在上述的s1步骤中,所述上模13和承接下模12在竖直方向相向运动从而使得冷膜b进入并服帖在热纸浆容器的内壁以及内底面。
74.上述纸浆容器覆膜方法,所述冷膜b的两长侧边分别被夹持牵引机构18夹持从而使得冷膜b宽度方向被张紧。
75.上述纸浆容器覆膜方法,当上模13和承接下模12对位并且相互配合后使得连续放卷的冷膜b在冷膜的长度方向被张紧,此时夹持牵引机构18复位至冷膜放卷侧并将重新将冷膜b的两长侧边夹持。
76.上述纸浆容器覆膜方法,所述方法还包括:
77.s3、切断,当夹持牵引机构18复位并重新将冷膜b两侧边夹持后,从冷膜b已经覆膜在纸浆容器中的一段和被夹持牵引机构18夹持的一段之间切断,然后重复上述的步骤s1和步骤s2。
78.上述纸浆容器覆膜方法,所述方法还包括:
79.s4,取料,上模13和承接下模12复位,利用取料机构3将滞留在承接下模12上的覆膜纸浆容器取得并转移至承接下模12外。
80.实施例4
81.本实施例的其他方法步骤与实施例3相同其区别在于在上述纸浆容器覆膜方法的s1步骤中,所述上模13和承接下模12在竖直方向不是作相向运动,而是承接下模12固定不升降,上模13相对承接下模12下降。或者上模13固定不升降,承接下模12相对上模13上升。
82.实施例5
83.如图9所示,一种带覆膜的纸浆容器生产线,包括至少一台成型机4,还包括二台热压机6、一台多轴转移装置5和一台覆膜设备1。所述多轴转移装置5,用于将热压机6成型后的热纸浆容器取得并转移至热压机6外。覆膜设备1,用于将多轴转移装置5转移至热压机6外的热纸浆容器承接,并且使得待覆膜的冷膜b直接与热纸浆容器接触升温并将升温后的冷膜覆在热纸浆容器的内壁及内底面。
84.所述多轴转移装置5位于成型机4和覆膜设备1之间。
85.所述热压机6有二台,二台热压机6分布于多轴转移装置5的同一侧;或者在多轴转移装置5的两侧分别分布一台热压机6。由于多轴转移装置5首先将成型机4上的半成品转移到热压机5上,然后再将热压机5上的热制品直接转移到覆膜设备1上,也就是说多轴转移装
置5需要负责成型机4、热压机6和覆膜设备1上的制品转移,具体转移顺序可以根据工序需要自由设置。
86.实施例6
87.本实施例其它结构同实施例1,其区别在于,如图10所示,本带覆膜的纸浆容器生产线包含的热压机有6六台,且分别分布于多轴转移装置5的两侧。
88.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1