一种手机壳注模设备的制作方法
1.本发明涉及一种注模设备,尤其涉及一种手机壳注模设备。
背景技术:
2.在这个信息化时代,手机逐渐成为现代社会每个人的必需品,但是手机为易碎品,人们在使用手机时,难免会从手中或桌子上滑落,导致手机屏幕碎裂,造成经济损失。现有的手机壳多半采用硅胶等缓冲材料制成,能保护手机。手机壳制作时,需要借助手机壳注模设备。
3.现有的手机壳注模设备包括有框体、第一防护框、开合门、第一模具、第二模具和第一固定轴,人们将加热融化好的硅胶倒入第一模具和第二模具之间,随后等待硅胶冷却,待到手机成型后,再将第一模具和第二模具分离,将成型后的手机壳取出即可,该方法需等待硅胶自行冷却,导致工作效率较低。
4.因此,需研发一种可以加速硅胶冷却的手机壳注模设备。
技术实现要素:
5.针对现有技术的不足,本发明提供一种可以加速硅胶冷却的手机壳注模设备,以克服现有的设备需等待硅胶自行冷却,导致工作效率较低的缺点。
6.为实现以上目的,本发明通过以下方案予以实现:一种手机壳注模设备,包括有框体、第一开关键、第二开关键、第一防护框、开合门、第一模具、第二模具、第一固定轴、合模机构、作业提示机构、注塑机构、加热机构、注塑口控料机构、冷却机构和脱模机构,框体左上侧设有第一防护框,框体左前侧设有第一开关键,框体左前侧设有第二开关键,第一防护框右前侧滑动式连接有方便人们检查本手机壳注模设备的开合门,第一防护框内壁右侧连接有两个第一固定轴,两个第一固定轴右侧之间设有第一模具,两个第一固定轴右侧之间滑动式连接有第二模具,框体左侧与第一防护框之间连接有合模机构,合模机构部件与第二模具连接,框体顶部左前侧设有用于提醒人们本手机壳注模设备是否处于运行状态的作业提示机构,框体顶部右侧设有用于运输硅胶的注塑机构,注塑机构部件上设有用于对硅胶进行加热的加热机构,第一模具内部设有用于对熔化后的硅胶进行控料的注塑口控料机构,框体与第一模具之间连接有用于加速手机壳冷却的冷却机构,合模机构与第二模具之间连接有用于对手机壳进行脱模的脱模机构。
7.作为本发明的一种优选技术方案,合模机构包括有电动推杆、滑动架、加固轴和一号机壳模具,框体内部左侧连接有电动推杆,框体左上部与第一防护框之间滑动式连接有滑动架,滑动架左侧与电动推杆伸缩杆连接,滑动架右侧中部设有两个加固轴,两个加固轴右侧均与第二模具连接,第二模具右侧设有一号机壳模具。
8.作为本发明的一种优选技术方案,作业提示机构包括有第一支撑架、led灯和距离传感器,框体顶部左前侧设有第一支撑架,第一支撑架顶部设有用于提醒人们本手机壳注模设备是否处于运行状态的led灯,滑动架上部设有距离传感器。
9.作为本发明的一种优选技术方案,注塑机构包括有第二防护框、减速电机、转轴、第三防护框、螺旋杆、装料漏斗、进料管和第一速度传感器,框体顶部右侧连接有第二防护框,第二防护框内部右侧设有减速电机,第二防护框内部左侧连接有第三防护框,第三防护框内部右侧转动式连接有转轴,转轴右侧与减速电机输出轴左侧连接,转轴左侧连接有螺旋杆,第三防护框右侧设有用于盛放硅胶的装料漏斗,第二防护框左侧与第一防护框之间设有用于对第一模具注入熔化后的硅胶的进料管,进料管左侧与第一模具连接,转轴上设有第一速度传感器。
10.作为本发明的一种优选技术方案,加热机构包括有第二支撑架、第一发热板、第二发热板和温度传感器,第三防护框右部上下两侧均连接有第二支撑架,上侧的第二支撑架左侧连接有用于对第三防护框进行加热的第一发热板,下侧的第二支撑架左侧连接有用于对第三防护框进行加热的第二发热板,第三防护框顶部左侧设有温度传感器。
11.作为本发明的一种优选技术方案,注塑口控料机构包括有正反转电机、第二速度传感器、齿轮、缺齿架、固定圆板、转动框、第二固定轴、组合块、第三固定轴和第一扭力弹簧,第一模具内部上侧设有正反转电机,正反转电机输出轴左侧连接有齿轮,正反转电机输出轴上设有第二速度传感器,第一模具内部中间设有固定圆板,固定圆板左侧转动式连接有转动框,转动框顶部设有缺齿架,缺齿架与齿轮啮合,转动框内左壁均匀连接有六个第二固定轴,六个第二固定轴均与固定圆板滑动式连接,固定圆板左侧均匀连接有六个第三固定轴,六个第二固定轴上均转动式连接有用于对熔化后的硅胶进行限料的组合块,六个组合块均与同侧的第三固定轴转动式连接,六个第三固定轴右侧均与同侧的组合块之间连接有第一扭力弹簧。
12.作为本发明的一种优选技术方案,冷却机构包括有第三支撑架、水泵、进水管、回流冷却管和水流量传感器,框体后部左上侧设有进水管,框体内前壁左下侧连接有两个第三支撑架,两个第三支撑架内部之间连接有水泵,水泵底部设有进水管,框体左侧设有用于加速手机壳冷却凝固的回流冷却管,回流冷却管前侧底部与水泵顶部连接,回流冷却管右上部前侧设有水流量传感器。
13.作为本发明的一种优选技术方案,脱模机构包括有脱模杆、滑动器、拉力弹簧、衔接杆和二号机壳模具,滑动架右侧中部设有滑动器,滑动器右侧设有两个脱模杆,两个脱模杆均与第二模具滑动式连接,两个脱模杆右侧之间设有用于与一号机壳模具配合使得手机壳成型的二号机壳模具,滑动器右侧设有两个衔接杆,两个衔接杆均与第二模具滑动式连接,两个衔接杆上均套有拉力弹簧,两个拉力弹簧的两端分别与第二模具和滑动器连接。
14.作为本发明的一种优选技术方案,还包括有用于闭合装料漏斗的开合机构,开合机构包括有盖板、第一合页、第二扭力弹簧、第二合页和出料框,装料漏斗顶部右侧连接有第一合页,第一合页上转动式连接有第二合页,第二合页上连接有用于闭合装料漏斗的盖板,第一合页与第二合页之间连接有两个第二扭力弹簧,框体内部左侧设有用于对成型后的手机壳进行导向的出料框。
15.作为本发明的一种优选技术方案,还包括有控制箱,框体顶部左侧设有控制箱,控制箱包括有开关电源、电源模块和控制模块,开关电源为整个手机壳注模设备供电,开关电源输出端与电源模块通过电性连接,电源模块上通过线路连接有电源总开关,电源模块与控制模块通过电性连接;控制模块上连接有ds1302时钟电路和24c02电路;水流量传感器、
距离传感器、第一速度传感器、第二速度传感器、温度传感器、第一开关键和第二开关键都与控制模块通过电性连接,水泵、电动推杆、减速电机、led灯、第一发热板和第二发热板都与控制模块通过继电器控制模块连接,正反转电机与控制模块通过直流电机正反转模块连接。
16.本发明具有以下优点:1、本发明通过水进入回流冷却管,使得回流冷却管可加速硅胶的冷却,进而使得工作效率提高。
17.2、本发明通过led灯亮起不同颜色的灯,以此来告诉人们本设备是否在运行,避免设备运行时人们不知道,进而防止设备内部没有放料,而在进行空运行,进而避免电源浪费。
18.3、本发明通过手机壳脱模后通过出料框滑落至人们准备好的框内,如此,便无需人们将手伸进框体内对手机壳进行收集。
19.4、本发明通过盖板盖住装料漏斗,如此,可避免灰尘进入装料漏斗内,防止成型的手机壳内有杂质。
附图说明
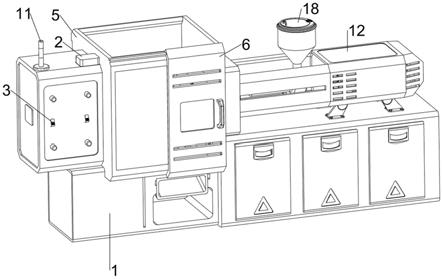
20.图1为本发明的第一种立体结构示意图。
21.图2为本发明的第二种立体结构示意图。
22.图3为本发明的部分立体结构示意图。
23.图4为本发明的合模机构立体结构示意图。
24.图5为本发明的合模机构部分立体结构示意图。
25.图6为本发明的作业提示机构立体结构示意图。
26.图7为本发明的注塑机构剖视立体结构示意图。
27.图8为本发明的注塑机构部分立体结构示意图。
28.图9为本发明的加热机构立体结构示意图。
29.图10为本发明的注塑口控料机构第一种立体结构示意图。
30.图11为本发明的注塑口控料机构第二种立体结构示意图。
31.图12为本发明的注塑口控料机构部分立体结构示意图。
32.图13为本发明的冷却机构第一种立体结构示意图。
33.图14为本发明的冷却机构第二种立体结构示意图。
34.图15为本发明的脱模机构立体结构示意图。
35.图16为本发明的开合机构立体结构示意图。
36.图17为本发明的电路框图。
37.图18为本发明的电路原理图。
38.图中标记为:1-框体,2-控制箱,3-第一开关键,4-第二开关键,5-第一防护框,6-开合门,7-第一模具,8-第二模具,9-第一固定轴,10-合模机构,101-电动推杆,102-滑动架,103-加固轴,104-一号机壳模具,11-作业提示机构,111-第一支撑架,112-led灯,113-距离传感器,12-注塑机构,121-第二防护框,122-减速电机,123-转轴,124-第三防护框,125-螺旋杆,126-装料漏斗,127-进料管,128-第一速度传感器,13-加热机构,131-第二支撑架,132-第一发热板,133-第二发热板,134-温度传感器,14-注塑口控料机构,141-正反
转电机,142-第二速度传感器,143-齿轮,144-缺齿架,145-固定圆板,146-转动框,147-第二固定轴,148-组合块,149-第三固定轴,1410-第一扭力弹簧,15-冷却机构,151-第三支撑架,152-水泵,153-进水管,154-回流冷却管,155-水流量传感器,16-脱模机构,161-脱模杆,162-滑动器,163-拉力弹簧,164-衔接杆,165-二号机壳模具,17-出料框,18-开合机构,181-盖板,182-第一合页,183-第二扭力弹簧,184-第二合页。
具体实施方式
39.下面,结合附图以及具体实施方式,对本发明做进一步描述:
40.实施例1
41.请参阅图1、图2和图3,一种手机壳注模设备,包括有框体1、第一开关键3、第二开关键4、第一防护框5、开合门6、第一模具7、第二模具8、第一固定轴9、合模机构10、作业提示机构11、注塑机构12、加热机构13、注塑口控料机构14、冷却机构15和脱模机构16,框体1左上侧设有第一防护框5,框体1左前侧设有第一开关键3,框体1左前侧设有第二开关键4,第二开关键4位于第一开关键3右侧,第一防护框5右前侧滑动式连接有开合门6,第一防护框5内壁右侧焊接有两个第一固定轴9,两个第一固定轴9右侧之间设有第一模具7,两个第一固定轴9右侧之间滑动式连接有第二模具8,框体1左侧与第一防护框5之间连接有合模机构10,合模机构10部件与第二模具8连接,框体1顶部左前侧设有作业提示机构11,框体1顶部右侧设有注塑机构12,注塑机构12部件上设有加热机构13,第一模具7内部设有注塑口控料机构14,框体1与第一模具7之间连接有冷却机构15,合模机构10与第二模具8之间连接有脱模机构16。
42.请参阅图2、图4和图5,合模机构10包括有电动推杆101、滑动架102、加固轴103和一号机壳模具104,框体1内部左侧通过螺栓固接有电动推杆101,框体1左上部与第一防护框5之间滑动式连接有滑动架102,滑动架102左侧与电动推杆101伸缩杆连接,滑动架102右侧中部设有两个加固轴103,两个加固轴103右侧均与第二模具8连接,第二模具8右侧设有一号机壳模具104。
43.请参阅图1和图6,作业提示机构11包括有第一支撑架111、led灯112和距离传感器113,框体1顶部左前侧设有第一支撑架111,第一支撑架111顶部设有led灯112,滑动架102上部设有距离传感器113。
44.请参阅图1、图7和图8,注塑机构12包括有第二防护框121、减速电机122、转轴123、第三防护框124、螺旋杆125、装料漏斗126、进料管127和第一速度传感器128,框体1顶部右侧通过螺栓固接有第二防护框121,第二防护框121内部右侧通过螺栓安装有减速电机122,第二防护框121内部左侧焊接有第三防护框124,第三防护框124内部右侧转动式连接有转轴123,转轴123右侧与减速电机122输出轴左侧之间通过联轴器连接,转轴123左侧通过联轴器连接有螺旋杆125,第三防护框124右侧设有装料漏斗126,第二防护框121左侧与第一防护框5之间设有进料管127,进料管127左侧与第一模具7连接,转轴123上设有第一速度传感器128。
45.请参阅图2和图9,加热机构13包括有第二支撑架131、第一发热板132、第二发热板133和温度传感器134,第三防护框124右部上下两侧均通过螺栓固接有第二支撑架131,上侧的第二支撑架131左侧通过螺栓固接有第一发热板132,下侧的第二支撑架131左侧通过
螺栓固接有第二发热板133,第三防护框124顶部左侧设有温度传感器134。
46.请参阅图3、图10、图11和图12,注塑口控料机构14包括有正反转电机141、第二速度传感器142、齿轮143、缺齿架144、固定圆板145、转动框146、第二固定轴147、组合块148、第三固定轴149和第一扭力弹簧1410,第一模具7内部上侧设有正反转电机141,正反转电机141输出轴左侧通过键连接有齿轮143,正反转电机141输出轴上设有第二速度传感器142,第一模具7内部中间设有固定圆板145,固定圆板145左侧转动式连接有转动框146,转动框146顶部设有缺齿架144,缺齿架144与齿轮143啮合,转动框146内左壁均匀焊接有六个第二固定轴147,六个第二固定轴147均与固定圆板145滑动式连接,固定圆板145左侧均匀焊接有六个第三固定轴149,六个第二固定轴147上均转动式连接有组合块148,六个组合块148均与同侧的第三固定轴149转动式连接,六个第三固定轴149右侧均与同侧的组合块148之间连接有第一扭力弹簧1410。
47.请参阅图2、图3、图13和图14,冷却机构15包括有第三支撑架151、水泵152、进水管153、回流冷却管154和水流量传感器155,框体1后部左上侧设有进水管,框体1内前壁左下侧通过螺栓固接有两个第三支撑架151,两个第三支撑架151内部之间通过螺栓连接有水泵152,水泵152底部设有进水管153,框体1左侧设有回流冷却管154,回流冷却管154前侧底部与水泵152顶部连接,回流冷却管154右上部前侧设有水流量传感器155。
48.请参阅图2和图15,脱模机构16包括有脱模杆161、滑动器162、拉力弹簧163、衔接杆164和二号机壳模具165,滑动架102右侧中部设有滑动器162,滑动器162右侧上下对称设有脱模杆161,两个脱模杆161均与第二模具8滑动式连接,两个脱模杆161右侧之间设有二号机壳模具165,滑动器162右侧前后对称设有衔接杆164,两个衔接杆164均与第二模具8滑动式连接,两个衔接杆164上均套有拉力弹簧163,两个拉力弹簧163的两端分别与第二模具8和滑动器162连接。
49.当人们需要制作手机壳时,按下电源总开关将本设备上电,按下第一开关键3,控制模块控制电动推杆101伸缩杆伸长三秒,电动推杆101伸缩杆带动滑动架102、加固轴103、一号机壳模具104、第二模具8和距离传感器113往右移动,此时初始状态为压缩状态的拉力弹簧163复位,随后滑动架102继续带动滑动器162、脱模杆161、衔接杆164和二号机壳模具165往右移动,使得第二模具8与第一模具7接触,距离传感器113检测到与第一防护框5之间的距离达到预设值,控制模块控制led灯112亮红灯,提示人们设备正在运行,同时控制模块还会控制第一发热板132和第二发热板133启动,使得第一发热板132和第二发热板133对第三防护框124进行预热,温度传感器134检测到温度升高达到预设值,控制模块控制减速电机122启动,减速电机122输出轴带动转轴123转动,进而带动螺旋杆125转动,最后人们将硅胶倒入装料漏斗126内,使得硅胶通过装料漏斗126往下掉落至第三防护框124内,螺旋杆125带动硅胶往左移动,硅胶在移动时,会在高温下熔化,螺旋杆125带动熔化后的硅胶继续往左移动,当第三防护框124内部熔化后的硅胶越来越多时,会通过以料推料的方式,带动熔化后的硅胶往左移动至进料管127内,转轴123转动时,带动第一速度传感器128转动,第一速度传感器128检测到转速达到预设值,控制模块控制正反转电机141输出轴转动一秒停止十秒后,再反转一秒复位,正反转电机141输出轴转动带动齿轮143转动,进而带动缺齿架144和转动框146转动,转动框146带动第二固定轴147转动,进而带动组合块148转动,此时第一扭力弹簧1410形变,使得组合块148之间的通口变大,随后熔化后的硅胶通过通口进入
第一模具7内,熔化后的硅胶与一号机壳模具104和二号机壳模具165接触,使得熔化后的硅胶顺着一号机壳模具104和二号机壳模具165形成手机壳,十秒后,正反转电机141输出轴带动齿轮143反转一秒复位,进而带动缺齿架144、转动框146和第二固定轴147反转复位,此时第一扭力弹簧1410复位,带动组合块148反转复位,使得组合块148之间的通口变小,进而对融化后的硅胶进行限流,避免融化后的硅胶持续进入第一模具7内;人们提前将水通过进水管装进框体1内部左下侧,当正反转电机141输出轴转动时,带动第二速度传感器142转动,第二速度传感器142检测到转速达到预设值,控制模块控制水泵152启动,水泵152将水通过进水管153抽进回流冷却管154内,使得回流冷却管154对成型后的手机壳进行冷却,随后水从回流冷却管154后端流回框体1左侧内部,如此,使得水可实现循环利用,且可加速手机壳的冷却凝固,水流量传感器155检测到水的流量达到预设值,控制模块控制电动推杆101伸缩杆十秒后收缩三秒复位,电动推杆101伸缩杆带动滑动架102往左移动复位,进而带动加固轴103、一号机壳模具104和距离传感器113往左移动复位,距离传感器113检测到与第一防护框5之间的距离回到初设值,控制模块控制减速电机122停止,同时控制第一发热板132和第二发热板133停止,第一速度传感器128检测到转速回到初设值控制模块控制水泵152停止,水流量传感器155检测到水的流量回到初设值,控制模块控制led灯112亮绿灯,告诉人们手机壳制作完毕,滑动架102往左移动时,带动滑动器162、脱模杆161、衔接杆164和二号机壳模具165往左移动复位,滑动器162往左移动至与框体1接触,使得滑动器162无法继续移动,此时滑动架102带动第二模具8和一号机壳模具104继续往左移动,此时拉力弹簧163被压缩,在二号机壳模具165的作用下,使得手机壳与一号机壳模具104脱离,如此,达到脱模的目的,随后手机壳往下掉落至框体1内,人们将制作完毕的手机壳取走,当本设备在运行时出现故障时,可以按下第二开关键4,第二开关键4为紧急暂停键,控制模块控制整个设备停止运作,避免设备故障时,其他电器元件还在运行,随后将开合门6往左移动打开对本设备进行检修,检修完毕,将开合门6往右移动复位,不需要使用时,再次按下电源总开关将本设备断电。
50.实施例2
51.在实施例1的基础之上,请参阅图3,还包括有出料框17,框体1内部左侧设有出料框17。
52.手机壳脱模后往下掉落至出料框17内,手机壳通过出料框17往下滑落至人们准备好的框内进行收集,如此,便无需人们将手伸进框体1内对手机壳进行收集。
53.请参阅图1和图16,还包括有开合机构18,开合机构18包括有盖板181、第一合页182、第二扭力弹簧183和第二合页184,装料漏斗126顶部右侧通过螺栓固接有第一合页182,第一合页182上铰接有第二合页184,第二合页184上通过螺栓固接有盖板181,第一合页182与第二合页184之间连接有两个第二扭力弹簧183。
54.人们将硅胶倒入装料漏斗126内部时,手动将盖板181打开,进而带动第二合页184转动,此时第二扭力弹簧183形变,随后将硅胶倒入装料漏斗126内部,再松开盖板181,此时第二扭力弹簧183复位,带动盖板181和第二合页184反转复位。
55.请参阅图1、图17和图18,还包括有控制箱2,框体1顶部左侧设有控制箱2,控制箱2包括有开关电源、电源模块和控制模块,开关电源为整个手机壳注模设备供电,开关电源输出端与电源模块通过电性连接,电源模块上通过线路连接有电源总开关,电源模块与控制
模块通过电性连接;控制模块上连接有ds1302时钟电路和24c02电路;水流量传感器155、距离传感器113、第一速度传感器128、第二速度传感器142、温度传感器134、第一开关键3和第二开关键4都与控制模块通过电性连接,水泵152、电动推杆101、减速电机122、led灯112、第一发热板132和第二发热板133都与控制模块通过继电器控制模块连接,正反转电机141与控制模块通过直流电机正反转模块连接。
56.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1