一种三层鞋底模具装置及加工工艺的制作方法
1.本发明涉及模具技术领域,具体涉及一种三层鞋底模具装置及加工工艺。
背景技术:
2.模具是用来制作成型物品的工具,制造鞋底时,需要用到模具辅助,一般的鞋底制造模具是直接注塑形成的,模具上方直接设有压板对位于模具内部的材料进行挤压,鞋底即可制成,有些防水鞋底内部需要加装塑料底膜,通过一次按压不能很好的将塑料底膜紧紧的压在鞋底,存在很大的加工缺陷。
技术实现要素:
3.为解决上述技术问题,本发明提供一种三层鞋底模具装置,所述的三层鞋底模具装置包括:
4.底膜,上表面开设有模槽,模槽用于防滑垫的放置并形成模具;
5.中模,一端转动连接在底膜上,中模上开设有通透的模槽,模槽与模槽对应;
6.上模,一端转动连接在中模的转动连接端,上模的底部固定连接有压块,压块的形状与模槽吻合且对应;
7.弹性连接结构,与上模和中模连接,使中模和上模在一定的张开角度范围内弹性转动;
8.转动驱动结构,安装在基座上,并与上模连接,用于驱动上模定角度转动;
9.压力感应器,其用于感应底膜的承载重量;
10.控制器,其用于接收压力感应器感应的基座的承载重量;判断基座的承载重量t是否等于t1;如果是,控制器控制转动驱动件驱动上模和中模转动θ1,使中模压在底膜的上表面;向模槽的内部注塑注塑液,并形成中层结构;判断基座的承载重量t是否等于t2;如果是,则控制器控制转动驱动件继续驱动上模转动θ2,使上模、中模和底膜贴合在一起,压制成鞋底。
11.优选的:所述底膜底部连接有连接架,并通过连接架安装在基座上。
12.优选的:所述连接架是t字形的板状结构,并倒置连接在底膜的底部。
13.优选的:所述弹性连接结构是扭簧,扭簧的两端分别固定连接在中模和上模上。
14.优选的:所述转动驱动结构包括液压杆和转动块,转动块的一端转动连接在基座上,转动块的另一端连接有转动块,转动块转动连接在上模上。
15.优选的:所述底膜上开设有管道,管道一端连通模槽的内部,管道另一端连通负压气源,管道上设置有控制阀,控制阀与控制器电连接;当控制器感应的t大于等于t1时,控制阀打开使模槽内部形成负压,对模槽内部进行抽气,使得塑料底膜吸附在防滑垫上。
16.优选的:所述的负压气源包括缓冲箱和气泵,缓冲箱与管道连通,缓冲箱与气泵的出气端连通,缓冲箱的内部设置有压力感应器,控制器接收压力感应器感应负压f,并判断负压f是否大于一个标准值,如果是,则启动气泵对缓冲箱的内部进行抽真空。
17.优选的:所述压块两侧设有突起块,突起块上固定安装有柱形条,中模上开设有供突起块放入的透口,在柱形条上套有弹性皮圈,盖上上模时,弹性皮圈对鞋垫的外圈进行压制。
18.本发明还提供一种三层鞋底加工工艺,应用上述所述的一种三层鞋底模具装置,其特征在于,所述的三层鞋底加工工艺包括如下步骤:
19.s1、将防滑垫和塑料底膜依次放在模槽的内部;
20.s2、接收压力感应器感应的基座的承载重量;
21.s3、判断基座的承载重量t是否等于t1,如果是,则执行s4;
22.s4、转动驱动件驱动上模和中模转动θ1;
23.s5、向模槽的内部注塑注塑液,并形成中层结构;
24.s6、判断基座的承载重量t是否等于t2,如果是,则执行s7;
25.s7、转动驱动件驱动上模转动θ2,使上模、中模和底膜贴合在一起,压制成鞋底。
26.优选的:所述t等于t1的判断方法为判断t是否处于(t1-φ1,t1+φ1)内,如果是,则判定t等于t1;如果否,则判定t不等于t1;其中,φ1是ft1,f为占比因子。
27.本发明的技术效果和优点:通过控制质量控制鞋底加工的各个工序,控制精确,通过一个转动驱动件完成上模和中模的转动控制,使装置结构简单化,节约生产成本,实现了顺序联动。本发明自动化能力强,控制方便快捷,加工精确。
附图说明
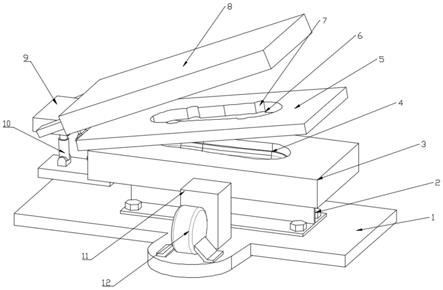
28.图1为本发明提出的一种三层鞋底模具装置的立体结构示意图。
29.图2为本发明提出的一种三层鞋底模具装置的俯视结构示意图。
30.图3为图2中a截面的局部剖视结构示意图。
31.图4为本发明提出的一种三层鞋底模具装置中底膜的俯视结构示意图。
32.图5为本发明提出的一种三层鞋底模具装置中中膜的俯视结构示意图。
33.图6为本发明提出的一种三层鞋底模具装置中上膜的俯视结构示意图。
34.图7为本发明提出的一种三层鞋底加工工艺的流程图。
35.附图标记说明:基座1,连接架2,底膜3,模槽4,中模5,模槽6,透口7,上模8,转动块9,液压杆10,缓冲箱11,气泵12,控制阀13,压块14,扭簧15,压力感应器16,柱形条17。
具体实施方式
36.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
37.实施例1
38.参考图1~图4,在本实施例中提出了一种三层鞋底模具装置,包括底膜3、中模5、上模8、液压杆10、压力感应器16和控制器。
39.底膜3,底部可以连接有连接架2,从而对基座1支撑到指定高度,连接架2可以是t
字形的板状结构,并倒置连接在底膜3的底部,连接架2上开设有透孔,螺栓穿过透孔固定连接在基座1上,从而实现了底膜3的安装。
40.底膜3,上表面开设有模槽4,模槽4用于防滑垫的放置并形成模具。
41.中模5,一端转动连接在底膜3上,中模5上开设有通透的模槽6,模槽6与模槽4对应。
42.上模8,一端转动连接在中模5的转动连接端,上模8的底部固定连接有压块14,压块14的形状与模槽6吻合且对应。底膜3、中模5和上模8可以均为不锈钢板状结构,从而可以增加底膜3、中模5和上模8的刚性,使鞋底加工过程中底膜3、中模5和上模8不易产生形变,保证的鞋底成型质量和避免高温造成模型损坏。模槽4、模槽6、压块14的表面设置有与鞋底吻合的磨砂,从而保证鞋底成型后的粗糙度。
43.弹性连接结构,与上模8和中模5连接,使中模5和上模8在一定的张开角度范围内弹性转动,弹性连接结构可以是扭簧15,扭簧15的两端分别固定连接在中模5和上模8上,从而使中模5和上模8在不受外界力的作用下张开一定的角度,当上模8受到推动力时,上模8推动压块14进入到模槽6的内部并使上模8、中模5和底膜3吻合。当上模8和底膜3分离进行脱模时,上模8反向转动通过扭簧15拉动中模5反向转动,以此实现了中模5和底膜3的分离。
44.转动驱动结构,安装在基座1上,并与上模8连接,用于驱动上模8定角度转动。转动驱动结构可以包括液压杆10和转动块9,转动块9的一端转动连接在基座1上,转动块9的另一端连接有转动块9,转动块9转动连接在上模8上,液压杆10伸长驱动上模8正向转动使上模8、中模5和底膜3靠拢,液压杆10缩短拉动上模8和中模5反向转动,使上模8、中模5反向转动完成脱模。通过控制液压杆10的伸长量,从而完成上模8的定角度转动。当然转动驱动结构还可以是其他的结构,例如、电机与丝杆组合,气动杆、电动伸缩杆等,具体在此不做赘述。
45.压力感应器16,可以安装在连接架2和底膜3之间,用于感应底膜3、中模5、上模8、转动驱动件以及内部材料的重量。
46.控制器,与转动驱动件、压力感应器16电连接,控制器用于接收压力感应器16感应的基座1的承载重量,将防滑垫和塑料底膜依次放在模槽4的内部,判断基座1的承载重量t是否等于t1。此时的t1为底膜3、中模5、上模8、转动驱动件以及防滑垫和塑料底膜的重量之和。可以保证防滑垫和塑料底膜的质量在规定范围内。对t等于t1的判断方法可以为判断t是否处于(t1-φ1,t1+φ1),如果是,则判定t等于t1,如果否,则判定t不等于t1,其中φ1可以是ft1,f为占比因子,可以是0.1、0.05等,具体在此不做赘述。如果是,则控制器控制转动驱动件驱动上模8和中模5转动θ1,使中模5压在底膜3的上表面,此时模槽6和模槽4形成一个腔体。向模槽6的内部注塑注塑液,并形成中层结构;判断基座1的承载重量t是否等于t2。此时的t2为底膜3、中模5、上模8、转动驱动件以及防滑垫、塑料底膜和中层结构的重量之和。通过中层结构质量控制注塑液的注入量,通过质量控制中层结构的厚度,控制精确。对t等于t2的判断方法为判断t是否处于(t2-φ2,t2+φ2),如果是,则判定t等于t2,如果否,则判定t不等于t2,其中φ2可以是ft2,f为占比因子,可以是0.1、0.05等,具体在此不做赘述。如果是,则控制器控制转动驱动件继续驱动上模8转动θ2,使上模8、中模5和底膜3贴合在一起,压制成鞋底。通过控制质量控制鞋底加工的各个工序,控制精确,通过一个转动驱动件完成上模8和中模5的转动控制,使装置结构简单化,节约生产成本,实现了顺序联动。本发
明自动化能力强,控制方便快捷,加工精确。
47.实施例2
48.底膜3上开设有管道,管道一端连通模槽4的内部,管道另一端连通负压气源,管道上设置有控制阀13,控制阀13与控制器电连接,当控制器感应的t大于等于t1,控制阀13打开使模槽4内部形成负压,对模槽4内部进行抽气,使得塑料底膜吸附在防滑垫上,这样所有制鞋底的材料全部压在一起,塑料底膜紧紧与防滑垫贴合在一起,不易脱落。所述的负压气源可以直接连通真空泵,还可以包括缓冲箱11和气泵12,缓冲箱11可以与管道连通,缓冲箱11与气泵12的出气端连通,缓冲箱11的内部设置有压力感应器,控制器接收压力感应器感应负压f,并判断负压f是否大于一个标准值,如果是,则启动气泵12对缓冲箱11的内部进行抽真空,从而实现了自动控制。通过缓冲箱11进行缓冲,可以使模槽4内部负压稳定。
49.参考图5~图6,压块14两侧设有突起块,突起块上固定安装有柱形条17,中模5上开设有供突起块放入的透口7,在柱形条17上套有弹性皮圈,盖上上模8时,弹性皮圈对鞋垫的外圈得到很好的压制,从而保证压制的效果。
50.实施例3
51.参考图7,在本实施例中提出了一种三层鞋底加工工艺,包括如下步骤:
52.s1、将防滑垫和塑料底膜依次放在模槽4的内部;
53.s2、接收压力感应器16感应的基座1的承载重量;
54.s3、判断基座1的承载重量t是否等于t1,如果是,则执行s4;
55.s4、转动驱动件驱动上模8和中模5转动θ1;
56.s5、向模槽6的内部注塑注塑液,并形成中层结构;
57.s6、判断基座1的承载重量t是否等于t2,如果是,则执行s4;
58.s7、转动驱动件驱动上模8转动θ2,使上模8、中模5和底膜3贴合在一起,压制成鞋底。
59.所述t等于t1的判断方法可以为判断t是否处于(t1-φ1,t1+φ1),如果是,则判定t等于t1,如果否,则判定t不等于t1;其中,φ1可以是ft1,f为占比因子,可以是0.1、0.05等,具体在此不做赘述。
60.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1