一种拉挤成型预成型结构及其模具及其制造方法与流程
1.本发明涉及复合材料制造工艺技术领域,更具体而言,涉及一种拉挤成型预成型结构及其模具及其制造方法。
背景技术:
2.拉挤成型工艺作为复合材料产品制造过程中的主要制备工艺之一,具有自动化程度高,产品一致性好的特点,在复合材料领域所占的份额越来越大。在拉挤成型过程中拉挤成型模具及预成型工装的设计是整个工艺环节的重要一环,模具及预成型的设计与加工的好坏将直接决定拉挤生产的效率高低,甚至成败与否,同时还决定着拉挤制品的外观与质量。并且预成型结构还决定着产品外形尺寸和工艺过程能否顺利进行,预成型工装部分若设计不合理,则不能实现从增强纤维从原料架到模具口的顺利过渡,使得纱束和增强布走位难以控制,造成次品和废品的发生。
3.随着碳纤维复合材料在轨道车辆等领域的发展,基于各向同性的复合材料设计需求被大量应用,因此以多轴向布为主要增强纤维的拉挤成型方式成为该类设计到产品实现的主要途径。而以纤维布作为主要材料的拉挤成型,其预成型部位的设计困难程度大幅度提升,往往需要多组预成型板多次变形才能实现纤维布的变形,而这一类设计不但提升了整个工艺的难度,并且在多块预成型板的设计中,每次穿过预成型板都会带来不连续变形的褶皱、偏移等问题。
4.现有技术中不同的产品对应的不同的预成型结构,具有明显的产品特定性,如cnl06079484a,一种新型拉挤预成型定位裝置、cn107877890a,一种玻璃钢拉挤机预成型装置、cn201621368407,拉挤用阶梯型预成型模架和cn108381951a,拉挤用的预成型模具、cn09016570a,梳型步行板拉挤预成型工裝等。上述现有技术中并没有一种能够适应以增强纤维布作为主要拉挤增强材料的预成型设计的方案。
5.因此,有必要设计一种用于增强纤维布作为主要拉挤增强材料的拉挤成型预成型结构。
技术实现要素:
6.为了克服现有技术中存在的不足,提供一种可实现纤维布的连续过渡,减少在牵引过程中在预成型部位发生的皱褶、打兜、偏位等问题的拉挤成型预成型结构及其模具及其制造方法。
7.为了解决上述技术问题,本发明采用的技术方案为:
8.一种拉挤成型预成型结构,包括中空导板,所述中空导板设置有两端开口的空腔,所述空腔的一端开口为水平开口,另一端开口为弧形开口;
9.所述空腔的水平开口至弧形开口之间平滑连续过渡。
10.为保证增强纤维布在空腔内顺利预成型,所述空腔内部处处等高,所述空腔高度为纤维布厚度的1.2~2倍。
11.为保证增强纤维布预成型形状,所述中空导板由等厚塑性薄板制成,所述水平开口为产品展开形状,所述弧形开口为拉挤成型模具的模具口形状。
12.进一步的,所述塑性薄板为聚乙烯、聚丙烯、聚碳酸酯中的其中一种。
13.为保证水平开口端到模具口部的平滑连续过渡,所述中空导板长度大于等于5倍水平开口长度。
14.为实现批量预成型,所述中空导板设置有多个,采用大小嵌套方式,相邻中空导板之间填充有支撑材料并相互固定。
15.一种拉挤成型预成型结构模具,包括模具上模板和模具下模板,所述模具上模板与模具下模板之间形成成型腔,所述成型腔结构与中空导板的外形结构相同。
16.一种拉挤成型预成型结构制造方法,包括:
17.s1、将塑性薄板拼接成两端开口的中空结构,对相邻塑性薄板的连接处进行封边;
18.s2、将纤维布穿过中空结构,并将中空结构放置于模具上模板和模具下模板之间;
19.s3、加热、加压,使中空结构成型为中空导板结构;
20.s4、抽出纤维布,即制得中空导板。
21.进一步的,还包括:s5、采用大小嵌套方式将多个中空导板进行组合,相邻中空导板之间通过支撑材料进行填充固定。
22.进一步的,还包括:s6、将中空导板连接安装架进行固定,并将中空导板的弧形开口与拉挤设备的模具段进行对接。
23.本发明与现有技术相比所具有的有益效果为:
24.本发明采用连续过渡一体结构,将传统的多块预成型板组合式的预成型结构合并,实现了增强纤维布在牵引过程中的连续变形,并通过对薄型结构的内空间尺寸控制实现增强纤维布的平滑牵引、连续变形。避免了增强纤维布作为主要增强材料拉挤过程中容易出现偏移、皱褶、打兜等问题,且工装的设置即简单合理,又集成性强,使得操作变得非常简短高效。
附图说明
25.下面将通过附图对本发明的具体实施方式做进一步的详细说明。
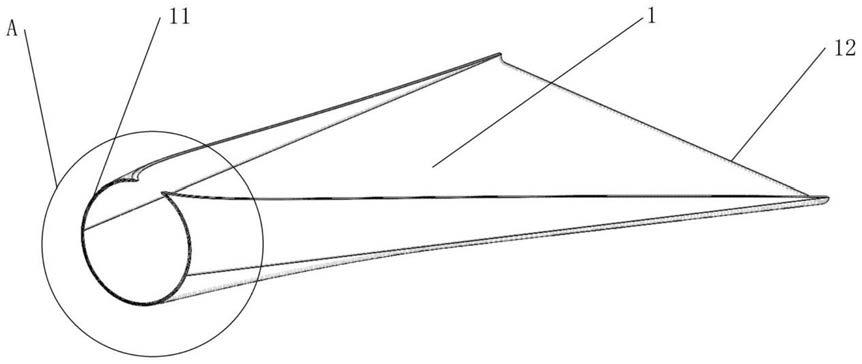
26.图1为本发明中空导板结构示意图;
27.图2为图1中a的局部放大图;
28.图3为本发明纤维布成型示意图;
29.图4为本发明实施例2结构示意图;
30.图5为本发明实施例3结构示意图。
31.图中:1-中空导板,11-水平开口,12-弧形开口,2-支撑材料,3-模具上模板,4-模具下模板,5-成型腔,6-空腔,7-纤维布。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
33.实施例1:
34.如图1至图3所示,一种拉挤成型预成型结构,包括中空导板1,所述中空导板1先由等厚塑性薄板拼接成中空结构,采用胶黏剂或塑封机进行封边,再通过成型模具将中空结构弯折成所需形状的中空导板1;所述中空导板1设置有两端开口的空腔6,所述空腔6的一端开口为水平开口11,水平开口11为产品展开形状,另一端开口为弧形开口12,弧形开口12为拉挤成型模具的模具口形状,中空导板1长度大于等于5倍水平开口11长度,空腔6的水平开口11至弧形开口12之间平滑连续过渡。
35.所述空腔6内部处处等高,所述空腔6高度为纤维布7厚度的1.2~2倍,以保证纤维布7成型质量。
36.所述塑性薄板为聚乙烯、聚丙烯、聚碳酸酯中的其中一种。
37.操作步骤:
38.将预成型结构固定设置于拉挤设备模具段的前端,水平开口11为预成型始端,弧形开口12为预成型末端,将增强纤维布7从水平开口进入,经过空腔6实现增强纤维布从平面向设计外形的平稳过渡。
39.实施例2:
40.如图4所示,为提高预成型效率,所述中空导板1设置有多个,采用大小嵌套方式,相邻中空导板1之间填充有支撑材料2并相互固定,可同时对多个纤维布进行预成型。
41.实施例3:
42.如图5所示,一种拉挤成型预成型结构的模具,包括模具上模板3和模具下模板4,所述模具上模板3与模具下模板4之间形成成型腔5,所述成型腔5结构与中空导板1的外形结构相同,通过预成型对预成型结构进行弯折成型。
43.实施例4
44.一种拉挤成型预成型结构制造方法,包括:
45.s1、将塑性薄板拼接成两端开口的中空结构,对相邻塑性薄板的连接处进行封边;
46.s2、将纤维布7穿过中空结构,并将中空结构放置于模具上模板3和模具下模板4之间;
47.s3、加热、加压,使中空结构成型为中空导板1的形状;
48.s4、抽出纤维布7,即制得中空导板1;
49.s5、采用大小嵌套方式将多个中空导板1进行组合,相邻中空导板1之间通过支撑材料2进行填充固定;
50.s6、将中空导板1连接安装架进行固定,并将中空导板1的弧形开口12与拉挤设备的模具段进行对接。
51.上面仅对本发明的较佳实施例作了详细说明,但是本发明并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化,各种变化均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1